�{ɫ���ⶨ���������e��Cu-316���P䓶����|��JAC��
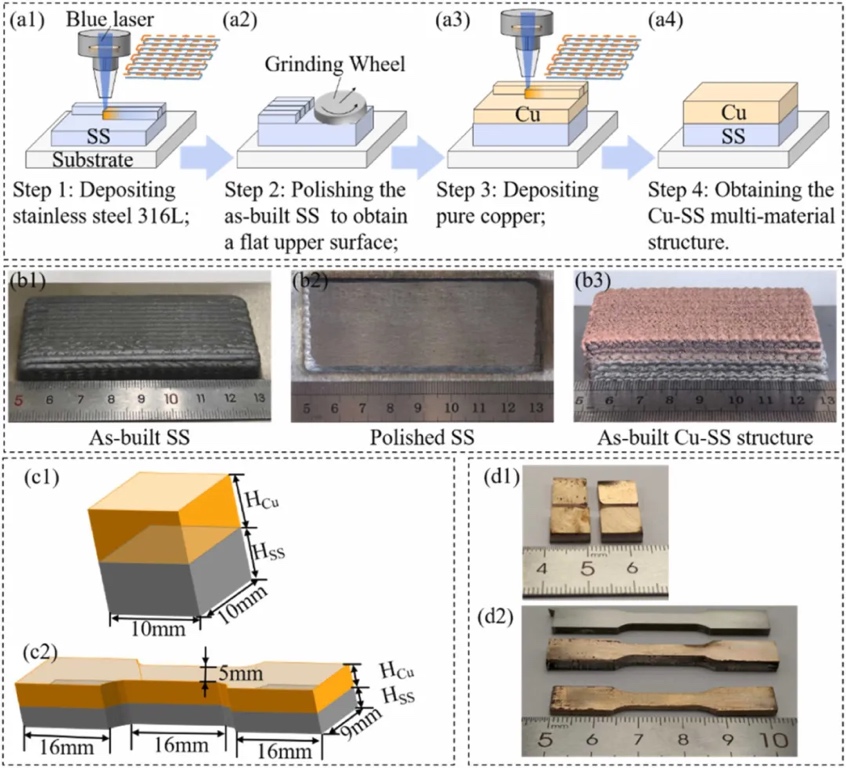
�~�Ⱦ��иߌ����Ժ͌���ԵĽ��ٿ����������ޣ��@�����������ڹ��I�I��ďV�����á�ͨ�^�OӋ���������ϽY�������Ԍ��F���ܺͽY�������ļ��ɡ����о�̽ӑ�������{ɫ���ⶨ���ܳ��e��BL-DED�����g������~-���P䓣�Cu-SS������ϽY���ęCе���������ܡ�ͨ�^������ˇ���������F���~�Ͳ��P䓵ĸ������ܶȡ�ͨ�^�������^�Y����Ԫ�طֲ��Լ��ጧ�ʡ�늌��ʺ͙Cе���ܵľC�Ϸ�������ʾ�˲�ͬ�~-SS�������~-SS����ϵ����ܲ��
�Y���������S��SS�����Ľ��ͣ�Cu-SS�Y���ğጧ���@����ߣ����Cе���܄t���@���͡������~��SS�Č���ʴ��ںܴ����u������ʱ��F�����@�Ĝy������ه�ԡ����⣬ͨ�^��Փ��ģ�͌����C���������~-���P䓶���ϽY�����ܵ�ƽ���Pϵ���錍�F����ϽY���ĸߌ����ԡ��ߌ���Ժߏ����ṩ�˃�����ܡ��@��о������M���̲����Ĺ��ܺͽY�������OӋ�c�����ṩ���µ�Ҋ�⡣
���Ъ��ؙCе���������ԵĶ���ϽY���ѳɞ������M���̽M���Ќ��F�Y��-���ܼ��ɵ��P�I���ԡ��ڸ��N�������켼�g�У����ⶨ���������e��L-DED���ѱ��C����������Џ��s���Π�ĽM��������Пo�c���ȵ��������Ķ��鼯�������ṩ�˿��еĽ�Q������316 L���P䓣�SS�������ɫ�����g�Ժ͙Cе���ܶ������ڹ��I�I�������Ҫ���x��Ȼ������ijЩ�ض������У�SS�o���M�㌦�����Ժ͌���Եć���Ҫ���~����Խ�ğ����ܺ�����ܶ����Q���Ǒ����@һ�������Ѳ��ϡ���L-DED�����Cu-SS����Ͼ��иߙCе�����Լ�Խ�Č����Ժ͌���ԣ����ں��հl�әC�������������܇��ģ���еõ��V�����á�
Cu-SS����ϵ��������칤ˇ�������ѵõ��V���о���Chen�Ȍ����^���^�Y�����Ѽy���Ժ�������׃�M����ȫ����������@Щ�F��w����Һ�B���ٴ��Tan���Mһ���u���˹�ˇ����������ȱ�ݵ�Ӱ푡�Tomar���^�쵽ͨ�^늻�������������Ķ���ϽY���ęCе���ܵĸ�����׃�����@Щ�о���ͬ��ʾ�˽���̎��ȱ�ݣ������Ѽy���@�������˙Cе���ܵĐ�������ˣ�������OӋ��ȱ�ݵľ����ѳɞ�ͻ�����о��n�}��Yadav�Ȳ��������N�ɷַּ��������о�����ƫ�����Ѽy���L�О顣���⣬Zhang��������һ�N���g���٣�In718���팍�F�oȱ�ݽ��棬�Ķ�������ݶȽY���ğጧ�ʺ͟�Uɢ�ʡ�Ȼ����Cu����Ͻ�����980-1080 nm�����ȹ����ļt�⼤�����ĸ߷����ʌ����ˇ��ص���Դ���M��ʹ�ӹ�Ч�ʵ����ҳɱ��߰���
Cu���̲��L�����������{ɫ��������Gɫ�����������F�����@���ߵ������ʡ����Ҝ��£��{ɫ��������Cu�������ʞ� 60%�����@���ڼt�⼤��������ˣ�Cu����Ͻ���{ɫ������������Խ��Խ�ܵ��Pע��Liu�����ȑ����{ɫ�������켃�~�����Y����ͻ�����c���y�t�⼤�⼼�g��ȵă��ݡ��S��Cu��SS�ĽY���ڲ��P䓻����ϳɹ����F�����⣬߀���۳����������M����Ԕ����ģ�M�ͷ�����ֵ��ע����ǣ��F�е��о���Ҫ�����ڿɳ����Ժ��۳������ϣ�����ҕ�ˌ��Cе���������ܣ�����Ժ͌����ԣ��������о�����ʹ���{ɫ�����������켃�~�ı����£��@�N�z©�Ȟ����@���@���������ڼ������������ܶ������^�͡�
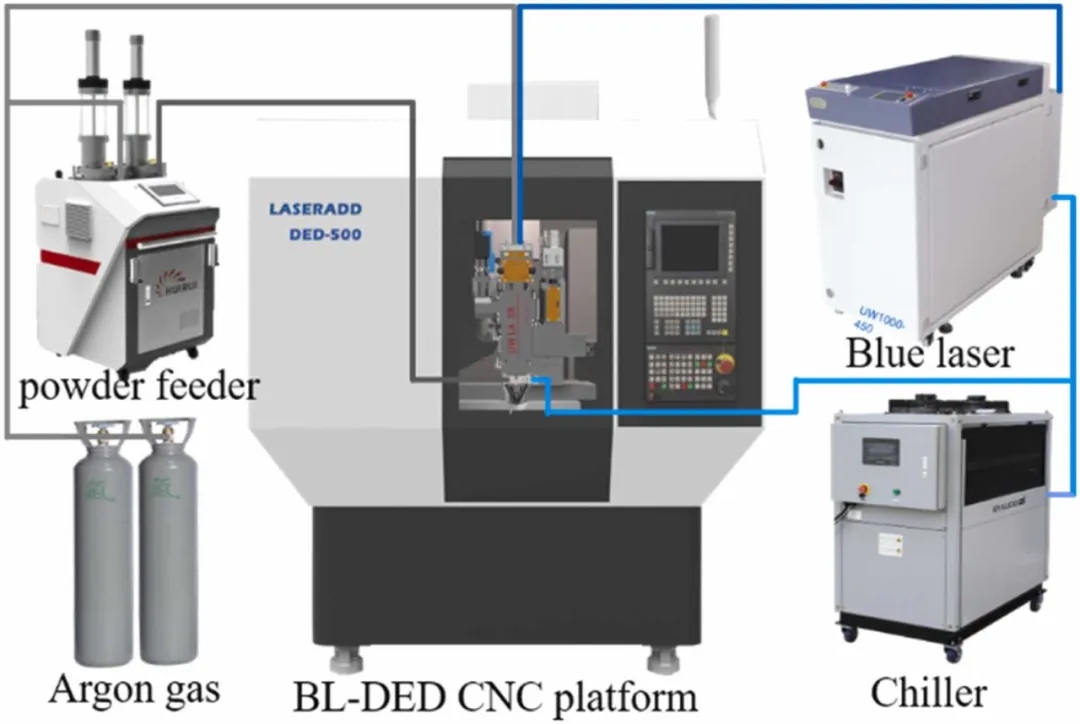
���о�����о���Cu-SS����ϵĽ�����Ժ��^�Y�����S���u���˶���ϵğጧ�ʡ�늌��ʺ͙Cе���ܡ�ԓ�о����ô��Y��ģ�ͺ���Ч���|�B����Փ���U���ɳɷֲ����ğጧ�ʲ�����⣬߀�u����늌��ʵİ붨���u������K���@헹����еİl�F�ͽ���ṩ�ˌ�ƽ���x���Ķ����������Ԍ��FCu-SS�Y������џᣨ��늣����ʺ͙Cе���ȡ�ԓ�о���ʹ���A��������W�Ȳ��_�l���{ɫ���ⶨ���������e��BL-DED��ϵ�y�M�еģ���D1��ʾ���{ɫ���������L��455 nm����������ʞ�1000 W��
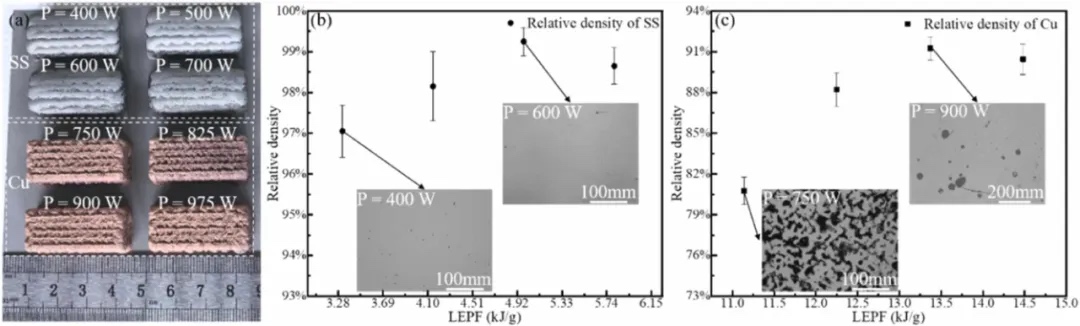
�D4b��c�f����SS��Cu�������ܶ��cLEPF���Pϵ�����^�죬�ɷN���ϵ������ܶ�����S��LEPF�����Ӷ����ӣ�Ȼ�����н��͡��ڱ��о��У�SS��Cu��LEPFֵ�քe�� 4.98 kJ/g �� 13.37 kJ/g �r�_����ߣ��քe�� 99.25% �� 91.52%���@Щ��їl��������SS��600W��Cu��900 W���{ɫ����ʣ��S�������Mһ���Č�
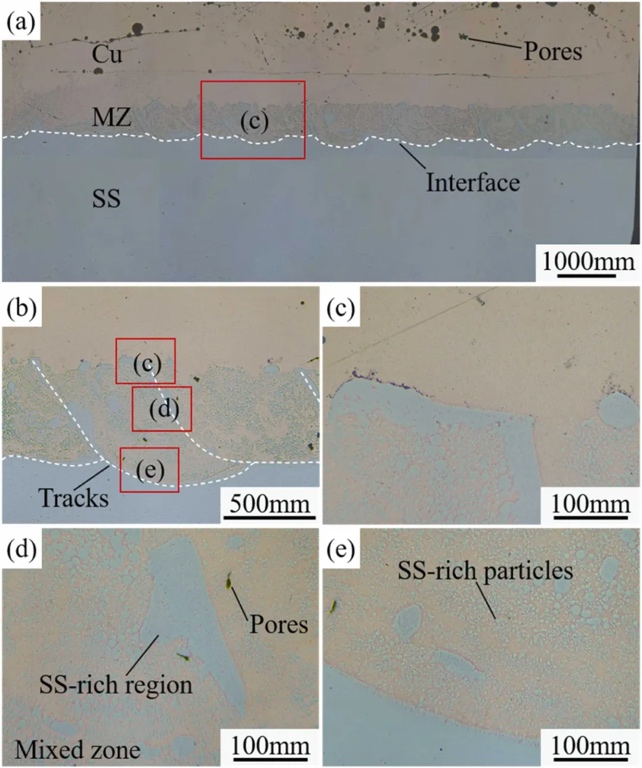
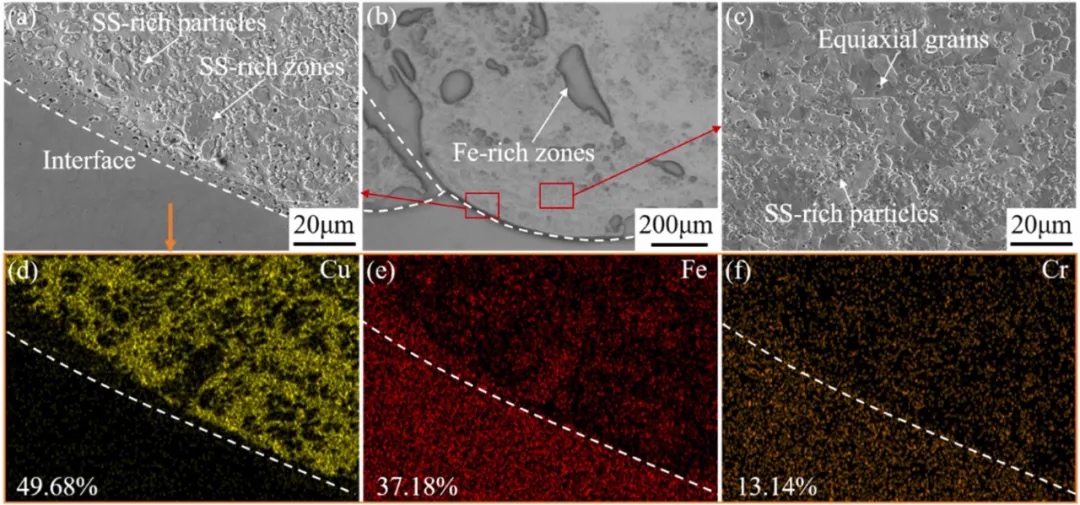
�D6�@ʾ��Cu-SS�����OM�D���r�ײ��ϣ�SS�����{ɫ�����ۻ����D�Ƶ�Cu�^����K����ƫ����ֵ��ע����ǣ��c�۳�������ȣ��۳�߅��̎����SS�ą^��������@���Ķ����������@���~�[߅�磬��D6b��ʾ����υ^��MZ����ƽ�����Ȟ�1156���ף�ͨ�^�D 6a �ı����u���������njӺ�ăɱ����@һ�^��Y���������r��MZ���ϲ���Ҫ������ɂ�Cu�ӵij��e�^���б��{ɫ�����ۻ����S��ij��e�]�Ќ��µ�SS ���Mһ���D�ơ����ضȸ���Һ�ྀ�r��Һ�BCu��SS����ںϲ��ܽ⡣Ȼ��������L-DED��ˇ���еĸ��^��ȣ����w�D׃�鲻�����Ļ��ܠ�B���S���������w�Ĝضȼ����½������c�^�ߵ�SS���ȳ��������̡��۳�߅��Ĝض��ݶ����@�������ģ�����߅��̎��SS ���������ӣ����γɲ�Ҏ�t�ĸ���SS�ą^����D 6c-e ��ʾ��
Cu-SS������^�Y����D7 a-c ��ʾ���ڻ�υ^�ȣ��ڸ���SS�w���ĵط��^�쵽��ͬ�Ľ��档�@�R�z���@ʾ���ڸ���SS�ą^������ף��@�w���ڿ������̺����|�Uɢ���t��ֵ��ע����ǣ�Cu���۳��б��F����Ҏ�t��Ƭ���ΑB�������з�ɢ�ĸ���SS���w������D7c��ʾ���D7d-f ���S���EDS�D�����ڈD7a �Є����ą^��Ԫ�ط����@ʾSS�^��Cu��ϡȱ�ԣ�����υ^��Cu���ձ���ڡ��D7d����ʾ�ĺ�ɫ�^��ͻ���˸���SS���w�����ΑB�ͷֲ����c֮ǰ���^��Y��һ�¡�
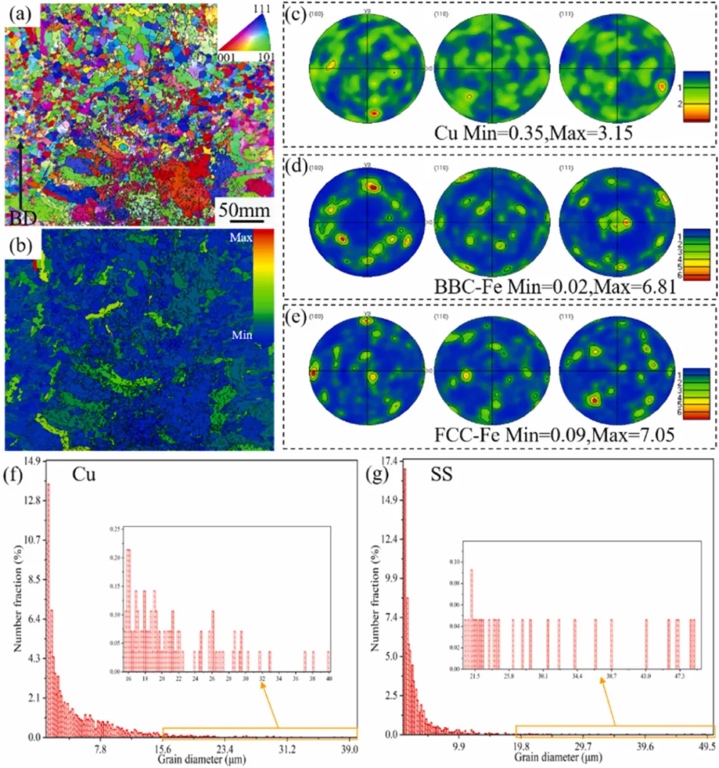
�س��η���BD���ľ�����EDS�Mһ���u������D10��ʾ���D11�f����Cu-SS����̎�����ΑB��ȡ��ͳߴ�ֲ��ĽY�����ڽ���̎�b����SS������������FCC�����w��������BCC���ࡣ

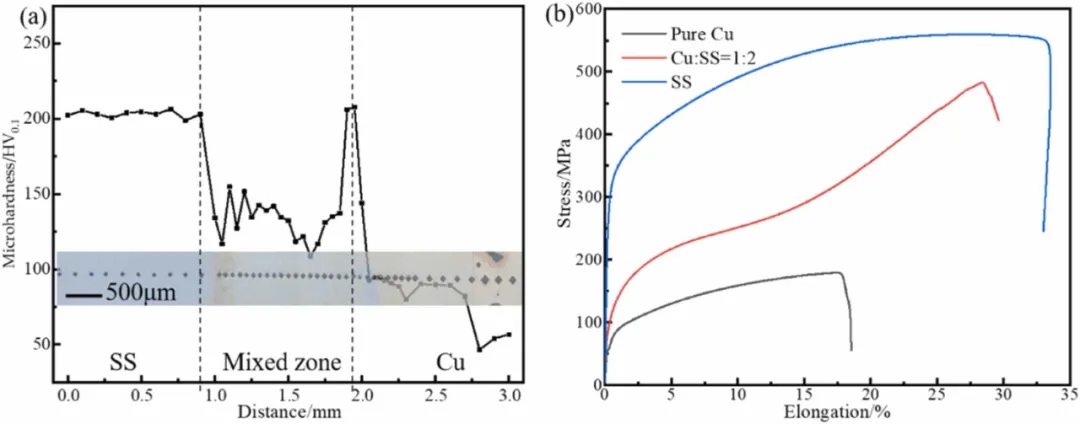
�D12�f���˟ጧ�ʣ�k���͟�Uɢ��α�����ضȞ�Cu-SS����ϡ������س��η�����������δ��^SS�^����υ^��Cu�^��Cu-SS����ϽY�����@Ӳ�Ȝyԇ�س��e�����M�У����w3 mm�ľ��x����D13a��ʾ����SS�^�ȣ�ƽ��Ӳ��ֵ��203.09 HV�������^�ɵ�MZ�r���^�쵽Ӳ���@�����ͣ�ƽ����142.63 HV���������@�����ӡ�Cu�^��ƽ��Ӳ��ֵ��ͣ��� 80.57 HV��Cu-SS����ϡ���Cu��SS�Ĵ���������������D13b��ʾ��
Cu-SS����ϽY���ęCе���ܡ�늌��ʺ͌�����ֱ�����^�Y����ȱ�ݺ�Ԫ�طֲ������ص�Ӱ푡����ڱ��Č�Cu-SS����ϽY�������ܜyԇ�ͷ���������ԇ�D���ΙCе���ܺ͟�/늌���֮�g��ƽ���Pϵ����D 16 ��ʾ���S�� Cu ��������ȣ������ӣ����F��������ͬ���A�Ρ�I���^�ߵęCе���ȣ��������Ժ͌��������;II���ߙCе�����Լ������Ժ͌����;III�������Ժ͌���Ըߣ����Cе���Ȳ��㣬�o���������d�ɡ��ڌ��H���̑����У����Ը������wҪ���x����m�� Cu/SS �����ȣ��Ԍ��F�Cе���ܺ͟�/늌��ʵ�����ƽ�⡣ֵ��ע����ǣ��� Cu �����ӽ� 100% �r���u��늌��ʕ����ͣ��@������ȱ�ݵ����ӡ�

1.Cu-SS���涨�x���_�����и���SS�IJ�ͬ�^��ͻ�υ^����υ^��Ҫ���~�M�ɣ�SS���w����ʽ�ֲ����ڽ���̎�b����SS��FCC��BCC�࣬ƽ�������ߴ�քe��4.63 μm��3.32μm����υ^���^�Y���Ե��S��������������SS�^�t���F����C��Y����
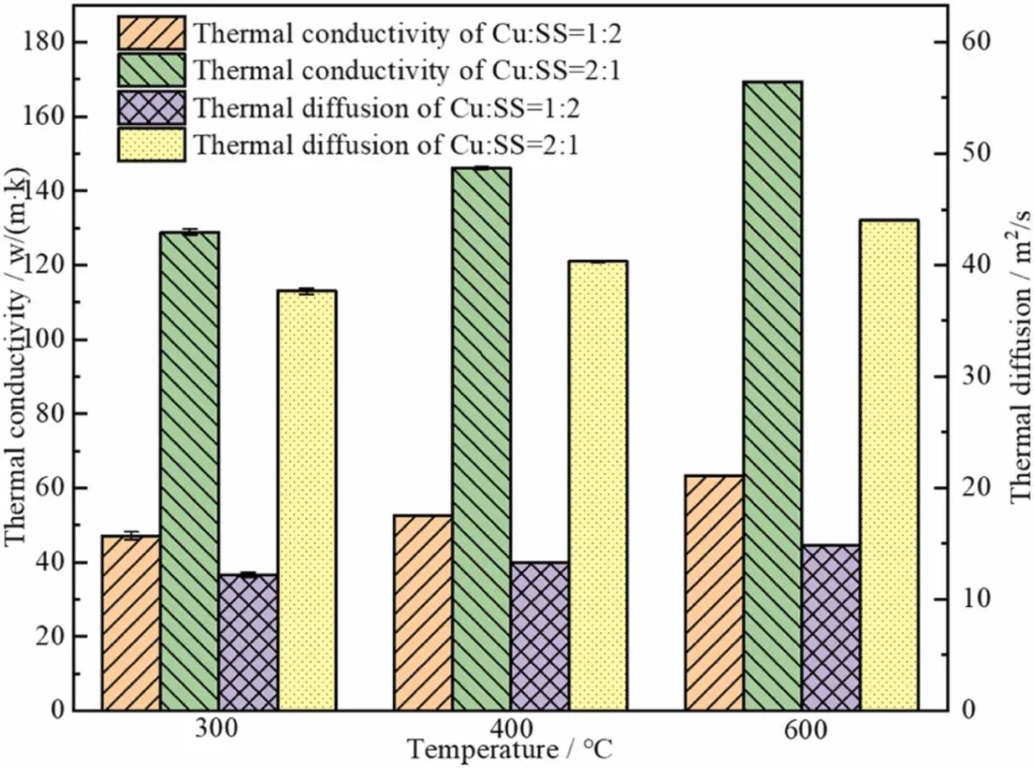
2.Cu-SS�Y���Č���ϵ���͌�����S���~���������Ӷ��@�����ӣ����������Ƚ��͡�Cu��SS�Ȟ�2��1��Cu-SS�Y����327 K�r�_����169.32 W·m⁻¹·K⁻¹ ����ߌ���ϵ��������ʞ� 84.33% IACS����߀���F�� 10.7 MPa �����쏊�Ⱥ�17.55% �����L�ʣ����F�������ľC�����ܡ����ڟ���ģ�ͺ���Ч���|�B����Փ��Ӌ���ʾ��SS��Ȍ��ጧ�ʵ��@��Ӱ푡�
3.���ڌ��Y������Փ������������Cu-SS����ϽY�������W�����c��/늌���֮�g��ƽ���Pϵ��ͨ�^�{���~�c���P䓵ı��������Ԍ��F�ߌ����ԡ��ߌ���Ժߏ��ȵ���ѽM�ϡ��@������̑����ж���ϽY�����OӋ�ṩ����Փ���A��
(؟�ξ���admin)

��һƪ����������ʿ��W����������D��3D��ӡ���ϣ����Fѭ�h����
 ��������ʿ��W���������
��������ʿ��W��������� ������W�Fꠣ�ˮ���z����
������W�Fꠣ�ˮ���z���� ̽��3D��ӡ�����ϣ��ɿ؟o
̽��3D��ӡ�����ϣ��ɿ؟o OpenAI����������Fģ��
OpenAI����������Fģ�� ������ѩ�����{�������²�
������ѩ�����{�������²�- ����������ʿ��W����������D��3D��ӡ��
- ���{ɫ���ⶨ���������e��Cu-316���P䓶�
- ��������W�Fꠣ�ˮ���z����ģ�巨�Y��3D
- ��̽��3D��ӡ�����ϣ��ɿ؟o�����������
- ��OpenAI����������Fģ�ͣ�GPT-4.5��
- ��������ѩ�����{�������²����Q������һ
- ��Nature�ӿ����о��ˆT����Ӌ��Cģ�Mƽ
- ���ƌW��3D��ӡˮ���z����ˮ��ܡ������o
- ���W����ISTA�о��ˆT�_�l3D��ӡ��늲���
- ��3D��ӡ����Nature_Works_Ingeo_PLA����
 nano3Dprint�l��
nano3Dprint�l�� 3D Systems�Ƴ�Ne
3D Systems�Ƴ�Ne 3D��ӡ���ߏ��{��
3D��ӡ���ߏ��{�� UCLA��С����ڣ�
UCLA��С����ڣ� ������о����аl
������о����аl Nature�l��ZrO2-S
Nature�l��ZrO2-S

