���ټ�����������Ȳ�ȱ�ݼ��z�y�����о��Mչ
�r�g��2024-06-17 08:27 ��Դ�������ú��պ������������� ���ߣ����� ������ ���� �� ��x����
�����������켼�g�ij��F�ص�׃�˂��y���ٲ����ļӹ�ģʽ���и�Ч���͡���ʡ���ϺͶ̼ӹ����ڵȃ��c, ��ͻ�Ƃ��y���칤ˇ�ľ������a�����g�Y�����s�Ę���, ������܇���I�����պ�����t����е���I�����A��Ȼ��,�������켼�g�ڳ����^���Юa���Ě�ס�δ�ۺϡ��Ѽy��ȱ���������������켼�g�ڹ��I�ϵ��ƏV�c�V�����á����,������������aƷ���|�������e���ھ��O�y������Ҫ���x��
�������߾C�χ��������P�о���������Y�˽�����������Ȳ�ȱ�ݵ���Ҫ��ͼ��γ�ԭ����Ҫ�����˃Ȳ�ȱ�ݵğo�p�z�y������
1��Ҋȱ�ݼ����γ�ԭ��
SLM�����Ȳ�ȱ����Ҫ�К�ס�δ�ۺϺ��Ѽy[4, 5]���� 1�������P�īI���Y�˸�ȱ�ݵ���������ҪӰ�����,�����B�˲�ͬ�Ȳ�ȱ���γ�ԭ��

��1�Ȳ�ȱ�ݵ���������ҪӰ�����
1.1���
�����SLM������Ҫ��ȱ����ͣ��nj�SLM�������W����Ӱ�����ȱ��֮һ����D1��ʾ���γɚ��ȱ����Ҫ�����N��r[19]��һ�ǽ��ٷ�ĩ�Дy���Ě��w�����������������^����ͨ�^���@ԭʼ��ĩ�����еĶ��Ա��o���w�γɣ������۳��л��W�����a���Ě��w�����ȱ�ݳ����λ�����Σ��ߴ��^Сһ��С��20��m[20]��
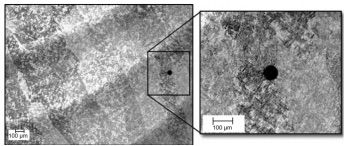
�D1 ���ȱ��[6]
1.2δ�ۺ�
δ�ۺ�ȱ����Ҫ���F�ڌ��g���۳ؾ�֮�g���ߴ��С��50~500��m���ɷN����δ�ۺ�ȱ��[21]��һ�������^�������ڲ��㌧�µ�δ�ۺ���D 2(a)������δ�ۻ����ٷ�ĩ���µ�δ�ۺϣ���D2 (b)��ʾ������AlSi10Mg�������IJ���[14]����SLM�����^���У�ͨ���ښ������Ľ��ٹ��w����a��һ������Ĥ���������۳ؽ��ٵĝ����Ժ������ԣ������g�ۺϲ������Ķ��γ�δ�ۺϿ�ȱ����D3��λ��2����Ԫ�ذٷֱȺ�����������,���2��ʾ��δ�ۺϿ�ȱ��λ��2���������f��ԓȱ���c�����ӵĴ������P���������܉���ֹ���g�ۺϡ�
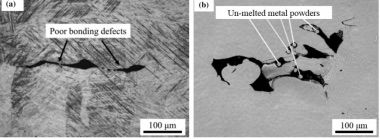
�D2 SLM⁺Ͻ���ϵ�δ�ۺ�ȱ��[21]
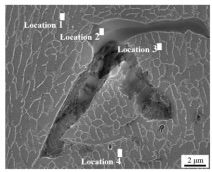
�D3�X�Ͻ��е�δ�ۺϿ�ȱ��[14]
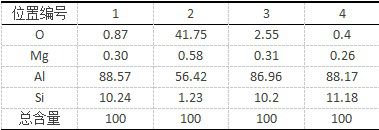
��2 ȱ��λ��Ԫ�غ�������(%)[14]
1.3�Ѽy
�Ѽy�ǽ����������옋���е��͵�ȱ��֮һ����D4��ʾ���Ѽy�Ĵ��ژO��ؽ����˘����IJ������ܣ�������������^���_�ѡ��ӵȬF��,�����Ƃ��^�̵�ʧ������SLM��ˇ�У����ٷ�ĩ�ھֲ���������ݔ���½��v�����ۻ��Ϳ��ٹ̻����۳���s�ٶ��_��108K/s[14],�ڳ����^���Юa���ߜض��ݶȺߟᑪ�����ߜض��ݶȺߟᑪ���nj���������Ѽy�����͔Uչ����Ҫԭ��
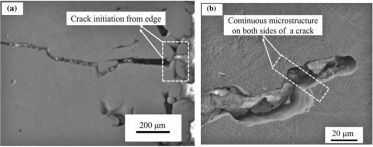
�D4 �Ѽyȱ��[14]
2�Ȳ�ȱ�ݙz�y���g
���^�ڂ��y�����췽����SLM���g����IJ����܉��_���ܸߵı����|�����܉F�o�����Ŀ��Ƽӹ�����Q���s���ٲ����ļӹ����y�� SLM�Ǒ�����V���Ľ����������켼�g֮һ��Ȼ���������xɢ�B��ԭ����SLM�^���У�ԇ�����S�C���F�ĸ�Ȳ�ȱ��Ҳ�Dz��ݺ�ҕ�ģ���ˌ��������������^���M�Пo�p�ھ��O�y�������^���ޏͣ����������������μ��|������Ҫ;��֮һ��Ŀǰ�����ڽ����������옋���ăȲ�ȱ���x���o�p�z�y���g��Ҫ���z�y���g���侀�z�y���g�ȣ��Ȳ�ȱ���ھ��o�p�z�y���g��Ҫ�м��ⳬ�z�y���t������z�y��[22, 23]��
2.1�x���o�p�z�y���g
2.1.1���z�y
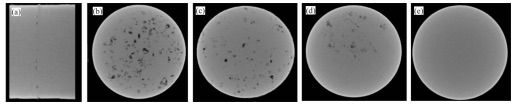
���z�yԭ����Ҫ�����Ƽ�����ȱ�ݵ��W���ܲ�����ó����������η�����r�ʹ��r�g��������׃����z��Ƽ��Ȳ�ȱ�ݡ����z�y��̖ͨ����A���衢B���輰C����ķ�ʽ�ʬF,��D5��ʾ��SHI[24]��ᘌ�⁺Ͻ�����������_չ���z�yԇ��о����əz�y�Ě�״�С��200~660��m���əz�y��δ�ۺϴ�С��1~3mm��ԓ������Ҫ�Ú�ס�δ�ۺϵ��wȱ�ݣ���D6~�D7�����y�ij��z�y��ͨ�^��τ�������ݔ�뵽�����У����Ƽ��ضȵ������Ƽs����˶������������x���z�y���������R�e��ȱ�ݳߴ緶���c�䲨�L���P�������ڲ�ͬ�̶ȵ�©�z��r�����z�y���ܵ���Ӱ푣�Ӱ�ȱ�ݾ����R�e��ȱ�ݶ��Է��
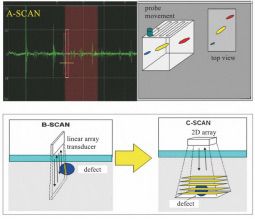
�D5���z�y�е�A���衢B�����C����
2.1.2�侀�z�y���g
�侀�z�y��Ҫ����X�侀����侀���M�С�ͨ�^�^��ɷN�侀�ڴ����z������ֵď���˥�p���z�y���z����ȱ�ݡ���Ҫͨ�^�Ҷ�ֵ�Č��Ȍ�ȱ�ݱ�ʾ�������侀�z�y���g�m���ڏ��s�Y���ęz�y,�m�ό����ȱ���M�Йz�y���z�y���ȸ�,���䌦�z�y�r�g�͙z�y�ߴ���һ������[25] ;��ޱ[26]���I CT���A��ԇ���ęM�����M�Йz�y���z�y̎0.1mm�ļ�С��ȱ�ݣ���D8��ʾ��
�D8ԇ������ CT �z�y�Y��[26]
2.2�ھ��o�p�z�y���g
2.2.1���ⳬ�z�y
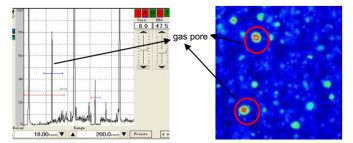
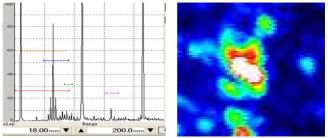
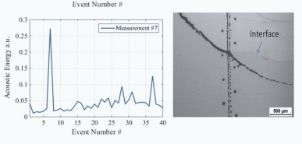
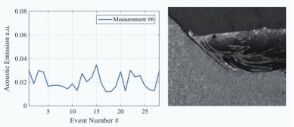
���ⳬ�z�y����ʹ���}�_����Դ�ژ�Ʒ����a���������}�_�������䵽��Ʒ���棬�����c�܇���С�^�������������}�_����ӟᣬ�Ꮧ�ԙC���£���ԇ�ӱ���a���đ�׃���͑����������ܟ�^���ӣ���ԇ�ӃȲ��a�����������ü������x�����ژ�Ʒ����ij����[27]���c���y�ij��z�y������ȣ��}�_����a���ij������и����Ď������ߵ����������⣬���ⳬ�z�y�ķǽ��|����ʹ���m����SLM��ˇ�ȏ��s���r�µ��ھ��|���O�y��Yu[27]�����ⳬ�z�y���g�����ڎ��ЃȲ���ȱ�ݵĽ�����������ԇ�ӵęz�y, �əz�y��ֱ����0.8 mm�Ŀ�ȱ�ݣ���D 9~�D 10��ʾ��Xu[28]��̽�����ڱ���ֲڶ��^�ߵ���r��,���ⳬӰ��ϵ�y�������������옋��ȱ�ݵęz�y����, �Y������,���ڛ]��̎���^�Ĵֲڵ�SLM����,ԓϵ�y�əz�y��ֱ����0.05mm�Ŀ�����D 11~�D�D 12��ʾ��

�D9��������ԇ��[28]
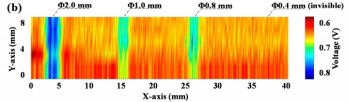
�D10ԇ�����ⳬ�z�y�Y��[28]
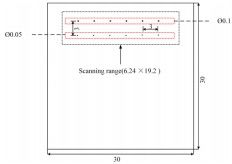
�D11����ֱ����ͬ����ȱ��ԇ��ʾ��D[27]
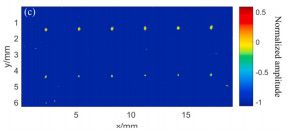
�D12��϶ȱ�ݵ�c����D��Y��[27]
2.2.2�t������z�y
�t�������ǻ��ڟ���̖�ęz�y������ԭ���������Ƽ��Ȳ�ȱ���µğ������ԣ�������IJ�Ԍ��ضȷֲ��IJ�ԣ�ͨ�^�z�y�Ƽ�����ضȈ���׃����z�y�Ȳ�ȱ�ݵķֲ���Dinwiddie�� [29]�Ȳ��üt�����C��ʾ�����������^���еĿ�϶��δ�ںϵ�ȱ��; Garcia [30]�����ß���ܺõرO�y�����������^�����Ѽyȱ�ݣ���D 13��ʾ��
(a)���Ѽyݗ������
(b)�o�Ѽyݗ������
�D13�Пoȱ�ݵ�ݗ������[30]
3�Y���Z
���ĺ�Ҫ��B�˽�����������Ȳ�ȱ�ݵ���ͼ�����ᘌ��ԵľC���ˮ�ǰ�����ڙz�y�Ȳ�ȱ�ݵ��x���o�p�z�y�������ھ��o�p�z�y��������ԓ�I��δ���lչ������c���h��
��1��Ӱ�������������|�������ط��࣬Ŀǰֻ��ֱ�Ӝy�ò�����Ҫ����,����һ��������Ҫ�������õą����o��ֱ�ӫ@�ã����������������������^����ȱ�ݵĮa�����OӋ�ھ��z�yϵ�y�Ԍ��r�������Ƙ����ij����^�̾�����Ҫ���x��
��2��������������ȱ������^���Ҿ����S�C�ԣ���ο��ٙz�y���R�eȱ����ͣ��m�r�{����ˇ�����������������ij����|����
(؟�ξ���admin)

��һƪ���F�t����ChesterGates�tԺͨ�^3D��ӡ�c��С����������
��һƪ��VENOX �Ƴ��г�600mm��5�S3D��ӡ�C���M�㹤�I������������
��һƪ��VENOX �Ƴ��г�600mm��5�S3D��ӡ�C���M�㹤�I������������
 649��Ԫ��Revopointȫ��Me
649��Ԫ��Revopointȫ��Me 649��Ԫ��Revopointȫ��Re
649��Ԫ��Revopointȫ��Re �K�����������WԺ�Ƴ���
�K�����������WԺ�Ƴ��� �F���������F���t��Ժ�ǿ�
�F���������F���t��Ժ�ǿ� �㽭ʡ�����tԺ/�㽭��W
�㽭ʡ�����tԺ/�㽭��W ADNOC Gasʹ��3D��ӡ����
ADNOC Gasʹ��3D��ӡ����������
- ��649��Ԫ��Revopointȫ��MetroX 3D����
- ��649��Ԫ��Revopointȫ��Revopoint Metr
- ���K�����������WԺ�Ƴ�����3D��ӡģ��
- ���F���������F���t��Ժ�ǿ��[���F꠳ɹ�
- ���㽭ʡ�����tԺ/�㽭��W�Fꠣ����ܸ�
- ��ADNOC Gasʹ��3D��ӡ���������P�I��Q
- ��SpaceX��������Ş����ل��o䛣�����3D
- �����a�մ�3D��ӡ�˹����ޏͣ������Ƽ���
- ��3D��ӡ�����NƬ������С���ӡ�����
- ������é˹ˇ�g��W�W����������������
 �炐�ȁ���W����
�炐�ȁ���W���� ʧȥ1/3����,���
ʧȥ1/3����,��� 3D��ӡܛƤ�|����
3D��ӡܛƤ�|���� 3D��ӡ��Q������
3D��ӡ��Q������ ���ܲ����¡����T
���ܲ����¡����T �����\��Ʒ��Jack
�����\��Ʒ��Jack���c����
- ��3D��ӡ��������3D��ӡ�P���������ij���
- ����3D��ӡ�C�����b���ˣ�����3d��ӡ��һ
- ���Լ�������һ�_ֻ��20��Ԫ��3D��ӡ��
- ���֙C��ע���ˣ��Ø�ݮ��+3D��ӡ�C����
- ���P�c3D��ӡ���ޏ�������E�еĽ��䰸��
- ���D�⣺3D��ӡ�������a����
- ��SOLS��˾�l���ɶ��Ƶ�3D��ӡ�C��Ь�|
- ��ӯ��3D��ӡ�������䰸������
- ��10�����ص�3D��ӡ���裬����һ������ϲ
- ��3D��ӡ���҃��b�đ��ã��cȼ�㌦���g


