�ɿض����3D��ӡ�c���{(di��o)ܛӲ����w�S���������ԏ�(f��)�ϲ�������
���ڲ��ϔD����ˇ����������-3D��ӡ���g(sh��)����������ԏ�(f��)�ϲ��Ϸ�����F(xi��n)����ĝ�����Ȼ�����ɿض�Ԫ�����Բ��������a(ch��n)���ڲ��ϔD���Ŀ��{(di��o)ܛӲ�s���w�S���������ԏ�(f��)�ϲ��ϣ�CCFRTP-TSSH���еđ�(y��ng)����δ�õ��V���о���
��ˣ������㽭��W�șC��(g��u)���о��F������һ�N�ɿصĶ�����������칤ˇ�����������B�m(x��)̼�w�S (CCF) ��������ԽY(ji��)��(g��u)���������ϡ����ڹ�.���ڣ��������@��о��ɹ�����Ҫ��(n��i)�ݡ�
 https://doi.org/10.1016/j.addma.2022.102836
https://doi.org/10.1016/j.addma.2022.102836
![]() �����
�����
��������-3D��ӡ��һ�N�����Ե����켼�g(sh��)���ܵ���Խ��Խ����P(gu��n)ע�����ϔD�������������I(l��ng)���һ����Ҫ��֧���ڶ���ϽY(ji��)��(g��u)�����I(l��ng)������ஔ��đ�(y��ng)�Ý��������⣬���ڲ��ϔD����ˇ��3D��ӡ���g(sh��)ͨ�����ڟ����Բ����������죬��������ᣨPLA������ϩ�涡��ϩ����ϩ(ABS)����̼���� �������Ծ۰���(TPU) �;�����ͪ(PEEK)��
Ȼ�����ڏ�(f��)�s�IJ��ϔD���^���У����ڹ�ˇ����(sh��)�ě_ͻ��3D��ӡ��������W�����ܵ����ƣ���Ҫ�~���Ŭ������߮a(ch��n)Ʒ�����W���ܡ�Ŀǰ����(y��u)����ˇ����(sh��)�Ͳ���������������߲��ϔD��3D��ӡ��Ʒ���W���ܵăɴ�;����
��(y��u)����ˇ����(sh��)���о���Ҫ�����ڴ�ӡ�ӵĺ�� �����e�Ƕȡ����e���ȡ���϶����(g��u)����������ٷֱ� ��Ȼ�������ڟ����Ԙ�֬�Ĺ������|(zh��)�����ڹ�ˇ����(sh��)��(y��u)�����ڙCе���ܸ����������ޡ����磬�F(xi��n)���о�������δ��(j��ng)��ˇ����(sh��)��(y��u)�������ϔD�����쏊�ȃH����в��ϵ�52% ������ѹ�ˇ����(sh��)�£����ϔD����Ʒ�����쏊���_����֬������ 72-95% ��
��ˣ����˫@�ø��ߵď��ȣ����]����֬�Ĺ��о����ԣ���һ��˼·�nj�����������������Ԙ�֬�У������̼�w�S���B�m(x��)̼�w�S (CCF) ���B�m(x��)�����w�S��Kevlar�w�S ���c���w�S���������ԏ�(f��)�ϲ�����ȣ��B�m(x��)�w�S���������ԏ�(f��)�ϲ��ϱ��F(xi��n)����(y��u)���ęCе���ܡ����õ��B�m(x��)̼�w�S���������Բ��ϰ���PLA ��ABS����������PEEK���w�S�������ϡ�
Ŀǰ���B�m(x��)̼�w�S������(f��)�ϲ��ϵ��������ͨ�^�ɷN�������F(xi��n)���w�S�͟����Բ��ϵ�ԭλ���n���w�S�A(y��)���ϡ�ǰ���ڴ_���w�S�͟����Բ���֮�g�Ľ����ںϷ������������(zh��n)�������������w�S�A(y��)���ϵ��Ƃ�����ӏ�(f��)�s��
���⣬ͨ�^��(y��u)����ˇ����(sh��)���w�S�������ϵĽM�Ϸ�ʽ�������Mһ����߲��ϔD��3D��ӡ����ęCе���ܣ�һЩ����Ҳ�����ڹ��I(y��)�^���еõ���(y��ng)�á��w�S�L�ȸ����P(gu��n)�I�w�S�Ķ��w�S���������ԏ�(f��)�ϲ��ϱ��F(xi��n)�����õęCе���ܺͿɴ�ӡ�ԣ������t(y��)���ͺ��պ��쑪(y��ng)�õĝ������е��о����һ�N̼�w�S��������/ABS/̼�w�S�������ϵ������ΊA�ӽY(ji��)��(g��u)���Ɍ��O�ޏ������9������(y��ng)��������o�˙C�p�A�ߡ�
ͬ�r���W�g(sh��)����I(y��)�綼���F(xi��n)���µ��������ɴ����O(sh��)���I(l��ng)���ܛӲ�s����(f��)�ϲ��ϡ����w��(y��ng)�Ý������磬Ŀǰ�քe�Ϊ����a(ch��n)�ļ�֫����ǻ��(n��i)�Ӻ���ӣ�������ͨ�^����ϔD����3D��ӡ���g(sh��)�M��ֱ�����졣
Ŀǰ���ш���Ķ���ϔD��3D��ӡ�о���Ҫ�����ڃɷN�����ϣ���i���·���D�������и��N�����Բ����ڇ����ۻ��^(q��)��(n��i)��ϣ��Լ���ii��������D��������ÿ�N�����Բ��ϱ�����һ���Ϊ��ć��졣Ŀǰ���·���D�����g(sh��)ֻ�܌��F(xi��n)���|(zh��)�����Բ��ϵĻ�ɫӡˢ���w�S�������ܡ����֮�£�������D��3D��ӡ��ˇ�p��������Ę�(g��u)���r�g������������������(zh��n)��������e����ğ����Բ��ϝB�����}�� �@һ���}����һЩ���ƴ�ʩ���������Ϳ��e����Ĝضȣ��s�؟����Խz�ġ�Ȼ�������о�ָ�����@Щ��ʩ�H�����D(zhu��n)����Ķ��г��Ƅ���Ч������������坍�����Բ��ϵĴ�ӡ�м�������Ч�ķ���֮һ��
�M�ܲ��ϔD��3D��ӡ�����a(ch��n)ܛӲ�s����(f��)�ϲ��Ϸ�����F(xi��n)����ĝ�����������Ȼ���R���ׂ�����(zh��n)����i�����F(xi��n)����ݔ�͵��\�ӿ��ƣ���ii) ��ˇ����(sh��)�x�����Ӻ���ֱ�������e�ٶȡ���(g��u)�����ضȺͲ��ϱ����������@Щ���ض���Ӱ푸��N�����Բ���֮�g�Ľ����ں����ܣ��Ķ���(d��o)����K�a(ch��n)Ʒ�ęCе���ܰl(f��)��׃�����е��о�������ʾ�ˇ���ضȡ���ӡ�ٶȺ������،� TPU/ABS ���揊�ȵ�Ӱ푣��������˻��ڽ���ضȺͶ�����ӡ����(sh��)׃����ģ�́��A(y��)�y TPU/ABS����Y(ji��)�Ϗ��ȡ�
�ڴ˱����£��㽭��W�șC��(g��u)���о��F����_չ���о�ּ��ʹ�ÿɿض�����������켼�g(sh��)������{(di��o)��(ji��)��ܛӲ�s���w�S���������ԏ�(f��)�ϲ��� (CCFRTP-TSSH)��
�о��F��ڲ��ϔD����ˇ�_�l(f��)��һ�N����ϔD�����죬��ͬ�����F(xi��n)�B�m(x��)̼�w�S�ڎN��ͬ�ğ����Բ��ϻ��|(zh��)�еļ��ɡ��о��F��ڲ�ͬ�Ĺ�ˇ����(sh��)��ϵ�y(t��ng)���о���ӑՓ�������ܛӲ�s���w�S���������ԏ�(f��)�ϲ��ϣ� CCFRTP-TSSH ���ęCе���ܣ��������ˎׂ��M�����C������������Ŀ����ԡ��c���y(t��ng)�����켼�g(sh��)��ȣ��о��F�������ķ������Sͨ�^�H��һ���D�����������m��?sh��)Ĵ�ӡ�ض���ԭλ�ں�ܛӲ���������ρ������γɾ��нY(ji��)��(g��u)�����Ϳ��{(di��o)ܛӲ��ϵ� CCFRTP-TSSH�Y(ji��)��(g��u)��
![]() �����b���c���
�����b���c���
�@��о��_�l(f��)��һ�N�����Ă��D���C�Ą�(chu��ng)����ϵ�y(t��ng)���Ԍ��F(xi��n)��ܛ��Ӳ�����Ի��w�ĔD�����Ī������ơ�
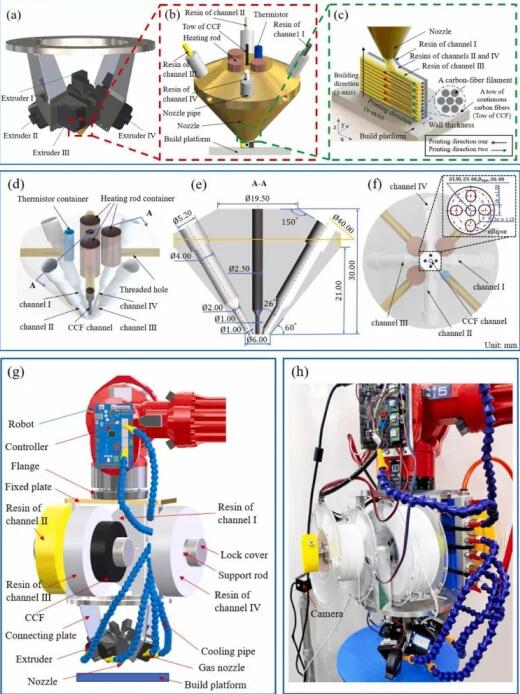 Փ�ĈD1 �ɿض�������������O(sh��)���ʾ��D������D��(a) ���͇���ϵ�y(t��ng)ʾ��D��(b) ����ϔD�����죬(c) CCFRTP-TSSH ��ӡʾ��D��(d) ����ϔD������ĵȾ�ҕ�D��(e ) ����ϔD���������D��(f) ����ϔD��������ҕ�D��(g) ���������O(sh��)��ʾ��D���Լ� (h) ���������O(sh��)������D��
Փ�ĈD1 �ɿض�������������O(sh��)���ʾ��D������D��(a) ���͇���ϵ�y(t��ng)ʾ��D��(b) ����ϔD�����죬(c) CCFRTP-TSSH ��ӡʾ��D��(d) ����ϔD������ĵȾ�ҕ�D��(e ) ����ϔD���������D��(f) ����ϔD��������ҕ�D��(g) ���������O(sh��)��ʾ��D���Լ� (h) ���������O(sh��)������D��
![]() �C���
�C���
�о��F�ͨ�^3D��ӡ�� PLA (pPLA)��PLA ��� TPU (PLA/TPU) ���B�m(x��)̼�w�S����PLA��TPU (CCFRTP-TSSH) �Ę�Ʒ���о��˸��N���ό����W���ܵ�Ӱ푡�
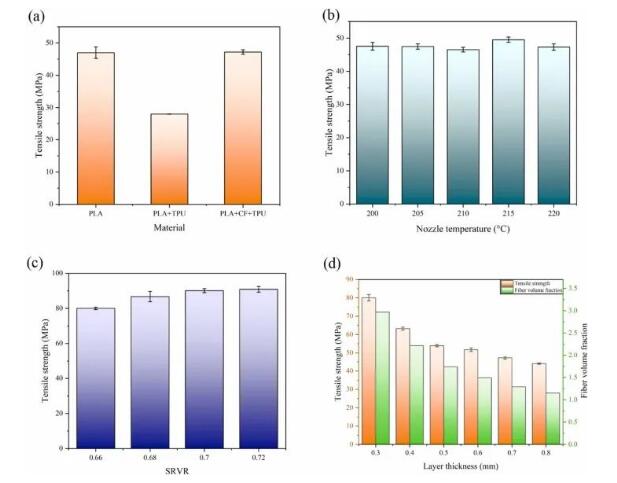 Փ�ĈD4 CCFRTP-TSSH�ĸ��N���Ϻ�ˇ����(sh��)������ԇ(a)���N���ό�CCFRTP-TSSH�������ȵ�Ӱ푣� CCFRTP-TSSH�ڸ��N��ˇ����(sh��)�µĿ������ȣ�(b)����ضȣ���ӡ�ٶȞ�420 mm/min��SRVR��0.66���Ӻ��0.7 mm), (c) SRVR��
Փ�ĈD4 CCFRTP-TSSH�ĸ��N���Ϻ�ˇ����(sh��)������ԇ(a)���N���ό�CCFRTP-TSSH�������ȵ�Ӱ푣� CCFRTP-TSSH�ڸ��N��ˇ����(sh��)�µĿ������ȣ�(b)����ضȣ���ӡ�ٶȞ�420 mm/min��SRVR��0.66���Ӻ��0.7 mm), (c) SRVR��
�Ӻ��� CCFRTP-TSSH ԇ�ӵď����������P(gu��n)��Ҫ����D 5 ��ʾ���@�����ڸ��������ϣ��S���Ӻ�ĜpС������������u���ӡ�
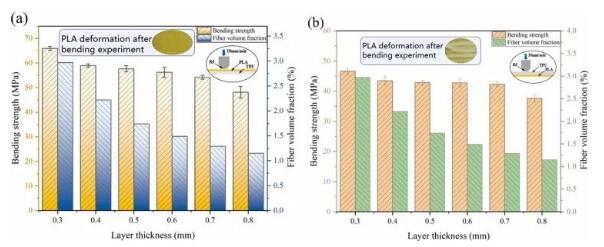 Փ�ĈD 5 CCFRTP-TSSH�ڲ�ͬ�d�ɷ����µĿ������ȡ�(a) PLA�����f��ԇ�C���ϼ��d�裬(b) PLA �h�x�f��ԇ�C���ϼ��d�衣
Փ�ĈD 5 CCFRTP-TSSH�ڲ�ͬ�d�ɷ����µĿ������ȡ�(a) PLA�����f��ԇ�C���ϼ��d�裬(b) PLA �h�x�f��ԇ�C���ϼ��d�衣
![]() ������������׃
������������׃
�о��F�ͨ�^���챡�ڿ��ĈA���w�ͱ��ڿ��ĈA�_�� CCFRTP-TSSH 3D��ӡ�M�����C��������������Ŀ����ԡ�
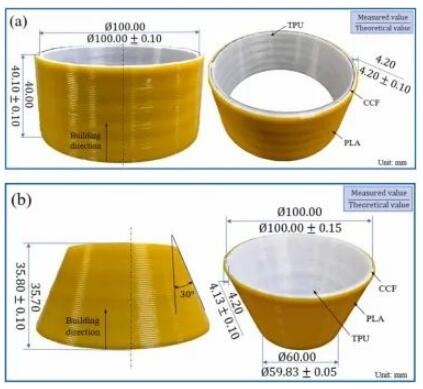 Փ�ĈD7 ���NCCFRTP-TSSH�M��������ߴ羫����������a�����ڿ��ĈA������b�����ڿ��ĈA�_��
Փ�ĈD7 ���NCCFRTP-TSSH�M��������ߴ羫����������a�����ڿ��ĈA������b�����ڿ��ĈA�_��
���⣬߀������һ����(f��)�s�����D(zhu��n)������������C��׃�Ӻͱں��3D��ӡ������
![]() ̽�����쑪(y��ng)��
̽�����쑪(y��ng)��
�S������c�Ƽ��İl(f��)չ���W�g(sh��)����I(y��)��ɴ����a(ch��n)Ʒ�������Ҫ������ͨ�^ܛӲ�Y(ji��)�Ϗ�(f��)�ϲ��ρ������@a(ch��n)Ʒ���Լ��M�м�֫����ǻ��(n��i)����Ӳ��ϵļ��ɻ����졣
�о��Fꠏ����췽���_�l(f��)�˿ɴ����������̣������������E����i��������@ȡ������ء��p�㡢���m������ii�����w�����S������裬��iii�������ؽ�����iv���Y(ji��)��(g��u)��(y��u)���O(sh��)Ӌ�������֫����ǻ������v���C�����o���������죬�Լ���vi���Ƴ�Ʒ�đ�(y��ng)�á�
 Փ�ĈD10 ���ڼ�֫����ǻ��CCFRTP-TSSH�M��������������������^�̡�
Փ�ĈD10 ���ڼ�֫����ǻ��CCFRTP-TSSH�M��������������������^�̡�
![]() ���Y(ji��)
���Y(ji��)
�о��F�ͨ�^�քe���ß����Ծ۰�����TPU���;����ᣨPLA������ܛӲ���ϣ����F(xi��n)�˽Y(ji��)��(g��u)�����Ϳ��{(di��o)ܛӲ��ϡ�
���⣬�@��о�����3D��ӡ����ضȡ��Ӻ�Ⱥ�֧�Θ�֬�w�e�� (SRVR) �ȸ��N��ˇ����(sh��)��ϵ�y(t��ng)���о���ӑՓ�� CCFRTP-TSSH����ԇ�ӵ����W���ܡ����Y(ji��)���������Ӻ������������@��Ӱ푣������֧�Θ�֬�w�e�Ⱥ͇���ضȣ��������쏊����߫@�õĉ�����90.89MPa��
��������ȡ�Q�ڌӺ�͘Ӽ����d������������Ȟ�65.96 MPa���о��F�ʹ�Ò�������@�R������֧�Θ�֬�w�e�Ȍ����N�ںϽ��棨���� PLA/TPU��PLA/CCF �� PLA/PLA����Ӱ푣�������ˇ����(sh��)��Ӳ�|(zh��)��ܛ�|(zh��)��֬�ں��Ӱ푣� ���F(xi��n)�����Ŀ��{(di��o)ܛӲ�s����
�о��F�ͨ�^���Ϸ��������ˎׂ���ͬ�ĽM�����������ڿ��ĈA���w���A�_�ͼ�֫����ǻ�����C������������Ŀ����Ժ͜ʴ_�ԡ��@��о������һ�N��������ܛӲ�s����(f��)�ϲ��ϵ��·������e���ڿɴ����O(sh��)���I(l��ng)��
(؟�ξ���admin)

 3D��ģ�����I(y��)������˼·:
3D��ģ�����I(y��)������˼·:- �ɿض����3D��ӡ�c���{(di��o)ܛ
 ��ͼҾ���Ʒ��3D��ӡ��
��ͼҾ���Ʒ��3D��ӡ�� ��3D��ӡ�C���������(chu��ng)��С
��3D��ӡ�C���������(chu��ng)��С С�W��3D��ӡ���I(y��)����(ji��)ˮС
С�W��3D��ӡ���I(y��)����(ji��)ˮС �ƶ��������O�⠖��3D��ӡ
�ƶ��������O�⠖��3D��ӡ
- ��3D��ģ�����I(y��)������˼·:�ς�ģ�͵�51
- ���ɿض����3D��ӡ�c���{(di��o)ܛӲ����w�S��
- ����ͼҾ���Ʒ��3D��ӡ��
- ����3D��ӡ�C���������(chu��ng)��С�W����Ů���
- ��С�W��3D��ӡ���I(y��)����(ji��)ˮС����
- ���ƶ��������O�⠖��3D��ӡ�C�Ԅ�(chu��ng)���(q��)��
- ���������M��^(q��)���O�⠖��3D��ӡ�C�o����
- ����(chu��ng)�����S�����ℓ(chu��ng)�͞�Ender-3 3D��ӡ�C
- ��3D��ģ�����I(y��)������˼·:�ς�ģ�͵�51
- ���ɿض����3D��ӡ�c���{(di��o)ܛӲ����w�S��
- ����ͼҾ���Ʒ��3D��ӡ��
- ����3D��ӡ�C���������(chu��ng)��С�W����Ů���
- ��С�W��3D��ӡ���I(y��)����(ji��)ˮС����
- ���ƶ��������O�⠖��3D��ӡ�C�Ԅ�(chu��ng)���(q��)��
- ���������M��^(q��)���O�⠖��3D��ӡ�C�o����
- ����(chu��ng)�����S�����ℓ(chu��ng)�͞�Ender-3 3D��ӡ�C
- ���O�⠖��3D��ӡ�C���M��ͥ���� �o���
- ���_���^(q��)��(chu��ng)��(ji��) �O�⠖�֎������D(zhu��n)3D��
 ��(chu��ng)�����S�����ℓ(chu��ng)
��(chu��ng)�����S�����ℓ(chu��ng) �_���^(q��)��(chu��ng)��(ji��)
�_���^(q��)��(chu��ng)��(ji��)  3D��ӡ�c�̌W��ģ
3D��ӡ�c�̌W��ģ 3D��ӡ���g(sh��)�ܷ�
3D��ӡ���g(sh��)�ܷ� �O�⠖��3D��ӡ�C
�O�⠖��3D��ӡ�C- ����(chu��ng)��ʹ��3D��ӡ�_�l(f��)�dz����õ�܇�d�֙C
- ����Ů��(chu��ng)��SexyCyborg 3D��ӡ�Ȼ�����
- ���C���c�ٶ������Y(ji��)�ϵ�3D��ӡ��ˮ���䴬
- ��������Ů��(chu��ng)��3D��ӡ������l(f��)�ⳬ��ȹ
- ����3D��ӡ������D(zhu��n)��(li��n)�W(w��ng)+������STEAM��
- ��С�W��3D��ӡ���I(y��)����(ji��)ˮС����
- �������и�ľ�����wƴ�DDIY��������Ӱ
- ���f�ܵ�3D��ӡ���Є�(chu��ng)�������ڼ�DIY��
- ��Furoshiki Shoes���m���κ��_�͵ġ�Ь
- ��3D��ӡ��ħ�����ձ�Ů�Ԅ�(chu��ng)��FRISK-P


