�Ї����l���F���������켼�g�x�ܺ��հl�әC�P�I���s���������аl
�r�g��2023-12-26 11:15 ��Դ���������OӋ�W�� ���ߣ�admin ��x����

�������죨additive manufacturing��AM�����g����Q3D��three-dimensional����ӡ����һ�N����_���κ����ܳ��ε�һ�w�����켼�g������и����ԡ����ٳ��Ρ���������Π���s�̶ȼs���ȃ��ݶ����ܺ��պ����I���о��ˆT����A���������켼�g�Ļ���ԭ��飺������Ӌ��C��������������SCAD��computer aided design��Ӌ��C�o���OӋ��ģ�ͣ�Ȼ�����Ƭ������������S�Π���Ϣ�D����һϵ�ж��S�Π���Ϣ������Ӌ��C���������ض�·�����ӳ��e���ϣ���K�γ���������S�����Ό��w��1-5�ݡ�Ŀǰ���ں��պ����I��ȑ����������������켼�g�ǽ��ٲ��ϵ��x�^�����ۻ���selective laser melting��SLM�����g��6-8�ݡ�

�������켼�g�������������OӋ����߲����c�aƷ���ܡ�2017��12�£�����ͨ��늚˾��General Electric Company�����QGE���аl������ȼ��݆�C����ѭ�h�l�Ч��ͻ��64%���������µ�����o䛣��@�w����ȼ���Ҽ���������˄����OӋ�c�������켼�g������SpaceX��˾ͨ�^������l�әC�е���t�ߜغϽ����s�Y���M���ؓ䃞���OӋ�����õ�EOS��˾�Ľ���3D��ӡ�O�䌍�F�˲��ϡ��ߏ��ȡ���չ�ԡ��������Ժ͵Ϳ�׃�ԡ��ȃ������ԡ����ǣ����M���հl�әC���ϼӹ��y�������Π��c�Y�����s���ӹ�����Ҫ��ߵ����c����Ȼ�Ƽs���l�әC�б��ڡ���ǻ���������ȏ��s�㲿��Ч���������������9-10�ݡ�
�������켼�g߀���Դ��p������������������Ƴɱ���GE��˾�����аl��ATP��advanced turbine propeller�����M�u݆���������l�әC��һ������3D��ӡ����İl�әC���䳬�^����֮һ���㲿�������������죬�l�әC��������p����30%���ϡ����У�����ȼ�͇�����㲿��������20���p��1�����aƷ�ɿ�������4�����|���p�p��25%����Ŀǰ���հl�әC���͏��s�������������켼�g�Դ����y�Լ��Ч�ʺͳɱ��Ć��}�����֘�����ͻ���������조���Ρ����}���������ԡ��y�ȴ����R���T��߳��e�����³ߴ羫�ȵͼ����ܿ����y�Ȇ��}[11-13]���Pע����̖: �əC�������У��۽��əC�P�I���g��
�������켼�gҲ��ʹ�OӋ����׃�죬���s���������ڡ�NASA��National Aeronautics and Space Administration���������Һ��պ���֣�����concurrent��ͬ�r�����������������������켼�g�ĮaƷ�Ŀ��ٵ����^�̣���2���Ⱦͽ�Q�˰����y��������Ļ���l�әC�S�c݆ݞ���ϸ�Ć��}�������հl�әC���T�����ϵ�y��ϵ�y�����ܣ���������ƌ���ď��s�ԺͿ��ƅ����Ķ����ԣ����аl�^���������R���OӋ�s���ࡢ�ӹ��y�ȴ��������L�Ȇ��}��
�C�ϣ��P���ڔ��ֻ�ģ���Ӻ�SLM�������켼�g���ںϵķ����������հl�әC����ϵ�y���s��������ȼ�ͱÚ��w���{�������w���Ŀ��������c���������M�����о���
1 ���ڔ��ֻ�ģ���ӵ���������аl�����cģ�͂��f�^��
ᘌ����հl�әC����ϵ�y���s��ǻ�����������������������˻��ڔ��ֻ�ģ���ӵ���������аlģʽ����D1��ʾ����ͨ���OӋ�����桪���졪��C���J�C��һ�w���������̣����Fϵ�y���aƷ���ܺ����������ԓ�p��V���ο����аlģʽ�ĺ����ǣ���������ģ�͵��挍���������w����ȫ������������ʹ�ܣ�3Dʹ�ܣ���ģ����ʽ���־��́팍�F�����Д��־��̰���������Ϣ���OӋ��Ϣ�����υ�������ˇ�����Լ��yԇ��C��������Ϣ��
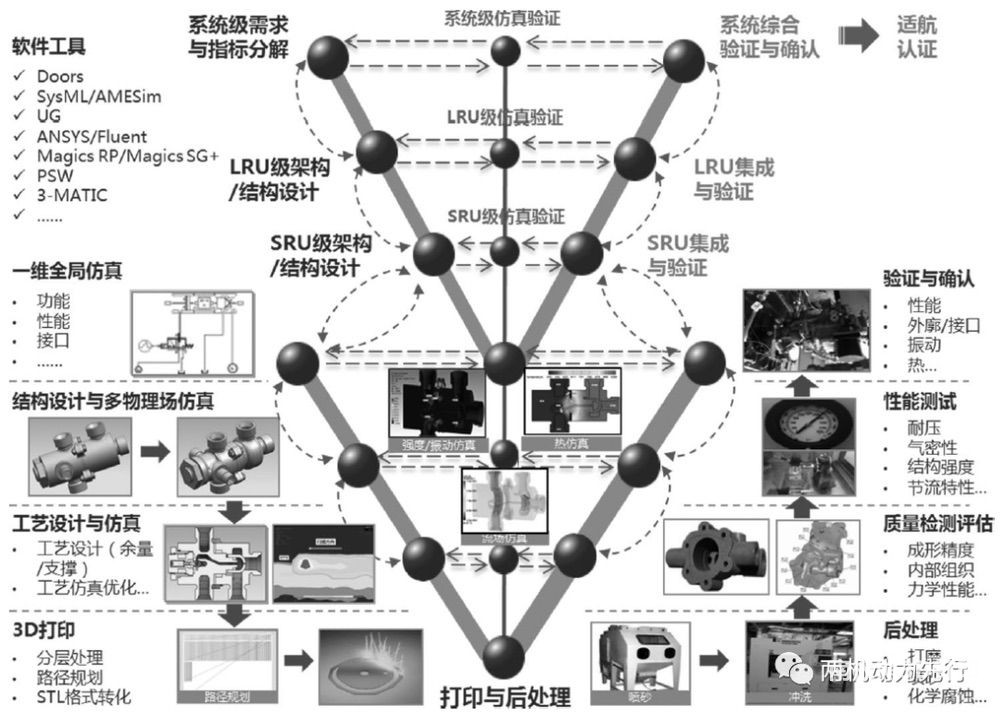
�D1 ���ڔ��ֻ�ģ���ӵ���������аlģʽ
��̓�Mģ�͵�����ģ�͵Ĕ��ֻ����f�^����D2��ʾ����Ҫ�֞�3���^�̣��Y��ģ���OӋ�^�̡���ˇģ���OӋ�^�̺�ģ�ʹ�ӡ���F�^�̡�
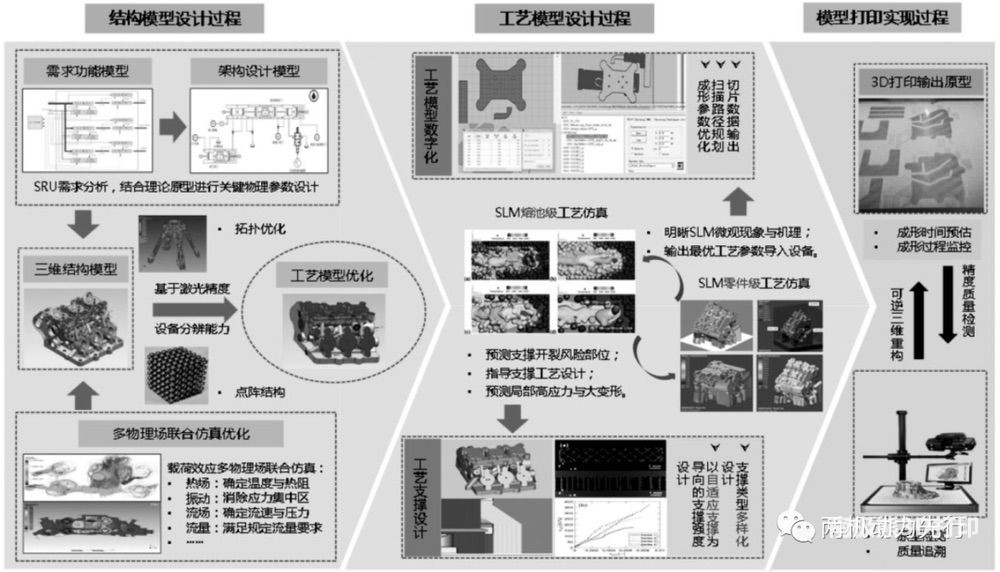
�D2 ��̓�Mģ�͵�����ģ�͵Ĕ��ֻ����f�^��
�ڽY��ģ���OӋ�^���У����ȸ������հl�әC����ϵ�y���������M��ָ�˷����c�ܘ��OӋ��ͬ�r�Y�ϰl�әC����ϵ�yԭ���M�����P���텢�����x���ڹ��������cϵ�y�ܘ��OӋ�s�����_չ���S�Y��ģ���OӋ�����\���ؓ䃞�����ȱں���j�OӋ�����Ȍ��F���s��·���g���֡��Y�����ȡ��|���ȶ���ָ�˵�ȫ�������K���F�����������칤ˇ�Ŀ���ϵ�y���s�������s���Y��ģ�͵Ę�����Ȼ����ö�������Ϸ��漼�g���C�Ͽ��]���H�\�Ј����������������������늴ň����d��Ч����������Y��ֱ�ӵ����ؚw�����s��ģ�ͣ����F�OӋ�˵Ŀ��ٵ�������������ǽY���OӋ�c��ˇ�OӋ�ķ����Դ_�J�������������칤ˇ�������ԣ���Ҫ���Y��ģ�͵��P�I�����M�й�ˇ�OӋ�������OӋ�����Դ˱��C���ľ��ӹ���������ɷ����Դ_�J����܌��Y��ģ�͂��f����һ�^�̡�
��ˇģ���OӋ��Ҫ���M��̓�M������Σ����Fģ�ͳ��η����֧���OӋ�����ι�ˇ���桢�������C���Z�������g�ĵ���������������һ�^�̂��f����ģ�ͣ���ˇ�OӋ�Y��������̓�M��ӡƽ�_���M�г������η����֧�νY���OӋ�����ڰl�әC����ϵ�y���s�������ԣ������ij��η��H���Ա������ͻ׃�����Ĵ�ӡ�L�U��߀����߃Ȳ������ij����|����֧�νY���OӋ�Ǟ鱣�C��֧����e��С�ėl�����F�ɹ���ӡ����C֧�νY���OӋ�Ƿ�����Լ���ˇ�����Ƿ������Ҫ���ö�߶ȳ��ι�ˇ���淽���M�е�������������K�Ĺ�ˇ֧��ģ���M����Ƭ��̎������������ˇ����Y���O�ô�ӡ��ˇ����������һϵ�Ѕ������ęC���Z�Կ����O���M�д�ӡ���Ρ�
ģ�ʹ�ӡ���F�^�̰��������ֻ��Y��ģ���D���錍�w�����������|�����ܙz�y�������^�̡�����̓�M������β��ܰٷ�֮���A�y���H��ӡ�^���е����І��}���ҽ��ٷ�ĩ�������^�̷dz����s�����̓�M��������|�����^�̿����@���Ȟ���Ҫ����ԓ�^�̿����У���������������ұ���|������ҪӰ푣�����茢�����^�̵������������ں��������ȣ��۳��Լ���������ض�׃�����۳ط����ԡ�ȱ�ݮa���A�ᑪ���ݻ������У��ɽ����t������ȼ��g�������^�̜ض��M�Ќ��r�O�y���鹤ˇ�����ṩ����֧�Σ�ͬ�r���O����õıO�����C�Ɍ��F䁷ۡ����Y�|���Č��r�O�y���Լ��r�l�F��ӡ�L�U���γ��|�����C�c�|���ݵ��]�h����ϵ�y��
2 ��������������OӋ
2.1 ������������Ą��½Y���OӋ
��������������OӋ��design for additive manufacturing��DFAM����׃�˂��y���OӋ�������������SCADģ�ͳ��l���o��ģ�ߣ�ֱ���������������˳ɱ��Ϳs�����������ڣ�14-17�ݡ����p���������s����Ŀ�˵�DFAM�ļ��g·����D3��ʾ��
��ij�ͺ��հl�әCȼ�Ϳ����b���OӋ���������ڂ��y���칤ˇ�����ƣ����w�Ȳ��e�C���s����·�o���w�ĸ�Ч�ӹ����쎧���˾��������OӋ�ɹ���ģ�K���w��Ӌ��ģ�K���w�M�϶��ɵķ��wʽ�Y������D4��a����ʾ���p��Ч���dz����ޣ����հl�әCȼ�Ϳ����b�ý������^�������DFAM���Ĺ��܃��ȵ��OӋ�Ƕȳ��l�����������������OӋ��������s�����Ď��Π�̓Ȳ����죬���M�й���ģ�K�ļ���һ�w���OӋ���t�Ɍ��F���s�������p���������s���OӋĿ�ˣ�����DFAM�ď��s�����Y����D4��b����ʾ�������^һϵ�е��������칤ˇ�^�̣���Ɍ��F�挍���s���w�ļӹ����죬��D4��c����ʾ��
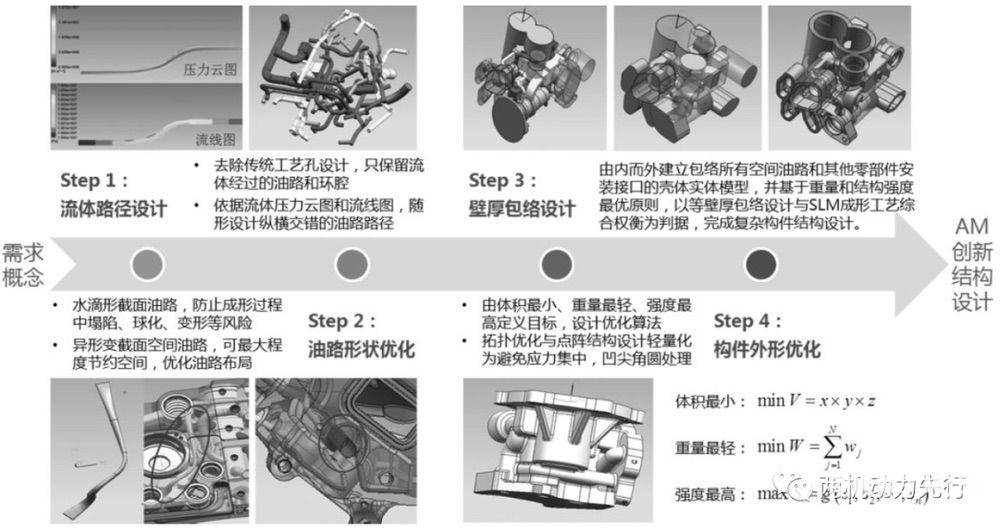
�D3 ������������ĽY���OӋ���g·��
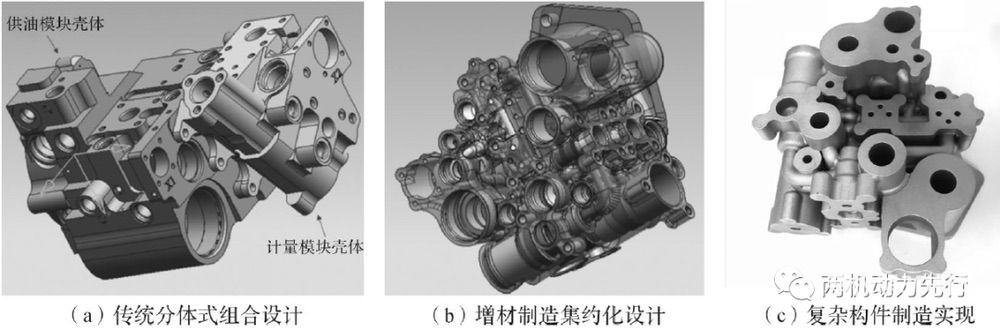
�D4 ij�Ͱl�әCȼ�Ϳ����b�Ï��s���w�Y���OӋ
2.2 ��������Ϸ��惞��
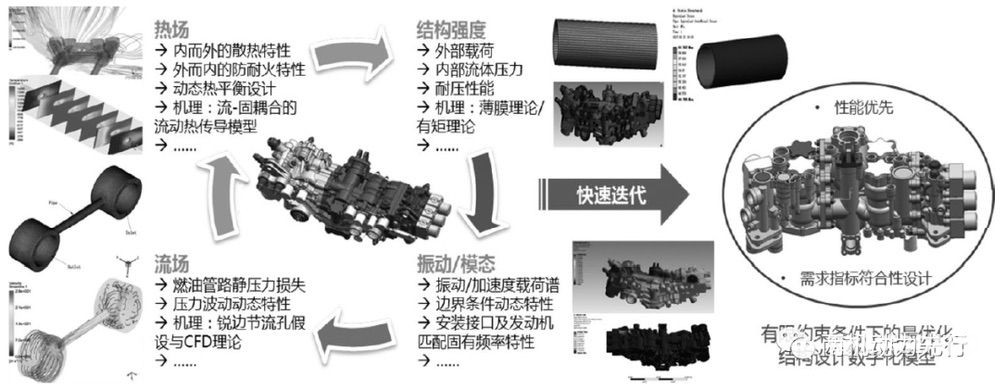
ᘌ�����DFAM�ď��s�����Y���OӋģ�ͣ���Ҫͨ�^��������Ϸ���Ŀ��ٵ�����������C���C��ԓ�OӋģ���Ƿ�����s���l���µ�ȫ������OӋ�����s���������/ģ�B����ͽY�����ȷ�����ڑ������Ą��o�B���Է��棬����������Ԫ��������õ����s�����ژO���d���µĄ��o�B���ԣ�����������Ҫ�������J߅�������O��Ӌ�����w�����W��computational fluid dynamics��CFD����Փ�팦���s�����Ȳ����s��·�ĉ����pʧ�Ͳ��������M�з��惞�����������t�nj����s�����Ƀ������ɢ�����Ժ�������ȵķ���/�ͻ������M�ЄӑB��ƽ�⣨�a��/���ƣ��OӋ�ķ��惞�������հl�әC���s������������Ϸ��惞����D5��ʾ�����Ϸ��惞���õ���K�ď��s�����Y���OӋģ�͡�
2.3 ��ˇ�OӋ�c���惞��
2.3.1 �����OӋ��֧���OӋ
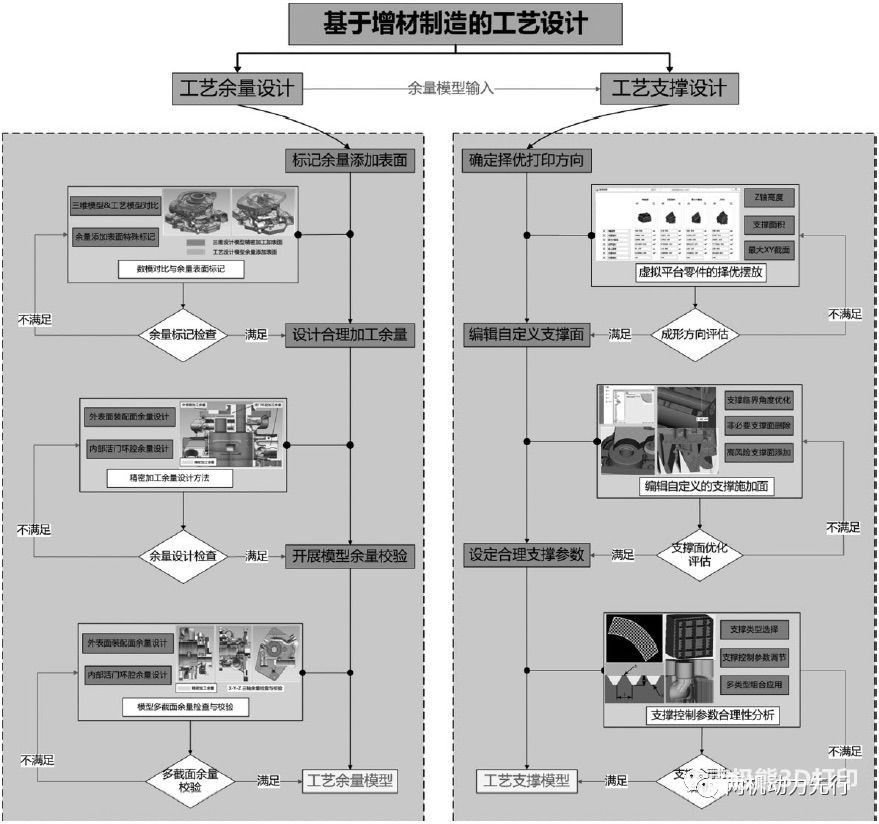
������������Ĺ�ˇ�OӋ������ˇ�����OӋ��ˇ֧���OӋ�����OӋ·���飺����ɹ�ˇ�����OӋ�Ĺ�ˇ����ģ�͂��f����ˇ֧���OӋ�У�����������K���Ɏ��й�ˇ�����Ĺ�ˇ֧��ģ�ͣ�����w���g������D6��ʾ��
�ڹ�ˇ�����OӋ�^���У����Ȍ����S�Y��ģ�͔M���ӹ������M�И�ӛ̎�����ԅ^�e��ģ���������棻Ȼ�������ˇ�����OӋָ�ϵȼs���ļ�����ӛ�����M�������OӋ���OӋ�r����ֿ��]���ӹ��Ŀ������ԡ����������ʡ�����̎����Ӱ푵ȣ�����M�������z�飬�����b��ģ�K�У������S�Y��ģ���c��ˇ����ģ���M�Д�ģ���ȣ��Д�ÿ����ӛ��������O���Ƿ����_����ȫ���M��Ҫ��tݔ����ˇ�����OӋģ�͡�
�D5 ���հl�әC���s������������Ϸ��惞��
�D6 ������������Ĺ�ˇ�OӋ����
�ڹ�ˇ֧���OӋ�^���У����Ȍ���ˇ����ģ�͌���֧���OӋܛ��ƽ�_�M�Џ��s�������νǶȃ����u��������֧����e��С�����������|����ѡ���ӡ��e��С�Ҳ�������eͻ׃��r��ԭ�t�OӋ��������[�ŽǶȣ�Ȼ�]���s�����ij��Ώ��s�ԣ��M��֧�ε��Զ��x�OӋ����Ҫ����֧���R��Ƕȃ������DZ�Ҫ֧����h�����L�U֧�������ӵȣ�����ڌ���֧�Δ���������ȡ���P��֧������c���������ɹ�ˇ֧��ģ�͡���Ҫע����ǣ���ˇ֧���OӋ��Y�Ϲ�ˇ�����M��̓�M��C���Ķ����F֧���OӋ�����Ŀ��ٵ�����
2.3.2 ��ˇ���惞��
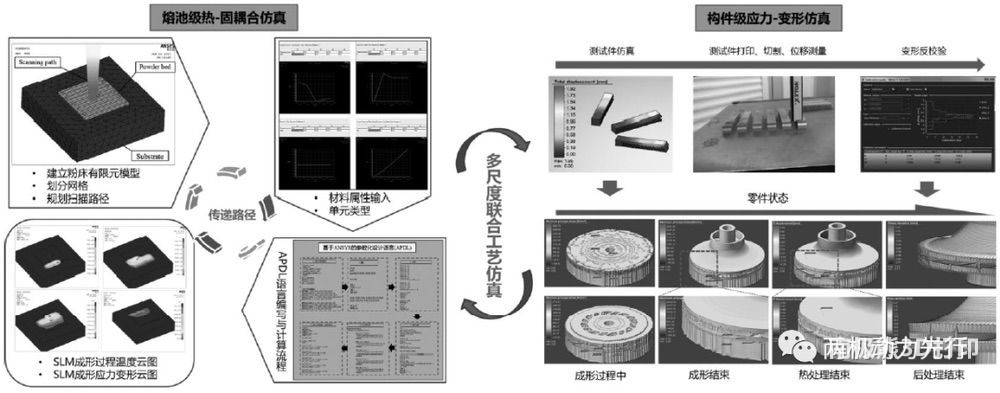
����SLM���ε����c�Ƿ�ĩ���ϵ����c���e����ˌ��۳س߶ȵĹ�ˇ�����ǽ��������^�C�����P�I��ͬ�rҲ���M�й�ˇ������������Ч;�������о��������^�߶Ș����r�������c�Pע�����^�����a���@��Ӱ푵����أ���ضȺ͑������C�Ͽ��]�������^�c���^���ԣ�����˶�߶��Ϲ�ˇ���惞����������D7��ʾ����Ҫ�漰�۳ؼ���-������c����������-׃�εĿ�߶ȷ����^�̡�
SLM���������^���漰�Ĺ�ˇ�������࣬��������ʡ����ֱ���������ٶȡ�����·��������ʵȣ�����ˇ�����g���ڏ�������Ӱ푣�����y�Ԍ��F�������^�^�̵�����������ˇ�������۳س߶ȵĹ�ˇ�����漰�۳؟����Ă�ݔ���۳��c��ĩ�w���Ľ������۳��ΑB�ݻ����۳ط����ԡ��۳����W���T�����s�����F��ͨ�^������ˇ�����c���������F��Ľ������ж�ģ�ͣ����F��ˇ��������Y�x�����о�����錍�H�����r�������Π���s�̶Ȍ���ضȈ��ֲ����ᑪ���͟�׃�ε�Ӱ��Ȟ��@����ͨ�^��߶��Ϲ�ˇ���棬�ɿ��ٽ��������ij��Ρ������и��̎����ȥ֧�ε�һϵ��̓�M�����^�̣���������Y���������Y���OӋ�����η����OӋ��֧���OӋ�ĺ������M���u���c���������A�y��ӡ�^�̿��ܴ��ڵ��L�U�c�[�����錍�H��ӡ�^���ṩ���攵��֧�֡�
�D7 ���հl�әC���s������߶��Ϲ�ˇ���惞������
3 �������쌍�F���P�I���g���}
3.1 ���ٷ�ĩԭ���ϵ��|��
���ٷ�ĩԭ���ϵ��|������������Ч�ʺ���K�aƷ���������P��Ҫ���ڲ��ό��γɕr�����ٷ�ĩ�����ӡ����s�ǮaƷ���ܵěQ�������أ����ٷ�ĩ�������ԵIJ�ԿɌ��¶ѷe�ܶȲ�һ�¡������@����K���®aƷ�������ȵ��Լ�����❍�Ȳ����о��������������еĽ��ٷ�ĩ���m�����������죬�����ܵ���ò���w���߶ȡ������Ե����ص�Ӱ푣���Щ��ĩ�ڳ����^���Е��a������϶���Ѽy��ȱ�ݡ��b�ں��հl�әC�㲿���������\�й����h�����ɿ��ԡ���ȫ��Ҫ�����ٷ�ĩԭ���ϵ��|��Ҫ����ߣ������һ���̶����Ƽs�ˇ����������켼�g�ں��հl�әC�еđ��ã�18�ݡ�
��ĩԭ����������Ҫ�����������Ժͻ��W���ԣ�����������������ĩ�w�������ζȡ������ֲ��������Ժ����b�ܶȵȣ����W��������ĩ�w���ĺϽ�Ԫ�غ��������������京�����Ͻ��ĩ���ȣ���ĩ�������Եȡ�Ŀǰ������߀�]�г�����u�r������˜ʁ��ж����ٷ�ĩ���ό����ι�ˇ���m���ԡ��Y�ό��H���̑��Ì��`�����Y�����ٷ�ĩԭ�������ԡ��|�����ƺ��^�̂��f���ߵ���Pϵ�Ϳ���߉����D8��ʾ���ڌ��H��ӡǰ��ÿ���η�ĩ�������^������|���z�y����Ԫ�غ����z�y���坍�șz�y���A�s��z�y�������ԙz�y�������ֲ��z�y�����ζșz�y�ȣ�������플Ӽs���ж��z�y�Y���Ƿ�M��Ҫ��ֻ�НM��z�yҪ��ķ�ĩ���������������졣�z�y�ϸ�ķ�ĩ����ۡ��Y�֡���ɺ��b��Ȳ��E���f����ӡ�O��ۂ}�M�д�ӡ����ӡ�Y����ʣ���ĩ�M��ѭ�hʹ��ǰ�����б�Ҫ��ѭ�h��ĩ�M���|���z�y���e�ǽ����ѭ�h��ķ�ĩ������ĩ�����ζȡ���������ָ�ː����������Q�·��M�д�ӡ��

�D8 ���ٷ�ĩԭ�������ԡ��|�����ƺ��^�̂��f֮�g����Pϵ
3.2 ���ٳ�������
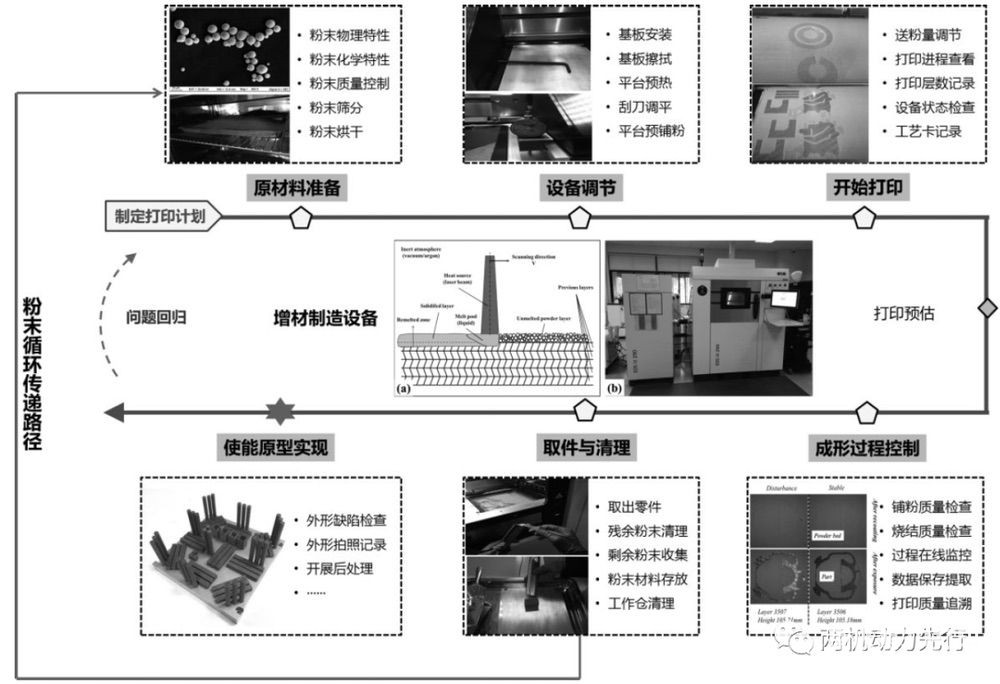
�ڏ��s�����Ŀ��ٳ��������^���У���ӡ�^�̵��]�h�����nj��F�ɹ���ӡ���P�I�����w���ٳ��������^����D9��ʾ��
�D9 ���s�������ٳ��������^��
��ԭ���Ϝʂ��A�Σ��M�з�ĩԭ���ϵ��������Ժͻ��W���ԙz�y�������η�ĩѭ�hʹ���|�����ơ��Y�֡���ɵȣ��_������Դ�^���|���ɿ��ԣ����O���{���c��ӡ�A�Σ����������˜ʺ����IҎ���M���O���{���c��ӡ���_����ӡ�^�̵Ŀ��؏��ԣ����^�̱O���A�Σ�ͨ�^ʹ��Ƕ���O��ļt������x���߷ֱ������C��Ӳ�����������^�̵Ĝضȡ���ӡ�|���M�Ќ��r�O�أ��Լ��r�l�F����Q��ӡ�^���г��F�Ć��}�����������M�вɼ����棬�Ԃ���ڵ��|���ݣ���ȡ���c����A�Σ�������ˇҎ���M�в�����ͬ�r��ʣ���ĩ�M���|���z�y����f��ԭ���϶ˣ���ɰl�әC���s�������ٳ���������]�h�����^�̡�3.3 ��̎�����g
����������εĘ����轛�^�ض��ĺ�̎����������̶ȵذl�]�䑪�е����ܡ�������������ĺ��հl�әC����ϵ�y���s�����ĺ�̎����Ҫ������̎������ɰ�����衢���W������ĥ�����w�����ȣ���D10��ʾ���Pע����̖: �əC�������У��۽��əC�P�I���g��
SLM������������^���иߜ��ݶȡ�����s�ٶ�ʹ�����Ȳ��^�M���O�鼚С�����������ձ郞���T�����c呼��ஔ����̎���Ɍ��F�����c���Ե����ƥ�䣬�Ķ��@����ߘ����ľC�����W���ܣ�ͨ�����ã���գ���̎���t�����o����hot isostatic pressing,HIP����ʽ����ɰ����������һ�N�����̎�����g���Ɍ����Θ��������ճ�ۡ�����Ƥ�����|�M����Ч�Cеȥ����ʹ���������ֲڶȵõ�һ���̶ȵĸ��ƣ�ͨ������ߵ�Ra6.3 ��m�������W������Ҫͨ�^���c�����l�����W�������ض������AҺ���挦�����M����ϴ��ʹ�Ø������ٱ����c��Һ�l���p���W������ȥ���������ϣ����F�������������x���Թ�����ĥ�����w�����ٙCе�x���Ԓ��⣬ͨ�^һ����������̑Bĥ�ω��똋��ijһ�l����l�����ȣ���ĥ���c�����ȱ���a����ĥ������ȥ�����ϣ����F���s�����ȱ���Ĺ����ӹ���ͨ�^�{��ĥ�����ԣ�����ό��ù��b����ʹ�����ȱ���@���^�ߵı����|���������_���R�棩������e�m�ό����հl�әC����ϵ�y���s�����������M�й���̎����

�D10 ������������ĺ��հl�әC���s�����ĺ�̎��
3.4 �|���z�y�u���c��C
�aƷ�|���z�y�u���c��C����������aƷ�������F���̻����õ��P�I���E�����w��ʩ;����D11��ʾ����Ҫ�����aƷ�|���z�y���aƷ���ܺ�������C�c�aƷ�������J�C�����֣�ͨ�^���aƷ�M�����u���c��C����K�_���m���J�CĿ�ˡ�
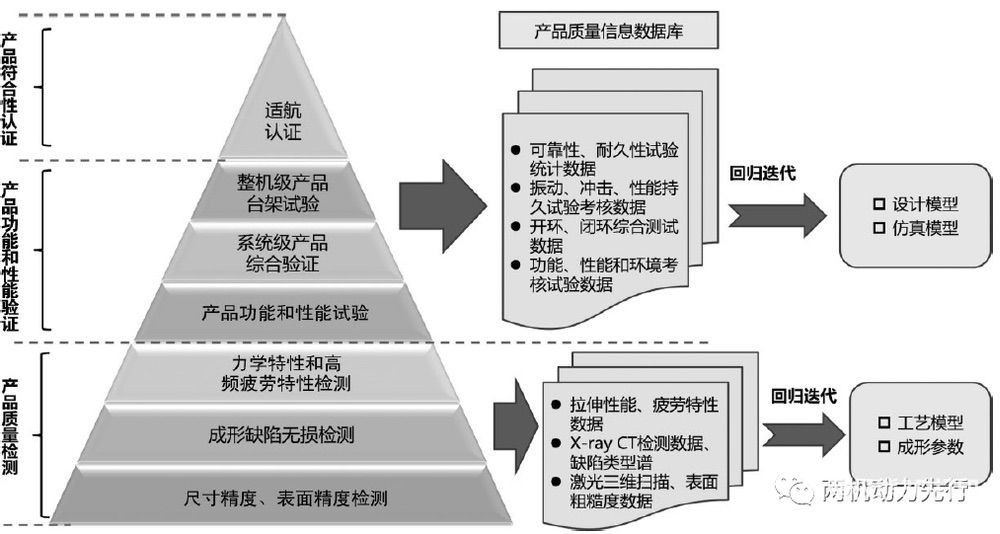
�D11 ������������ĮaƷ�|���z�y�u���c��C����
��ɳ��Θ�����̎�����̺������M�ЮaƷ�㲿���|���z�y���Ŀ���/���ԵĽǶȷքe���aƷ�ijߴ羫�ȡ����澫�ȵ���ò���ԣ�����ȱ�ݣ����W���ԡ����lƣ�����Ե������M�Йz�y�����㲿���|���z�y�M��Ҫ��Ļ��A�ϣ����M�����b�aƷ�Ĺ��ܺ�������C��������aƷʹ�È����_չ�����������Կ��˺ͭh����C���˵ȣ������_չϵ�y���aƷ�C����C�����C���_��ԇ�ˣ�����M���c�m���J�C���P��һϵ����C�c�_�J���_���M���w�а�ȫ��Ҫ��
�����κ�һ���aƷ���f���ڮaƷ�|���z�y�u���c��C�^��ÿһ�A���γɵ��|����Ϣ�������������aƷ�z�y����C�����Д�����Ϣ�����ÿ���ض��ĮaƷ�������c�������|���������P���ض������������ɹ���ƽ�_�M�й����γɮaƷ�|����Ϣ�����죬�����S�aƷ���۵�ȫ���������^�̣��@���H���Ԟ�ϵ�y���aƷ�M���m��Ҫ���ṩ���ϣ����ҿɌ������^���аl�����κήaƷ�ֲ��p����ʧЧ�Ȇ��}�M���ݡ������c���C�����⣬�aƷ�|����Ϣ�������ЮaƷ�z�y�c�u�������P�����ɻؚw��������ˇģ�ͺͳ��΅������aƷ���ܺ�������C�ͷ������J�C�����P�����ɻؚw�������OӋģ�ͺͷ���ģ�ͣ����Fģ�ͺͅ����������c������
4 ���̑��Ì��`
��ij�͜u�S�l�әCȼ���{�����x�ı��аl���������û��ڔ��ֻ�ģ���Ӻ�SLM�������켼�g�Ŀ����аl�������g��������/�����_ʼ�����^һ�S�ܘ��OӋ�����S�Y���OӋ������������惞����ģ�͌����c�_�J����ˇ�OӋ�c���惞���������c��̎�����|���z�y�u�����b�ü�ԇ���C�Ȱ˴��E���ڄ��½Y���OӋ����ˇ���桢�����|���ȷ����M����ͻ�ƣ�����w���F�^����D12��ʾ������ģ������̓����ڞ�һ�w����ȫ���F�����������挍�������aƷ���١���Ч���ɿ��Ľ��������������ɂ��y�аlģʽ��1�����Ͽs�̞�F�ڵIJ���3���£�ͬ�r�aƷ���㲿�������p��10%���|���pС�s20%����s�ˮaƷ�����Ƴɱ���Ŀǰ��ͨ�^�˲���ԇ����ϵ�y������ģ�Mԇ�l�әC�_��ԇ��Լ����P�h����C���ˣ�ԇ�Y���������ָ�����ܾ������OӋ������Ҫ��
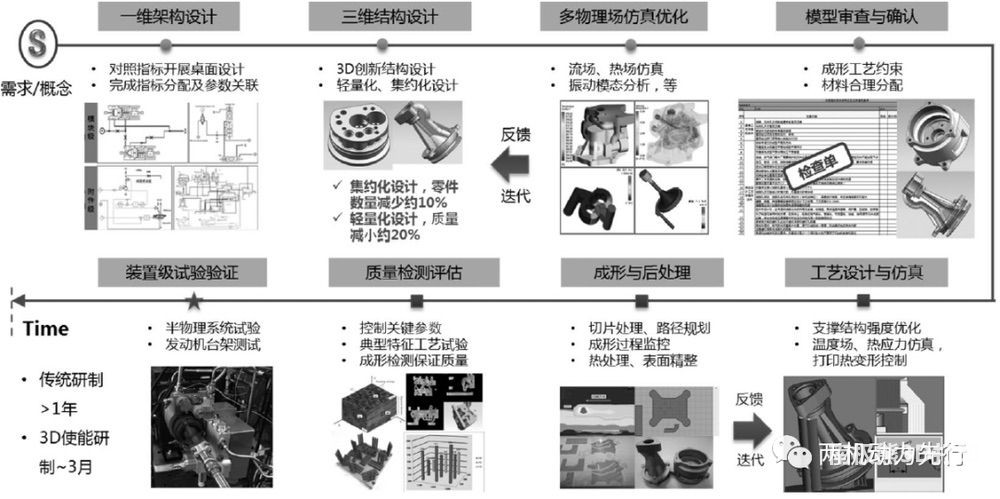
�D12 �u�S�l�әCȼ���{�����x�ıÿ����аl�����Č��F�^��
5 �YՓ
����˻��ڔ��ֻ�ģ���Ӻ�SLM�������켼�g�ĺ��հl�әC����ϵ�y���s���������аl�������g��ͨ�^�о��c���̑��Ì��`���õ������½YՓ��
1�����ڔ��ֻ�ģ���Ӻ�SLM�������켼�g�Ŀ����аl�������g���Ɍ��F�OӋ����һ�w����ᘌ����հl�әC����ϵ�y���������Y������ˇ�OӋ�����ڔ��ֻ�ģ���ӵ������аlģʽ���p����ԇ�e�h����������аlЧ�ʣ��麽�հl�әC����ϵ�y�аlģʽ�D�������춨�˻��A��
2������SLM�������켼�g�ď��s�����p���������s���OӋ�c�������죬�麽�պ�����s�����OӋ�ṩ��һ�N�����ԡ������ڡ��ͳɱ���ʹ���ֶΣ����Hͻ���˂��y�Cе�ӹ���ˇ�ľ����ԣ����Ҵ��M�γ��˺��պ�����s�������½Y���OӋ��˼·�������OӋ�c��������һ�w���ġ������OӋ���������족����lչ��
3���о����M�˺��հl�әC�P�Iϵ�y�Ͳ������p���������s���������ܡ��߿ɿ��Է���lչ���麽�հl�әC���������аl�ṩ��ȫ�µ������Ľ�Q������
(؟�ξ���admin)

��һƪ�������������˾SphereCube���ἤ��̻����a��ˇ��ȫ�Ԅ���������ͺϲ��ϮaƷ
��һƪ��������\�������ֵ�픡�Science�ӿ���-3D��ӡˮ���z����ˎ���w��ݔ��
��һƪ��������\�������ֵ�픡�Science�ӿ���-3D��ӡˮ���z����ˎ���w��ݔ��
 Axial3D �c GE HealthCare
Axial3D �c GE HealthCare 3D��ӡ�~�⼴�����¼��¼�
3D��ӡ�~�⼴�����¼��¼� ��Ů��TikTok��չʾ�Լ�ُ
��Ů��TikTok��չʾ�Լ�ُ Signifyͨ�^3D��ӡ���g��
Signifyͨ�^3D��ӡ���g�� �M���p��ԭλ���ƻ��ޏ͵�
�M���p��ԭλ���ƻ��ޏ͵� 3D��ӡʹ�˼ҼҾ߂��Ի�
3D��ӡʹ�˼ҼҾ߂��Ի�������
- ��Axial3D �c GE HealthCare ���������F
- ��3D��ӡ�~�⼴�����¼��¼������^�̘I
- ����Ů��TikTok��չʾ�Լ�ُ�I��3D��ӡ��
- ��Signifyͨ�^3D��ӡ���g��ӡ��ǧ�K����
- ���M���p��ԭλ���ƻ��ޏ͵ķeľʽ3D��ӡ
- �� 3D��ӡʹ�˼ҼҾ߂��Ի�
- �� �S�3D��ӡ������ȫ��SUV����܇��
- ��3D��ӡˮ���z�[�����R�������۲����m�
- ��Renishaw3D��ӡ���g��������������Form
- �����ش�W�аl����3D����īˮ���g����
 3D��ӡ���F��̶�
3D��ӡ���F��̶� �炐�ȁ���W����
�炐�ȁ���W���� ʧȥ1/3����,���
ʧȥ1/3����,��� 3D��ӡܛƤ�|����
3D��ӡܛƤ�|���� 3D��ӡ��Q������
3D��ӡ��Q������ ���ܲ����¡����T
���ܲ����¡����T���c����
- ��3D��ӡ��������3D��ӡ�P���������ij���
- ����3D��ӡ�C�����b���ˣ�����3d��ӡ��һ
- ���Լ�������һ�_ֻ��20��Ԫ��3D��ӡ��
- ���֙C��ע���ˣ��Ø�ݮ��+3D��ӡ�C����
- ���P�c3D��ӡ���ޏ�������E�еĽ��䰸��
- ���D�⣺3D��ӡ�������a����
- ��SOLS��˾�l���ɶ��Ƶ�3D��ӡ�C��Ь�|
- ��ӯ��3D��ӡ�������䰸������
- ��10�����ص�3D��ӡ���裬����һ������ϲ
- ��3D��ӡ���҃��b�đ��ã��cȼ�㌦���g


