2015�꣬�ϘO��3D��ӡ�W(w��ng)�c�A���Cȯ��������ͬ��(du��)3D��ӡ�ИI(y��)��һ����(y��u)����I(y��)�M(j��n)�����{(di��o)�У���Ӌ(j��)���L�˽�50�҃�(y��u)���3D��ӡ��I(y��)�����w�A�����A�|���A�С��A���Լ������^(q��)��һЩ��˾����I(y��)����ϸ��w��ӡ�C(j��)�аl(f��)���a(ch��n)��I(y��)���IJ��аl(f��)���a(ch��n)��I(y��)����ӡ����(w��)��I(y��)��������˾���O(sh��)Ӌ(j��)��˾����ƽ�_(t��i)�ȡ����L(zh��ng)�_(d��)2��(g��)�µ����L���F(xi��n)��(ch��ng)�{(di��o)��֮���A���Cȯ����һϵ�е��о�������(b��o)�档

�ϘO�܌���u���M(f��i)���_�@Щ3D��ӡ�ИI(y��)�о���(b��o)��ă�(n��i)�ݣ����ṩ�o3D��ӡ�ИI(y��)��(n��i)����ʿ���酢���Y�ϡ��ϘO������3D��ӡ�ИI(y��)��һ����(d��ng)ý�w��һֱ�������Ƅ�(d��ng)3D��ӡ�ИI(y��)�İl(f��)չ�����˰l(f��)�����µ��ИI(y��)�l(f��)չ��(d��ng)�B(t��i)���ϘO��߀�_չ�a(ch��n)Ʒ�u(p��ng)�y(c��)���M�����½������(d��ng)���ṩ��(y��u)�|(zh��)��3Dģ�����d����(du��)�ИI(y��)�M(j��n)������о��ȡ�����(li��n)���A���Cȯ������ϣ���c���I(y��)���ИI(y��)�о��C(j��)��(g��u)��������ͬ�Ƴ����I(y��)���о���(b��o)�档�c������(gu��)��(n��i)�����^���о��C(j��)��(g��u)��ȣ�����(b��o)�治������һ���Č��I(y��)�ԣ����ҷ������룬��؛�࣬���������M(f��i)�_�Žo��������
3D��ӡ���}�о�ϵ�Ј�(b��o)��֮��3D��ӡ���g(sh��)���������ϳ���
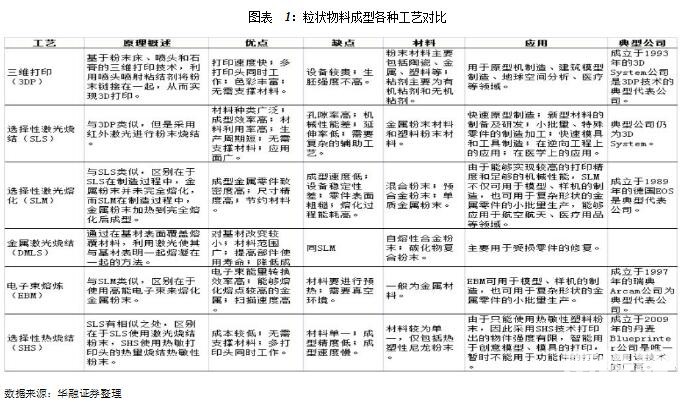
������������Ҫ��B�������ϳ������P(gu��n) 3D ��ӡ��ˇ�����w���� 3DP��SLS��SLM��DMLS��EBM��SHS������������������ˇ���@Щ��ˇ���ɑ�(y��ng)���ڹ��I(y��)��(j��) 3D��ӡ�I(l��ng)���҂���Ҫ���@Щ��ˇ�ļ��g(sh��)ԭ�ϡ���(y��u)ȱ�c(di��n)���漰���ϡ���Ҫ��(y��ng)�á�����˾���O(sh��)��Ȏ����M(j��n)�н�B.
ԭ��������ͬ
����ԭ�����nj� 3D��(sh��)��(j��)�D(zhu��n)���� 2D��(sh��)��(j��)��ͨ�^��X���� 3D��ӡ�C(j��)�����M(j��n)�д�ӡ������γɳ�Ʒ������ͬ�������M(j��n)�з�ĩ�B�ӵĕr(sh��)����õķ�����ͬ��һ���м��⡢�������������ճ���ȣ����ü��⡢������M(j��n)��3D��ӡ��һ����Ҫ�^����̵��ⲿ�l�����m���ڹ��I(y��) 3D��ӡ�C(j��)������ճ�������M(j��n)���B�ӵČ�(du��)�ⲿ�h(hu��n)��Ҫ����̫���̣��ɰl(f��)չ���漉(j��)��ӡ�C(j��).
��(y��u)ȱ�c(di��n)����
�������ϳ������P(gu��n)���g(sh��)�ă�(y��u)�c(di��n)���������ٶȿ졢���ϏV�����܉������(f��)�s��(g��u)������c(di��n)����ͬ�r(sh��)Ҳ���ڏ�(qi��ng)�ȵ͡�һ����Ҫ��̎�������ּ��g(sh��)·����Ҫ�A(y��)�ӹ����ɱ��^�ߵ�ȱ�c(di��n)��Ŀǰ�A�Σ��ǂ��y(t��ng)���g(sh��)����Ҫ�a(b��)�䣬���r(sh��)߀������ȫ������y(t��ng)���g(sh��).�������ϳ������P(gu��n)���g(sh��)�ă�(y��u)�c(di��n)���������ٶȿ졢���ϏV�����܉������(f��)�s��(g��u)������c(di��n)����ͬ�r(sh��)Ҳ���ڏ�(qi��ng)�ȵ͡�һ����Ҫ��̎�������ּ��g(sh��)·����Ҫ�A(y��)�ӹ����ɱ��^�ߵ�ȱ�c(di��n)��Ŀǰ�A�Σ��ǂ��y(t��ng)���g(sh��)����Ҫ�a(b��)�䣬���r(sh��)߀������ȫ������y(t��ng)���g(sh��).
���Ͼ����ĩ
�������ϳ��͵IJ��Ͼ����ĩ���������ٷ�ĩ�����Ϸ�ĩ���մɷ�ĩ�ȵȣ���ͬ�ļ��g(sh��)·����(du��)���ϵ����������W(xu��)�����в�e����Ҫ��ͨ�^�@Щ���g(sh��)���Ԍ���ĩ�����D(zhu��n)������w���ϣ��x��һ���ĽY(ji��)��(g��u)�͙C(j��)е����.
��(y��ng)���I(l��ng)���д���չ
Ŀǰ�����ڮa(ch��n)Ʒ�_�l(f��)�A�������ڙC(j��)е�����^������أ�Ŀǰͨ�^�������ϳ��� 3D��ӡ��ˇ����đ�(y��ng)���ڮa(ch��n)Ʒ�_�l(f��)�A�Σ��mȻҲ����ֱ������ֱ�����죬���c���y(t��ng)��ˇ��ȣ�ͨ�^ 3D��ӡ��ֱ������ɱ���Ȼ�^�ߣ������и�(j��ng)��(zh��ng)�����䑪(y��ng)���I(l��ng)��߀�д��M(j��n)һ����չ.
�Y(ji��)Փ�cչ��
�������ϳ����nj���ĩ�����׃?y��u)��ЙC(j��)е��(qi��ng)�ȵ����w������^�̣��S�����g(sh��)�IJ����M(j��n)����һЩȱ�c(di��n)���ڱ��˷����� SLM��Q�� SLS������ȫ�ڻ���ĩ�Ć��}��SHS��Q�˟��Y(ji��)��ĩ��Ҫ�ߏ�(qi��ng)�ȼ���Ć��}����ͬ�r(sh��)�҂�Ҳ������һ�N���g(sh��)������ȫ�����һ�N���g(sh��)���������c(di��n)���҂��J(r��n)����δ��һ�Εr(sh��)�g��(n��i)�@Щ�������ϳ��ͼ��g(sh��)߀���^�m(x��)���ڣ����g(sh��)�������ߵļ��g(sh��)Ҳ��������F(xi��n)���������ϳ��ͼ��g(sh��)�đ�(y��ng)��ǰ��ʮ�֏V�.
���P(gu��n)���
3D��ӡ���}�о�ϵ�Ј�(b��o)��֮һ_3D��ӡ���[�������е��������췽ʽ_20151228
3D��ӡ���}�о�ϵ�Ј�(b��o)��֮��_3D��ӡ���g(sh��)�����ڳ��e���ͣ�FDM��_20151229
3D��ӡ���}�о�ϵ�Ј�(b��o)��֮��_3D��ӡ���g(sh��)����ۺϳ���_20151229
Ŀ �
1������ .......................................................................................................................................................................................... 5
1��ԭ��������ͬ ................................................................................................................................................................. 5
2����(y��u)ȱ�c(di��n)���� ..................................................................................................................................................................... 5
3�����Ͼ����ĩ ................................................................................................................................................................. 5
4����(y��ng)���I(l��ng)���д���չ��Ŀǰ�����ڮa(ch��n)Ʒ�_�l(f��)�A�� .......................................................................................................... 5
2�����S��ӡ��3DP�� .................................................................................................................................................................. 6
����ԭ�� ............................................................................................................................................................................... 6
���c(di��n) ....................................................................................................................................................................................... 7
��Ҫ�S�̺��O(sh��)����r ........................................................................................................................................................... 7
��(y��ng)�� ..................................................................................................................................................................................... 10
���� ..................................................................................................................................................................................... 10
3���x���Լ�����Y(ji��)��SLS�� ..................................................................................................................................................... 10
����ԭ�� ............................................................................................................................................................................. 10
���c(di��n) ..................................................................................................................................................................................... 12
��Ҫ�S�̺��O(sh��)����r ......................................................................................................................................................... 12
��(y��ng)�� ..................................................................................................................................................................................... 14
���� ..................................................................................................................................................................................... 15
4���x���Լ����ۻ���SLM��/ ֱ�ӽ��ټ�����Y(ji��)���ͣ�DMLS�� ..................................................................................... 15
SLM����ԭ�� ..................................................................................................................................................................... 15
SLM���c(di��n) ............................................................................................................................................................................. 16
SLM��Ҫ�S�̺��O(sh��)����r ................................................................................................................................................. 17
SLM��(y��ng)�� ............................................................................................................................................................................. 18
SLM���� ............................................................................................................................................................................. 19
DMLS����ԭ�� .................................................................................................................................................................. 20
DMLS���c(di��n) .......................................................................................................................................................................... 20
DMLS��(y��ng)�� .......................................................................................................................................................................... 20
DMLS���� .......................................................................................................................................................................... 20
5��������۟���EBM�� ........................................................................................................................................................... 21
����ԭ�� ............................................................................................................................................................................. 21
���c(di��n) ..................................................................................................................................................................................... 22
��Ҫ�S�̺��O(sh��)����r ......................................................................................................................................................... 23
��(y��ng)�� ..................................................................................................................................................................................... 24
���� ..................................................................................................................................................................................... 24
6���x���ԟ���Y(ji��)��SHS�� ........................................................................................................................................................ 25
����ԭ�� ............................................................................................................................................................................. 25
���c(di��n) ..................................................................................................................................................................................... 25
��Ҫ�S�̺��O(sh��)����r ......................................................................................................................................................... 26
��(y��ng)�� ..................................................................................................................................................................................... 27
���� ..................................................................................................................................................................................... 27
�D��Ŀ�
�D�� 1���������ϳ����N��ˇ��(du��)�� ........................................................................................................................................ 6
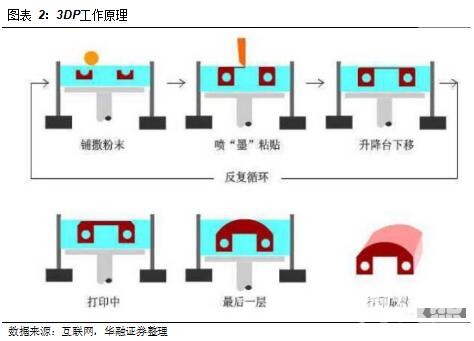
�D�� 2��3DP����ԭ�� ................................................................................................................................................................ 7
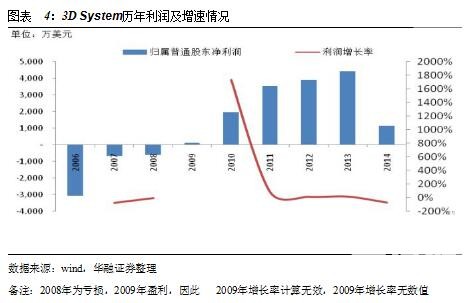
�D�� 3��3D SYSTEM�v�����뼰������r ............................................................................................................................. 8
�D�� 4��3D SYSTEM�v������(r��n)��������r ............................................................................................................................. 9
�D�� 5��PROJET®660PRO�O(sh��)�� ............................................................................................................................................... 9
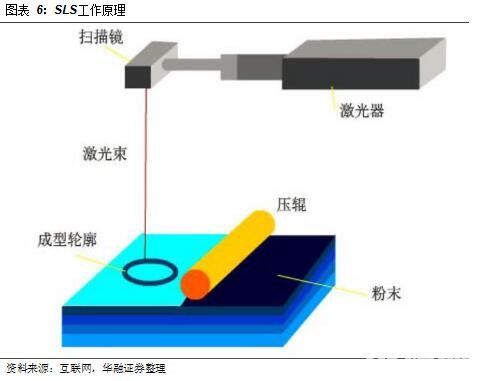
�D�� 6��SLS����ԭ�� ............................................................................................................................................................... 11
�D�� 7��SPRO 230 HS�O(sh��)�� ...................................................................................................................................................... 13
�D�� 8��SLS��(y��ng)���e�� ............................................................................................................................................................... 14
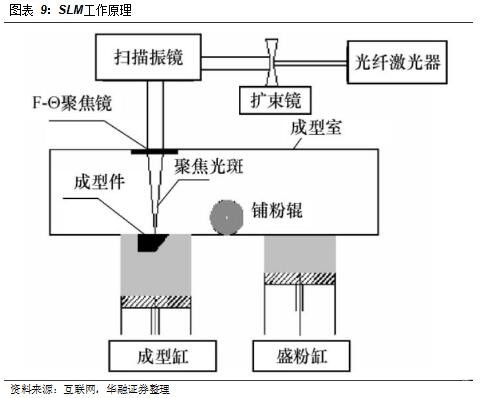
�D�� 9��SLM����ԭ�� ............................................................................................................................................................. 16
�D�� 10��EOSINT M 280�O(sh��)�� ................................................................................................................................................. 18
�D�� 11��SLM��(y��ng)���e�� ........................................................................................................................................................... 19
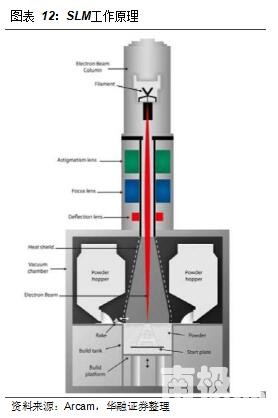
�D�� 12��SLM����ԭ�� ........................................................................................................................................................... 22
�D�� 13��ARCAM A2X�O(sh��)�� .................................................................................................................................................... 23
�D�� 14��EBM��(y��ng)���e�� ........................................................................................................................................................... 24
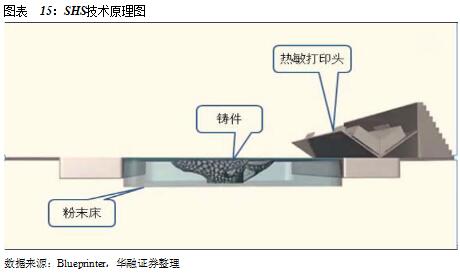
�D�� 15��SHS���g(sh��)ԭ��D ....................................................................................................................................................... 25
�D�� 16��BLUEPRINTER M3�O(sh��)�� ........................................................................................................................................ 26
�D�� 17��SHS��(y��ng)���e�� ............................................................................................................................................................ 27
1������
1��ԭ��������ͬ
����ԭ�����nj� 3D��(sh��)��(j��)�D(zhu��n)���� 2D��(sh��)��(j��)��ͨ�^��X���� 3D��ӡ�C(j��)�����M(j��n)�д�ӡ������γɳ�Ʒ������ͬ�������M(j��n)�з�ĩ�B�ӵĕr(sh��)����õķ�����ͬ��һ���м��⡢�������������ճ���ȣ����ü��⡢������M(j��n)�� 3D��ӡ��һ����Ҫ�^����̵��ⲿ�l�����m���ڹ��I(y��) 3D��ӡ�C(j��)������ճ�������M(j��n)���B�ӵČ�(du��)�ⲿ�h(hu��n)��Ҫ����̫���̣��ɰl(f��)չ���漉(j��)��ӡ�C(j��).
2����(y��u)ȱ�c(di��n)����
�������ϳ������P(gu��n)���g(sh��)�ă�(y��u)�c(di��n)���������ٶȿ졢���ϏV�����܉������(f��)�s��(g��u)������c(di��n)����ͬ�r(sh��)Ҳ���ڏ�(qi��ng)�ȵ͡�һ����Ҫ��̎�������ּ��g(sh��)·����Ҫ�A(y��)�ӹ����ɱ��^�ߵ�ȱ�c(di��n)��Ŀǰ�A�Σ��ǂ��y(t��ng)���g(sh��)����Ҫ�a(b��)�䣬���r(sh��)߀������ȫ������y(t��ng)���g(sh��).
3�����Ͼ����ĩ
�������ϳ��͵IJ��Ͼ����ĩ���������ٷ�ĩ�����Ϸ�ĩ���մɷ�ĩ�ȵȣ���ͬ�ļ��g(sh��)·����(du��)���ϵ����������W(xu��)�����в�e����Ҫ��ͨ�^�@Щ���g(sh��)���Ԍ���ĩ�����D(zhu��n)������w���ϣ��x��һ���ĽY(ji��)��(g��u)�͙C(j��)е����.
4����(y��ng)���I(l��ng)���д���չ
Ŀǰ�����ڮa(ch��n)Ʒ�_�l(f��)�A�������ڙC(j��)е�����^������أ�Ŀǰͨ�^�������ϳ��� 3D��ӡ��ˇ����đ�(y��ng)���ڮa(ch��n)Ʒ�_�l(f��)�A�Σ��mȻҲ����ֱ������ֱ�����죬���c���y(t��ng)��ˇ��ȣ�ͨ�^ 3D��ӡ��ֱ������ɱ���Ȼ�^�ߣ������и�(j��ng)��(zh��ng)�����䑪(y��ng)���I(l��ng)��߀�д��M(j��n)һ����չ.
2�����S��ӡ��3DP��
����ԭ��
���S��ӡ��3D Printing, 3DP����һ�N���ڷ�ĩ�������^��ʯ������S��ӡ���g(sh��)��Powder bed and inkjet head 3D printing��3DP�Ĺ�����ʽ�c���Sƽ���ӡ���ƣ��������ˇ����ӡ�ļ��g(sh��)�����S��ӡ�ć��^���ڇ���īˮ���� 3DP�ć��^���ڇ���Һ�B(t��i)ճ�Y(ji��)��.Ӌ(j��)��C(j��)ܛ������ӡ��(du��)��� 3D��(sh��)��(j��)���и��һ�ӌӽ���� 2D��(sh��)��(j��)����ݔ?sh��)����S��ӡ�C(j��)�����S��ӡ�C(j��)����(j��)����� 2D��(sh��)��(j��)�����Ƈ��^�Ƅ�(d��ng)������O(sh��)�õķ�ĩ�Ϸ��x���Ե؇���ճ�Y(ji��)����������(y��ng)λ�õķ�ĩճ�Y(ji��)��һ����γɵ�һ�ӵĽ���.Ȼ�����ʹ�����_(t��i)����һ��(g��)��λ�ĸ߶ȣ��µ�һ�ӷ�ĩ�������ճ�Y(ji��)�Ľ���֮�ϣ����^�ٸ���(j��)��(sh��)��(j��)�M(j��n)���µ�һ�ӵć����ӡ���cǰһ�ӽ���ճ�Y(ji��)�����^������ѭ�h(hu��n)ֱ������(g��)���w����.����δճ�Y(ji��)�ķ�ĩ������֧�ε����ã�3DP�o���~���֧�νY(ji��)��(g��u)�Ϳ��Դ�ӡ�ஔ(d��ng)��(f��)�s���Π�.3DP���g(sh��)�� 1993������ʡ�����W(xu��)Ժ�ČW(xu��)���аl(f��)��1995�� Z Corparation��˾�@���������Ե�ʹ���S��.3D System�� 2012��ُ(g��u)�� Z Corporation���^�m(x��)���a(ch��n)���� 3DP���g(sh��)�� 3D��ӡ�O(sh��)��Ͳ���.
���c(di��n)
3DP����Ҫ��(y��u)�c(di��n)������
��1�� ��ӡ�ٶȿ�.3DP�H��ճ�Y(ji��)����ͨ�^���^���䣬����֧�β��ϵķ�ĩȫ����ͨ�^����ķ�ʽ���ã���˴�ӡ�ٶȱ� FDM��ܶ�.
��2�� ���ӡ�^ͬ�r(sh��)����.����ͬ�r(sh��)��ӡ����(g��)���w��Ҳ����ͬ�r(sh��)��ӡ���w�IJ�ͬ���֣�����˴�ӡ�ٶ�.
��3�� ɫ���S��.3DP���� 24λȫ�ʴ�ӡ�����Ĵ�ӡ���g(sh��)������ɫԭ���c���S��ӡ��ͬ����ͨ�^ C��M��Y��Clear�� 4�Nɫ�ʵ�ճ�Y(ji��)������ͬ�����Ļ�϶��γɶ�Nɫ��.��4�� �o���~���֧�νY(ji��)��(g��u)���ɴ�ӡ���Π��(f��)�s�����w.
3DP����Ҫȱ�c(di��n)������
��1�� �O(sh��)��r(ji��)������(du��)�^�ߡ�
��2�� ���ߏ�(qi��ng)�Ȳ��ߡ����ǿ�ͨ�^���B�Ⱥ�̎�������M(j��n)�мӏ�(qi��ng)��
��Ҫ�S�̺��O(sh��)����r
3D System��˾�Ǒ�(y��ng)��ԓ���g(sh��)����Ҫ�S�̣���˾������ 1993�꣬ע��(c��)�؞�����(gu��)�����A�ݣ���˾��ȫ���I(l��ng)�ȵ� 3D��ӡ��ӡˢ��Q�����ṩ�̣�Ҳ�� 3D��ӡ����ľ�����.��˾����I(y��)�͂�(g��)���ṩ���I(y��)�� 3D��ӡ�O(sh��)�䡢���ɴ�ӡ�����Լ������㲿������(w��)���ܵ��Ñ���һ�º��u(p��ng).��˾�������ṩ��(sh��)�����^��(qi��ng)�������r(ji��)���� 3D��ӡ�O(sh��)�䡢���߄�(chu��ng)���Ե� 3D��ӡ��(n��i)�ݡ�3D���Dܛ��������Q������.����(sh��)��(j��)�@ʾ����˾ 2015���ϰ��ꌍ(sh��)�F(xi��n)�I(y��ng)�I(y��)���� 3.3�|��Ԫ��ͬ�����L(zh��ng)10.68%����(sh��)�F(xi��n)������(r��n)-2687�f��Ԫ���^ȥ��ͬ�ڴ���»� 483.85%.�҂��y(t��ng)Ӌ(j��)�˹�˾ 2006���ԁ������롢����(r��n)��(sh��)��(j��)���Y(ji��)���@ʾ����˾�H�� 2008�� 2009����F(xi��n)�^�»����˕r(sh��)����Σ�C(j��)��Ӱ���ȫ��(j��ng)��(j��)��2010���_ʼ����˾����������^���ٵ������L(zh��ng)�������������L(zh��ng)���������»���2013����ǰ���ܱ��� 40%���ϵ��������L(zh��ng)��2014���»��� 27%���� 2015�����ڸ����»��� 10.68%.

����(r��n)׃�����棬2006��-2008�깫˾̎��̝�p��B(t��i)�������w��̝�p���������½���2009�깫˾��(sh��)�F(xi��n)ӯ�����S��һֱ�� 2013�깫˾����(r��n)���ʬF(xi��n)�����L(zh��ng)�B(t��i)��(sh��)��2014����F(xi��n)�»����»������_(d��)�� 73.61%���� 2015�����ڹ�˾���F(xi��n)̝�p.
3Dsystem��˾���� 3DP��(y��ng)��ԓ���g(sh��)�Įa(ch��n)Ʒ�� ProJet® x60ϵ�С�
��Ҫ����ָ��(bi��o)���£�
��1�� �ɫ��390,000 ɫ��5 ��(g��)��ӡ�^��������ɫ��
��2�� �ֱ��ʣ�600 x 450 dpi
��3�� ��(g��u)���ߴ磺254 x 381 x 203mm (10 x 15 x 8 Ӣ��)
��4�� �Ӻ� 0.089 - 0.102 mm (0.0035 - 0.004 Ӣ��)
��5�� ��ֱ��(g��u)���ٶȣ�28 mm/С�r(sh��) (1.1Ӣ��/С�r(sh��))
��6�� ���^��(sh��)��1520
��7�� ÿ�ν���ԭ�͔�(sh��)Ŀ��36��(g��)
��(y��ng)��
���ھ��д�ӡ�ٶȿ졢ɫ���S���ȃ�(y��u)�c(di��n)��3DP���������ڹ��I(y��)�O(sh��)Ӌ(j��)��(chu��ng)��ģ�͡�ԭ��әC(j��)�����죬���������̺�ʩ���н���ģ�͵����죬Ҳ�������ڵ�����g�������������t(y��)�����I(l��ng)��.
����
3DP���r(sh��)��(sh��)�H�����S��ĩճ�ӣ����õIJ�����Ҫ�漰�ɷ��棬һ�DZ�ճ�Y(ji��)�ķ�ĩ���ϣ�����ճ���õ�ճ�z��������քe��B.
��1����ĩ����
��ĩ������Ҫ����a(ch��n)Ʒ�����w���֣�����(j��)��(g��u)�ɳɱ���ͬ��Ҫ�֞��մɷ�ĩ�����ٷ�ĩ�����Ϸ�ĩ��.�մɷ�ĩ�����\��������䆵ȣ����ٷ�ĩ�����X��⁺Ͻ𡢲��P䓵ȣ����Ϸ�ĩ�t���� ABS��PLA��PP��.
��2��ճ��
ճ���������nj���ĩճ�Y(ji��)�������䑪(y��ng)ԓ�����c��ĩ���������ճ�ϡ��^��(qi��ng)�ĽY(ji��)��������̎���^���в���ȥ�������c(di��n).�Ĵ���τ��ֿɷ֞��ЙC(j��)ճ���͟o�C(j��)ճ��.
3���x���Լ�����Y(ji��)��SLS��
����ԭ��
�x���Լ�����Y(ji��)��Selective Laser Sintering, SLS�����g(sh��)�Ĺ����^���c 3DP���ƣ����ǻ��ڷ�ĩ���M(j��n)�еģ��^(q��)�e���� 3DP���Ç���ճ�Y(ji��)����ճ�Y(ji��)��ĩ����SLS�����üt�⼤����Y(ji��)��ĩ.Ӌ(j��)��C(j��)�����w�����S��(sh��)��(j��)�D(zhu��n)����һ�ӌӽ����2D��(sh��)��(j��)����ݔ�o��ӡ�C(j��)����ӡ�C(j��)���Ƽ�������O(sh��)�õķ�ĩ�Ϸ��x���Ե،�(du��)��ĩ�M(j��n)�����䣬�����������x�^(q��)��(n��i)�ķ�ĩ���ղ��D(zhu��n)�Q����ܣ��ӟᵽ���Y(ji��)�ضȵķ�ĩ�w���g���|����U(ku��)��sС�����ܻ��̶����, Ȼ����s����׃�����ܡ���(ji��n)Ӳ�ğ��Y(ji��)�w���ӹ��ɮ�(d��ng)ǰ�ӡ�Ȼ�����ʹ�����_(t��i)����һ��(g��)��λ�ĸ߶ȣ��µ�һ�ӷ�ĩ������џ��Y(ji��)�Į�(d��ng)ǰ��֮�ϣ��O(sh��)���{(di��o)����һ�ӽ���Ĕ�(sh��)��(j��)�M(j��n)�м������cǰһ�ӽ���ճ�Y(ji��)���˳�����ѭ�h(hu��n)ֱ������(g��)���w���͡�
SLS���g(sh��)�ڳ��ͽ�������r(sh��)����Ҫ�ЎN��ʽ��
��1�� ���� 2�N���ϲ�ͬ���c(di��n)�Ľ��ٷ�ĩ��ͨ�^�ۻ������c(di��n)�ɷ֝�(r��n)���������c(di��n)�Y(ji��)��(g��u)���ٷ�ĩ�w���g϶�����Y(ji��)��(g��u)����ճ�Y(ji��)������Y(ji��)�ɽ��������
��2�� ͨ�^�����ۻ����ٷ�ĩ�w������ӣ�����ĩ�w���ă�(n��i)�����]���ۻ��ķ�ʽ������ĩ�w��ͨ�^��ӟ��Y(ji��)ճ�Y(ji��)��һ��
��3�� ���ø߷��Ӿۺ�����ϰ��������c(di��n)�Ľ��ٷ�ĩ�������ۻ��ۺ�������Ԍ����ٷ�ĩճ�Y(ji��)�����@��ԭ�ͼ��ķ�ʽ��Ȼ��(j��ng)�^�������۽������c(di��n)����Һ������o���Ⱥ�̎�������M(j��n)���Ƽ����ܶ�.
SLS���g(sh��)�����ɵ¿��_˹��W(xu��)�W˹͡��У�� Carl Deckard�� Joe Beaman�_�l(f��)��ȡ�Ì�����������(chu��ng)���� DTM��˾�M(j��n)�л��� SLS���g(sh��)�� 3D��ӡ�O(sh��)����O(sh��)Ӌ(j��)�����a(ch��n).2001�꣬DTM�� 3D System��ُ(g��u).
���c(di��n)
SLS����Ҫ��(y��u)�c(di��n)������
��1�� ���ϷNV��.��ʹ�õIJ��ϰ����������۱���ϩ�Ⱦۺ���F����Ͻ�Ƚ��١��մɡ���Ĥɰ�ȣ�
��2�� ����Ч�ʸ�.���� SLS���g(sh��)������ȫ�ۻ���ĩ�����H�nj�����Y(ji��)����������ٶȿ죻
��3�� ���������ʸ�.�ڼӹ��^���У�SLS��ֱ�ӳ��ͣ�����Ҫ֧�β��ϣ�Ҳ����(hu��)���F(xi��n)�U�ϣ���˲����������e�ߣ��������_(d��)�� 100%���@Ҳ��һ���̶��Ͻ����˳ɱ���
��4�� ���a(ch��n)���ڶ�.������(g��)�ӹ��^���ж��ǔ�(sh��)�ֻ����ƣ����͕r(sh��)�gҲ�H���С�r(sh��)����ʮС�r(sh��)�������ڼӹ��^���п��S�r(sh��)�����������a(ch��n)�����^�̣�
��5�� �o��֧�β���.�c������Ҫ֧�β��ϵĹ�ˇ��ͬ��SLS�Ĺ�ˇ���c(di��n)�Q�����ڼӹ��^���в���Ҫ֧�β��ϣ���̎���^�麆(ji��n)�㣻
��6�� ��(y��ng)����V.���ڎ�����ʹ�����мӟ��ճ�Ƚ��͵ķ�ĩ���ϣ���� SLS�đ�(y��ng)�������^�V������������ԭ���O(sh��)Ӌ(j��)ģ�͡�ģ��ĸģ�����T��ģ���T���͚�����о��.
SLS����Ҫȱ�c(di��n)������
SLS���ͽ��������ԭ���ǵ����c(di��n)��ĩճ�Y(ji��)�����c(di��n)��ĩ��ʹ���Ƽ��Ŀ�϶�ȸߣ��C(j��)е���ܲ�e�������ʺܵͣ������܉�ֱ�ӑ�(y��ng)���ڹ��������������.�ڟ��Y(ji��)�^���Е�(hu��)���ĩ���ϵ��ڻ����a(ch��n)����ζ���������� SLS���õIJ��ò�e�^���Еr(sh��)��Ҫ���^��(f��)�s���o����ˇ������Ҫ��(du��)ԭ���M(j��n)���L(zh��ng)�r(sh��)�g���A(y��)̎�����ӟᣩ�������ɺ���Ҫ�M(j��n)�г�Ʒ����ķ�ĩ������.SLS����Ҫȱ�c(di��n)������SLS���ͽ��������ԭ���ǵ����c(di��n)��ĩճ�Y(ji��)�����c(di��n)��ĩ��ʹ���Ƽ��Ŀ�϶�ȸߣ��C(j��)е���ܲ�e�������ʺܵͣ������܉�ֱ�ӑ�(y��ng)���ڹ��������������.�ڟ��Y(ji��)�^���Е�(hu��)���ĩ���ϵ��ڻ����a(ch��n)����ζ���������� SLS���õIJ��ò�e�^���Еr(sh��)��Ҫ���^��(f��)�s���o����ˇ������Ҫ��(du��)ԭ���M(j��n)���L(zh��ng)�r(sh��)�g���A(y��)̎�����ӟᣩ�������ɺ���Ҫ�M(j��n)�г�Ʒ����ķ�ĩ������.
��Ҫ�S�̺��O(sh��)����r
��(gu��)�H��Ҫ����˾�� 3D System��ǰ��������B����(gu��)��(n��i)����˾�鱱��¡Դ����˾�LJ�(gu��)��(n��i)���� SLS���g(sh��)�ṩ�̣���˾ȫ�Q�鱱��¡Դ�Ԅ�(d��ng)����ϵ�y(t��ng)����˾�����۴�ӡ�Ƽ�����˾(3DP Technology, Inc.)�ع��ӹ�˾.������1994�꣬ע��(c��)�����P(gu��n)��Ƽ��@�^(q��).�� 1994�����Ƴɹ���һ�_(t��i)������ٳ��͙C(j��)ʼ����A���_�l(f��)�x�^(q��)�����ĩ���Y(ji��)��SLS�����ٳ��͙C(j��)��ͬ�r(sh��)�����ڿ���ԭ���đ�(y��ng)�üӹ�����(w��)�����҇�(gu��)�����_�l(f��)�����a(ch��n)���N�ۼ����x�^(q��)��ĩ���Y(ji��)���ٳ��͙C(j��)�����I(y��)��(j��) 3D��ӡ������I(y��)���s�߱����п�ί�J(r��n)���ĸ��¼��g(sh��)��I(y��)�����P(gu��n)����¼��g(sh��)��I(y��)�ͺ���^(q��)��(chu��ng)����I(y��)����˾�� 2002��ͨ�^�� ISO9001��(gu��)�H�|(zh��)���wϵ�J(r��n)�C��2013�꣬���۴�ӡ�Ƽ���˾�ع�¡Դ���ͣ�ʹ¡Դ�����ٴΆ���(d��ng)���?c��)?/span>3D��ӡ�ġ����F���r(sh��)���������(gu��)��(n��i)���� 3D��ӡ��SLS�����g(sh��)����(w��)����(y��ng)�̣�¡Դ����ͨ�^��������֪�R(sh��)�a(ch��n)��(qu��n)�� 3D��ӡ�O(sh��)�估�a(ch��n)Ʒ��ȫ��Ĺ�ˇ���ۺ�ļ��g(sh��)��(sh��)�����Ñ��ṩ��(g��)�Ի��Ķ��Ʒ���(w��)��¡Դ���ͼӹ�����(w��)�����ў麽�պ��졢��܇Ħ��܇���ØI(y��)�y�w���ИI(y��)���������˴������Į��Ώ�(f��)�s�Ƽ�������˾�ѓ��н� 400���O(sh��)
��ͼӹ�����(w��)�Ñ����鲼���պ��졢��������܇���졢��ӡ��T�졢�t(y��)��������ˇ�g(sh��)���о�Ժ����У��
�����O(sh��)���� 3D System��˾���a(ch��n)�� ProX 500�� sProϵ�У���Ҫ�m���������͟������ϡ�
��Ҫ����ָ��(bi��o)���£�
��1�� ��(g��u)���ߴ磺550 x 550 x 750mm�� 22 x 22 x 30 Ӣ�磩
��2�� �Ӻ�0.08 - 0.15 mm (0.003 - 0.006 Ӣ��)
��3�� �w�e��(g��u)���ٶȣ�1.8 ��/С�r(sh��)�� 110 ����Ӣ��/С�r(sh��)��
��4�� �����ٶȣ�6 ��/��� 12 ��/�루 240 Ӣ��/��� 480 Ӣ��/�룩
��5�� �����/��ͣ�70 ��/CO2
��(y��ng)��
���ڙC(j��)е���ܲ��ѣ�SLS�^�����ڽ��ٹ�����������죬�������܉�?q��)��F(xi��n)ģ�͡��әC(j��)�Ŀ���������Ҳ�����^�ߵĽ����ٶ����ڷǽ��������С�������a(ch��n)���܉�(y��ng)���ڹ��I(y��)�O(sh��)Ӌ(j��)�����պ��졢�t(y��)����Ʒ����Ӯa(ch��n)Ʒ�⚤���I(l��ng)��
���w���ԣ�SLS�đ�(y��ng)�ÿɴ��w�w�{������(g��)����.
��1������ԭ������.SLS��ˇ�܉��������ģ�ͣ��Ķ��s�̏��O(sh��)Ӌ(j��)��������Ʒ�ĕr(sh��)�g��ͨ�^�������ԭ�Ϳ��Ԍ�(du��)��K�a(ch��n)Ʒ�M(j��n)�з������u(p��ng)�r(ji��)���Ķ������K�a(ch��n)Ʒ���|(zh��)����ͬ�r(sh��)Ҳ����ʹ�͑����ӿ��١�ֱ�^�Ŀ�����K�a(ch��n)Ʒ��ԭ��.
��2�����Ͳ��ϵ��Ƃ估�аl(f��).���� SLS��ˇ��������һЩ���d�ķ�ĩ�w���Լӏ�(qi��ng)��(f��)�ϲ��ϵď�(qi��ng)��.
��3��С�������������������ӹ�.��(d��ng)����һЩС������������������������ǣ����Â��y(t��ng)�������������ɱ��^�ߣ������� SLS��ˇ���Կ�����Ч�Ľ�Q�@��(g��)���}���Ķ����ͳɱ�.
��4������ģ�ߺ�������.Ŀǰ���S����ˇˮƽ����ߣ�SLS����IJ����������ֱ������ģ��ʹ�ã���(j��ng)�^��̎������������ֱ���ù����������ʹ��.
��5���������ϵđ�(y��ng)��.�������S���蹤ˇ�ȼ��g(sh��)���������� SLS��ˇ�ڛ]�ЈD���� CADģ�͵ėl���°���ԭ������M(j��n)�мӹ�������(j��)��K�����(g��u)���ԭ�͵� CADģ�ͣ��Ķ���(sh��)�F(xi��n)���̑�(y��ng)��.
��6�����t(y��)�W(xu��)�ϵđ�(y��ng)��.���� SLS��ˇ������������һ���Ŀ�϶�ʣ���˿��������˹��������죬�ѽ�(j��ng)���R���о��C�����@�N�˹������������������^��.
����
���� SLSԭ�������c(di��n)��ԓ��ˇ���Բ����κμӟ�r(sh��)ճ�Ƚ��͵ķ�ĩ���ϣ�����Ϟ��PC�����������ٵȵȣ�����(du��)��ĩ���������^���(y��n)���Ҫ��(d��ng)��ĩ������ 0.1mm���r(sh��)�����ͺ��ԭ�;��ȿ��_(d��)��1%.
����(j��)���P(gu��n)�īI(xi��n)�Y���о��Y(ji��)���@ʾ�� SLS��ˇ�IJ����и��ĩ���������١��մɡ�ʯϞ�Լ��ۺ���ķ�ĩ���������ۡ����������IJ����ۡ���̼�����ۡ��������ۡ�Ϟ�ۡ����ٷۣ����ͺ����M(j��n)���ٟ��Y(ji��)���B�~̎����������������֬�ļ�(x��)ɰ����Ϟ�մɷۺ�Ϟ���ٷ۵ȣ�SLS��ˇ���õķ�ĩ����һ����50--125um֮�g.SLS�õď�(f��)�Ϸ�ĩͨ���ЃɷN�����ʽ��һ�N��ճ�Y(ji��)����ĩ�c���ٻ��մɷ�ĩ��һ���ı����C(j��)е��ϣ���һ�N�t�ǰѽ��ٻ��մɷ�ĩ�ŵ�ճ�Y(ji��)��ϡ�Һ�У�ʹ�����ճ�Y(ji��)�������Ľ��ٻ��մɷ�ĩ.�������ԭ�͵ď�(qi��ng)�ȣ����� SLS��ˇ�IJ������u�u���D(zhu��n)����ٺ��մ�.
4���x���Լ����ۻ���SLM��/ ֱ�ӽ��ټ�����Y(ji��)���ͣ�DMLS��
SLM����ԭ��
SLM�Ĺ���ԭ���c SLS���ƣ����nj�����������D(zhu��n)�������ʹ���ٷ�ĩ���ͣ�����Ҫ�^(q��)�e���� SLS�������^���У����ٷ�ĩ��δ��ȫ�ۻ����� SLM�������^���У����ٷ�ĩ�ӟᵽ��ȫ�ۻ������.Ӌ(j��)��C(j��)�����w�����S��(sh��)��(j��)�D(zhu��n)����һ�ӌӽ���� 2D��(sh��)��(j��)����ݔ�o��ӡ�C(j��)����ӡ�C(j��)���Ƽ�������O(sh��)�õķ�ĩ�Ϸ��x���Ե،�(du��)��ĩ�M(j��n)�����䣬������������ĩ���ղ��D(zhu��n)�Q����ܣ��x�^(q��)��(n��i)�����ٷ�ĩ�ӟᵽ��ȫ�ۻ�����ͣ��ӹ��ɮ�(d��ng)ǰ�ӡ�Ȼ�����ʹ�����_(t��i)����һ��(g��)��λ�ĸ߶ȣ��µ�һ�ӷ�ĩ������џ��Y(ji��)�Į�(d��ng)ǰ��֮�ϣ��O(sh��)���{(di��o)����һ�ӽ���Ĕ�(sh��)��(j��)�M(j��n)�мӹ����cǰһ�ӽ���ճ�Y(ji��)���˳�����ѭ�h(hu��n)ֱ������(g��)���w���͡�SLM������(g��)�ӹ��^���ڶ��Ԛ��w���o(h��)�ļӹ������M(j��n)�У��Ա�������ڸߜ���������
SLM���c(di��n)
SLM����Ҫ��(y��u)�c(di��n)������
��1�� ���͵Ľ���������ܶȸߣ����_(d��) 90%���ϣ�ij�N���ٲ��ϳ���������ܶȽ��� 100%��������(qi��ng)�ȵșC(j��)е����ָ��(bi��o)��(y��u)���T�����������_(d��)��呼�ˮƽ���@�S��Ӳ�ȿɸ���呼���
��2�� �����Ǵ�ӡ�^���з�ĩ��ȫ�ڻ�����˳ߴ羫���^�ߣ�
��3�� �c���y(t��ng)�p��������ȣ��ɹ�(ji��)�s�������ϣ���(du��)���^���F�Ľ��ٲ��϶�
�ԣ��ɹ�(ji��)�sһ���ɱ���
SLM����Ҫȱ�c(di��n)������
��1�� �����ٶ��^�ͣ�������ӹ����ȣ��ӹ��Ӻ��^�����ӹ�С�w�e�������Õr(sh��)�gҲ�^�L(zh��ng)������y�ԑ�(y��ng)���ڴ�Ҏ(gu��)ģ���죻
��2�� �O(sh��)�䷀(w��n)���ԡ����؏�(f��)��߀��Ҫ��ߣ�
��3�� ����ı���ֲڶ��^�ߣ�
��4�� �ۻ����ٷ�ĩ��Ҫ���ʼ��⣬�ܺ��^�ߡ�
SLM��Ҫ�S�̺��O(sh��)����r
SLM���g(sh��)�Ĵ�����˾���(gu��)�� EOS����(gu��) EOS GmbH Electro OpticalSystems��˾�� 1989���ڵ�(gu��)Ľ��ڳ����ԁ���һֱ�����ڼ����ĩ���Y(ji��)��
������ϵ�y(t��ng)���о��_�l(f��)�c�O(sh��)�����칤����EOS��˾�F(xi��n)���ѽ�(j��ng)�ɞ�ȫ�����ͬ�r(sh��)Ҳ�Ǽ��g(sh��)���I(l��ng)�ȵ������ĩ���Y(ji��)���ٳ���ϵ�y(t��ng)�������̣��������е�������Y(ji��)
���g(sh��)Ҳ���� e-manufacturing�ĺ��ļ��g(sh��)��e-Manufacturing���� EOS��˾������(d��o)��ȫ�� e�������Ϸ���(w��)�����ڼ�����ĩ���Y(ji��)���ͼ��g(sh��)��ȫ��������ֱ���M(j��n)�п��ٵ����w�������_(d��)�����Դ��ͳɱ�������ģʽ���@�N���췽ʽ�܉���ϏĆμ��a(ch��n)Ʒ���쵽�������a(ch��n)�IJ�ͬ�Ј�(ch��ng)����EOS�����ĩ���Y(ji��)��������ϵ�y(t��ng)���m�ڑ�(y��ng)���� 3C�a(ch��n)Ʒ�_�l(f��)����̫�a(ch��n)Ʒ������ģ�ߡ���Ʒ��ӡ����t(y��)���������ϡ�Ŀǰ��(gu��) EOS��˾�ڽ��ٷ�ĩ�������������O(sh��)���Ϟ�ȫ����피��(y��ng)�̡������O(sh��)��� EOS��˾�� EOSINT M 280����Ҫ����(sh��)���¡�
��Ҫ����ָ��(bi��o)���£�
��1�� ��(g��u)���ߴ磺250 x 250 x 325 mm (9.85 x 9.85 x 12.8Ӣ��)
��2�� �Ӻ�0.03mm/0.06mm
��3�� �����ٶȣ���� 7��/��
��4�� �����/��ͣ�Yb-fibre ����l(f��)������200 W�� 400 W
SLM��(y��ng)��
�����܉�?q��)��F(xi��n)�^�ߵĴ�ӡ���Ⱥ����ęC(j��)е���ܣ�SLM���H������ģ�͡��әC(j��)�����죬Ҳ�����ڏ�(f��)�s�Π�Ľ��������С�������a(ch��n)���܉�(y��ng)���ں��պ��졢�t(y��)����Ʒ���I(l��ng)��.
Ŀǰ��SLM���g(sh��)�����˲�Ŀ������ Elon Musk�� SpaceX��˾�_�l(f��)����һ�� Dragon V2�d���w���� SuperDraco����������еđ�(y��ng)�á���SuperDraco�����ȼ������ʹ�� EOS��˾�� SLM�O(sh��)�������.SuperDraco�������s���������^����(ji��)���y�ȽY(ji��)��(g��u)�ď�(f��)�s�̶ȷdz�֮�ߣ�3D��ӡ�ܺõؽ�Q�ˏ�(f��)�s�Y(ji��)��(g��u)�����솖�}.ͬ�r(sh��)��SuperDraco���� 6900ǧ���ĸߜظ߉��h(hu��n)���¹�������������һ����һ���d���^���ж���c(di��n)������棬���؏�(f��)ʹ�ôΔ�(sh��)�Ϳɿ����ஔ(d��ng)��Ҫ��SLM�����������ď�(qi��ng)�ȡ��g�ԡ����я�(qi��ng)�ȵ�������ȫ���ԝM����N��(y��n)����Ҫ��.
���緶����(n��i)���ѽ�(j��ng)�ж�ҳ�����O(sh��)�������̣�������(gu��) EOS��˾����(gu��)MCP��˾��Concept laser��˾�ȡ�EOS��(y��ng)�� SLM���g(sh��)���O(sh��)����� EOSINT Mϵ�С�EOS Mϵ�С�PRECIOUS Mϵ�С�
SLM����
�c SLS��ƣ��������� SLM���g(sh��)·���ķ�ĩ����Ҳ���^�V����һ����Ԍ� SLM���g(sh��)·��ʹ�õķ�ĩ���Ϸ֞�����քe�ǻ�Ϸ�ĩ���A(y��)�Ͻ��ĩ�����|(zh��)���ٷ�ĩ.��1�� ��Ϸ�ĩ.
��1�� ��Ϸ�ĩ.��Ϸ�ĩ��һ�������IJ�ͬ��ĩ��϶��ɣ����O(sh��)Ӌ(j��)�^������Ҫ���]�����ߴ�С��(du��)��ĩ���ȵ�Ҫ��.�F(xi��n)�е��о����������� SLM���͵Ę�(g��u)���C(j��)е���������ܶȡ����;���ȵ�Ӱ푣���Ŀǰ��Ϸ۵����ܶ�߀�д���ߣ�
��2�� �A(y��)�Ͻ��ĩ.����(j��)�ɷֲ�ͬ�����Ԍ��A(y��)�Ͻ��ĩ�֞�懻���Ⓕ���⁻����F�����u�����~���ȣ��о��������A(y��)�Ͻ��ĩ��������Ę�(g��u)�����ܶȿ��Գ��^ 95%��
file:///C:\Users\nanji\AppData\Local\Temp\ksohtml\wps8EDA.tmp.png
file:///C:\Users\nanji\AppData\Local\Temp\ksohtml\wps8EFC.tmp.png
file:///C:\Users\nanji\AppData\Local\Temp\ksohtml\wps8F0F.tmp.pngfile:///C:\Users\nanji\AppData\Local\Temp\ksohtml\wps8F10.tmp.png
��3�� ���|(zh��)���ٷ�ĩ��һ�㣬���|(zh��)���ٷ�ĩ��Ҫ��������������^�ã����ܶȿ��_(d��)�� 98%��
DMLS����ԭ��
DMLS��Direct Metal Laser Sintering���ַQ���ټ�����Y(ji��)������ֱ�ӱ�����Y(ji��)�������۸�.��ԭ����ͨ�^�ڻ��ı��渲�w�۸����ϣ����ü���ʹ���c���ı���һ��������һ��ķ���.DMLS��Direct Metal Laser Sintering���ַQ���ټ�����Y(ji��)������ֱ�ӱ�����Y(ji��)�������۸�.��ԭ����ͨ�^�ڻ��ı��渲�w�۸����ϣ����ü���ʹ���c���ı���һ��������һ��ķ���.
DMLS���c(di��n)
DMLS����Ҫ��(y��u)�c(di��n)������
��1�� ��(du��)���ĸ�׃�^С.ͨ�^ DMLS���g(sh��)����(du��)���ĵğ�Ӱ푳̶��^С�������׃�γ̶�Ҳ�^С��
��2�� ���Ϸ����V.����(j��)��ͬ�Ļ��ģ�����ʹ�ò�ͬ�ķ�ĩ�����M(j��n)�мӹ����������ڲ�ͬ��;��
��3�� ��߲���ʹ�É���.�Ɍ�(du��)�ֲ�ĥ�p��p���Ĵ����O(sh��)���F���㲿����ģ���M(j��n)���ޏ�(f��)�����L(zh��ng)ʹ�É�����
��4�� ���ͳɱ�.���Կ����ޏ�(f��)�ܓp�������p�����O(sh��)��p����ɵ�ͣ���r(sh��)�g���Ķ����;S�o(h��)�ɱ�.DMLS����Ҫȱ�c(di��n)������
���ڵ�ȱ�c(di��n)�����c SLM·����ͬ����Ҫ�dz����ٶ�������Ҫ���ʼ����O(sh��)��ȡ�
DMLS��(y��ng)��
DMLS��Ҫ�����ܓp������ޏ�(f��)�������ИI(y��)��Ҫ�漰ұ��ʯ����������������C(j��)е��Һ����������ģ�ߵ��ИI(y��)���Ɍ�(du��)�����D(zhu��n)��(d��ng)�O(sh��)����Ҫ�㲿�����S���~Ƭ��݆�P�����S�����S���X�S�Լ�ģ�ߡ��y�T���M(j��n)�и��g���_�g��ĥ�p��ļ����۸��ޏ�(f��).
DMLS����
DMLS���g(sh��)�IJ�����Ҫ���������ԺϽ��ĩ��̼�����(f��)�Ϸ�ĩ����ճ�Y(ji��)��(f��)�Ϸ�ĩ���������մɷ�ĩ�ȡ�
��1�� �����ԺϽ��ĩ.��Ҫ���c(di��n)�Ǻ���裬��������Ó�������������ܣ�����@�ĩ���ɞ������кϽ��ĩ���ɷ֞�懻����ۺϽ�Ⓕ����ۺϽ��F�����ۺϽ𣻣�2�� ̼�����(f��)�Ϸ�ĩ.̼�����(f��)�Ϸ�ĩ����̼����Ӳ�|(zh��)���c���ٻ�Ͻ�����ճ�Y(ji��)�����M�ɵķ�ĩ�wϵ.�@�ĩ�е�ճ�Y(ji��)������һ���̶���ʹ̼�������������ͷֽ⣬�e�ǽ�(j��ng)�A(y��)�Ͻ�̼�����(f��)�Ϸ�ĩ���ܫ@�þ���Ӳ�|(zh��)�Ͻ����ܵ�Ϳ�ӣ�
��3�� ��ճ�Y(ji��)��(f��)�Ϸ�ĩ.��ճ�Y(ji��)��(f��)�Ϸ�ĩ��ָ�ڟᇊͿ�^���У����ڷ�ĩ�a(ch��n)���ķşᷴ��(y��ng)��ʹͿ���c���ı����γ����ýY(ji��)�ϵ�һᇊͿ���ϣ����������c(di��n)�Ǿ��й����ۺʹ�۵��p�ع��ܣ�
��4�� �������մɷ�ĩ.�������մɷ�ĩ���Ѓ�(y��u)���Ŀ��ߜ�����������߀�и��ᡢ��ĥ�����g�����ܣ���һ���Ҫ�ğᇊͿ���ϣ�Ҳ��Ŀǰ�^����ҕ�ļ����۸�����.
5��������۟���EBM��
����ԭ��
������۟���Electron Beam Melting, EBM��Ҳ��һ�N�����������켼�g(sh��).EBM�Ĺ���ԭ���c SLM���ƣ����nj����ٷ�ĩ��ȫ�ۻ������.����Ҫ�^(q��)�e���� SLM���g(sh��)��ʹ�ü�����ۻ����ٷ�ĩ���� EBM���g(sh��)��ʹ�ø�����������ۻ����ٷ�ĩ.Ӌ(j��)��C(j��)�����w�����S��(sh��)��(j��)�D(zhu��n)����һ�ӌӽ���� 2D��(sh��)��(j��)����ݔ�o��ӡ�C(j��)����ӡ�C(j��)����O(sh��)�õķ�ĩ�Ϸ��x���Ե����ĩ�l(f��)�����������ӵĄ�(d��ng)���D(zhu��n)�Q����ܣ��x�^(q��)��(n��i)�Ľ��ٷ�ĩ�ӟᵽ��ȫ�ۻ�����ͣ��ӹ��ɮ�(d��ng)ǰ��.Ȼ�����ʹ�����_(t��i)����һ��(g��)��λ�ĸ߶ȣ��µ�һ�ӷ�ĩ������џ��Y(ji��)�Į�(d��ng)ǰ��֮�ϣ��O(sh��)���{(di��o)����һ�ӽ���Ĕ�(sh��)��(j��)�M(j��n)�мӹ����cǰһ�ӽ���ճ�Y(ji��)�����^������ѭ�h(hu��n)ֱ������(g��)���w����.
EBM��(du��)����������^����Ҫ�ڸ���խh(hu��n)�����M(j��n)�У�һ�����Ƿ�ֹ���ɢ�䣬��һ������ijЩ���٣�����ڸߜؗl����(hu��)׃�÷dz������խh(hu��n)�����Է�ֹ���ٵ�����.
EBM���g(sh��)��������� Arcam��˾�аl(f��)��ȡ�Ì���.Arcam������ 1997�꣬��ע�� EBM�O(sh��)����аl(f��)�����죬Ŀǰ���г��^ 50�(xi��ng)���P(gu��n)����.
���c(di��n)
EBM���g(sh��)ͬ�Ӿ��� SLM���g(sh��)�����ܶȸߡ��C(j��)е���ܺá�Ӳ�ȸߡ��ߴ羫���^�ߡ���(ji��)�s���ϵȃ�(y��u)�c(di��n)��
�c SLM��ȣ�EBM���g(sh��)����Ҫ��(y��u)�c(di��n)������
��1�� ������������D(zhu��n)�QЧ�ʷdz��ߣ��h(yu��n)���ڼ��⣬��������ܶȸ��ߣ���ĩ�����ۻ��ٶȸ��죬��˿��Եõ�����ij����ٶȣ��ҹ�(ji��)ʡ��Դ��
��2�� �������ܶ��܉��ۻ������c(di��n)���_(d��) 3400�z�϶ȵĽ��٣�
��3�� ������Ē����ٶ��h(yu��n)���ڼ��⣬��������͕r(sh��)һ��һ�Ӓ��������_(t��i)���w�M(j��n)���A(y��)���������ӷ�ĩ�Ĝضȡ���(j��ng)�^�A(y��)��ķ�ĩ�����ͺ�����(y��ng)���^С�����ض��Π�����͕�(hu��)�Ѓ�(y��u)��(sh��)���ҟo���̎����
EBM���g(sh��)ͬ�Ӿ��� SLM���g(sh��)�ij���Ч�ʵ͡��O(sh��)�䷀(w��n)���ԡ����؏�(f��)�Ե͡�����ֲڶȸߵ�ȱ�c(di��n)��
�c SLM��ȣ�EBM���g(sh��)����Ҫȱ�c(di��n)������
��1�� ���� EBM��(du��)��ĩ�M(j��n)���A(y��)�ᣬ���ٷ�ĩ��(hu��)׃����Ƽٟ��Y(ji��)�Ġ�B(t��i)�����ͽY(ji��)����SLM��δ���ͷ�ĩ�O��������� EBM��δ���ͷ�ĩ��Ҫͨ�^��ɰȥ�������Ǐ�(f��)�s���̓�(n��i)����(hu��)���y��ȥ���Ć��}��
��2�� ��Ҫ�~���ϵ�y(t��ng)��������չ����h(hu��n)����
��Ҫ�S�̺��O(sh��)����r
��� Arcam��˾������ 1997�꣬Ŀǰ�ѽ�(j��ng)��˹�¸砖Ħ��Ʊ���������У�2003�� 3�¹�˾��һ�_(t��i) EBM S12�C(j��)�����У��S���Ƴ����� EBM���g(sh��)�ĸ��M(j��n)�C(j��)�ͣ�Ŀ
ǰ�ښW�ޡ����ޡ����ȵ��O(sh��)�з�֧�C(j��)��(g��u)�������O(sh��)��� Arcam��˾�Įa(ch��n)Ʒ Q10��Q20��A2X�ȡ�
��Ҫ����ָ��(bi��o)���£�
��1�� ��(g��u)���ߴ磺200 x200x 380 mm
��2�� �Ӻ�0.05mm
��3�� �w�e��(g��u)���ٶȣ�55/80 cm 3/С�r(sh��)(Ti6Al4V����)
��4�� �����ٶȣ���� 8000 ��/��
��5�� EBM���ʣ�50-3000W���B�m(x��)��׃��
��(y��ng)��
EBM������ģ�͡��әC(j��)�����죬Ҳ�����ڏ�(f��)�s�Π�Ľ��������С�������a(ch��n).Ŀǰ EBM��Ҫ��(y��ng)���ں��պ��죬����������ܲ����ͻ���l(f��)��(d��ng)�C(j��)�����ȣ�ͬ�r(sh��)�ɑ�(y��ng)���ڹǿ�ֲ�����I(l��ng)��Ŀǰ�ѽ�(j��ng)�гɹ�����
����
EBM�IJ��϶�����ٲ��ϣ���ͬ�đ�(y��ng)���I(l��ng)��?q��)��?qi��ng)�ȡ����ԡ�Ӳ�ȡ���������Ҫ�������s�e����˸���(j��)��ͬ����;��Ҫ�M(j��n)���{(di��o)�䣬һ������ٻ�Ϸ�ĩ
�Ͻ���ϣ���Ŀǰ������ Ti6Al4V����t�Ͻ𡢸ߜ��~�Ͻ�ȵȡ��@Щ���Ͼ����Լ���(d��)�е�һЩ��������ߜ��~�Ͻ���и�����(du��)��(qi��ng)�ȡ����ڵ����ڸߟẸ��
�đ�(y��ng)�á��O�õ����ߵĜضȏ�(qi��ng)�� ���O�õğ����(d��o)�ԡ��õĿ���׃�Ե�������
6���x���ԟ���Y(ji��)��SHS��
����ԭ��
�x���ԟ���Y(ji��)��Selective Heat Sintering, SHS��Ҳ��һ�N���ڷ�ĩ�����������켼�g(sh��)���乤���^���c SLS������֮̎���^(q��)�e���� SLSʹ�ü�����Y(ji��)��ĩ��SHSʹ�ß�����ӡ�^�ğ������Y(ji��)�����Է�ĩ.Ӌ(j��)��C(j��)�����w�����S��(sh��)��(j��)�D(zhu��n)����һ�ӌӽ���� 2D��(sh��)��(j��)����ݔ�o��ӡ�C(j��)����ӡ�C(j��)���Ɵ�����ӡ�^����O(sh��)�õķ�ĩ�Ϸ��x���Ե��Ƅ�(d��ng)����ӡ�^�ğ������x�^(q��)��(n��i)�ķ�ĩ�ӟ������ڜض����ϣ���ĩ�ڻ���ճ�Y(ji��)��һ�𣬼ӹ��ɮ�(d��ng)ǰ��.Ȼ�����ʹ�����_(t��i)����һ��(g��)��λ�ĸ߶ȣ��µ�һ�ӷ�ĩ������џ��Y(ji��)�Į�(d��ng)ǰ��֮�ϣ��O(sh��)���{(di��o)����һ�ӽ���Ĕ�(sh��)��(j��)�M(j��n)�мӹ����cǰһ�ӽ���ճ�Y(ji��)���˳�����ѭ�h(hu��n)ֱ������(g��)���w����.
SHS���g(sh��)���ɵ��� Blueprinter��˾�_�l(f��)�ġ�
���c(di��n)
SHS�ă�(y��u)�c(di��n)���ڣ�
��1�� ��һ�N�ͳɱ��� 3D��ӡ���g(sh��)�����Ϻ��O(sh��)��r(ji��)������(du��)������
��2�� �c������ĩ����ӡ���g(sh��)һ�ӣ��o���~���֧�νY(ji��)��(g��u)���ɴ�ӡ���Π��(f��)�s�����w��
��3�� ���ӡ�^ͬ�r(sh��)���������Դ�ӡ��(f��)�s�Ď��Π
SHS��ȱ�c(di��n)������
��1�� ���φ�һ���H����������������ĩ��
��2�� ���;��ȵͣ�
��3�� �����ٶȵ͡�
��Ҫ�S�̺��O(sh��)����r
������ Blueprinter��˾��Ψһ��(y��ng)��ԓ���g(sh��)�ďS�̣���˾������ 2009�꣬��˾��������ּ�����샞(y��u)�ݺ͌�(sh��)�õ��m�����k���ҭh(hu��n)���� 3D��ӡ�C(j��)����˾��
�������g(sh��) SHS���������� 2011��ĚW��ģ��չ��Ŀǰ��˾�a(ch��n)Ʒ��Ҫ�N�۵؞�W�ޣ�������չ������(gu��)���Ј�(ch��ng)��
Ŀǰ�Ƴ��������O(sh��)����̖(h��o)�� Blueprinter M3��
��Ҫ����ָ��(bi��o)���£�
��1�� ��(g��u)���ߴ磺200 x1 57 x 140mm
��2�� �Ӻ�0.1mm
��3�� ��(g��u)���ٶȣ�2-3mm/С�r(sh��)
��4�� �����ȣ�0.1mm
��(y��ng)��
����ֻ��ʹ�ß��������Ϸ�ĩ����˲��� SHS���g(sh��)��ӡ���������(qi��ng)�����ޣ��������ڄ�(chu��ng)��ģ�͡�ģ�ߵĴ�ӡ�����r(sh��)�������ڹ��ܼ��Ĵ�ӡ�����c�O(sh��)Ӌ(j��)����� 3D��ӡ�C(j��)��ȣ�ԓ���g(sh��)���Է������k���ҭh(hu��n)���У��Ķ��ɞ����漉(j��) 3D��ӡ�C(j��)�������c FDM���g(sh��)�γ���Ҫ�����漉(j��)��ӡ�C(j��)�ļ��g(sh��)��Դ��
����
���� SHS�IJ�����Ҫ�ǟ����Բ��ϣ��������ȣ�ᘌ�(du��)��ͬ�Ę�(g��u)��������ĩ���������ܕ�(hu��)������ͬ���ڴ�ӡ�Y(ji��)�����ӡ����K������(hu��)��δ�ۻ��ķ�ĩ�������������Ҫ�M(j��n)�к�̎�����@��Ҫ�����Ҫ�܉���ȥ����
�塢�L(f��ng)�U(xi��n)��ʾ
1��3D ��ӡ���g(sh��)�l(f��)չ���_(d��)�A(y��)�ڣ�2�����F(xi��n)�����M(j��n)�����a(ch��n)���g(sh��)��
��؟(z��)��
��˼�£����ϣ��ڴ��������˾����Ї�(gu��)�Cȯ�I(y��)�f(xi��)��(hu��)������CȯͶ�Y��ԃ��(zh��)�I(y��)�Y��ע��(c��)���Cȯ����������������I(y��)�B(t��i)�ȣ���(d��)�������^�س��߱���(b��o)�档����(b��o)��������(zh��n)�_�ط�ӳ�˱��˵��о��^�c(di��n)�����˲�������Ҳ������(hu��)��(b��o)���еľ��w���]��Ҋ���^�c(di��n)��ֱ�ӻ��g���յ��κ���ʽ���a(b��)��?sh��)ȡ��A���Cȯ�ɷ�����˾���Ѿ߂��Ї�(gu��)�C�O(ji��n)��(hu��)����(f��)���CȯͶ�Y��ԃ�I(y��)��(w��)�Y������֪�Է�����(n��i)�������P(gu��n)����Ҏ(gu��)��������¶�x��(w��)���A���Cȯ�ɷ�����˾�����º�(ji��n)�Q����˾�����Y�a(ch��n)�������Cȯ�ԠI(y��ng)���T�Լ�����Ͷ�Y�I(y��)��(w��)���T���ܪ�(d��)�������c����(b��o)���е���Ҋ�ͽ��h��һ�µ�Ͷ�Y�Q�ߡ�����(b��o)��H�ṩ�o����˾�͑��Ѓ�ʹ�á�����˾����(hu��)��������յ�����(b��o)���ҕ���͑�������˾��(hu��)�ڙ�(qu��n)���P(gu��n)ý�w�����о���(b��o)�棬�����P(gu��n)ý�w�͑�����ҕ�鱾��˾�͑�������(b��o)����(qu��n)�w����˾���С�δ�@�ñ���˾�����ڙ�(qu��n)���κ��˲��Ì�(du��)����(b��o)���M(j��n)���κ���ʽ�İl(f��)������(f��)�ơ��������������κ���ʽ�ֺ�ԓ��(b��o)����(qu��n)���������P(gu��n)��(qu��n)��������(b��o)���е���Ϣ�����h�Ⱦ��H������˾�͑�֮�ã�����(g��u)�������Cȯ�I�u�ij��r(ji��)�����r(ji��)������(b��o)�沢δ���]���͑��ľ��wͶ�YĿ�ġ�ؔ(c��i)��(w��)��r�Լ��ض��������κΕr(sh��)�������(g��u)�Ɍ�(du��)�κ��˵Ă�(g��)�����]���͑���(y��ng)��(d��ng)��(du��)����(b��o)���е���Ϣ����Ҋ�M(j��n)�Ъ�(d��)���u(p��ng)��������(y��ng)ͬ�r(sh��)�������Ե�Ͷ�YĿ�ġ�ؔ(c��i)��(w��)��r���ض�����Ҫ�r(sh��)�ɾ��о���(b��o)�����P(gu��n)���}��ԃ����˾��Ͷ�Y�������˾�Ј�(ch��ng)�о�������������J(r��n)�鱾��(b��o)�����d�Y�ρ�Դ�ɿ���������˾��(du��)�@Щ��Ϣ�Ĝ�(zh��n)�_�Ժ������Ծ������κα��C��Ҳ���Г�(d��n)�κ�Ͷ�Y����ʹ�ñ���(b��o)����a(ch��n)�����κ�؟(z��)�Ρ�����˾�����P(gu��n)(li��n)�����ܕ�(hu��)���Ј�(b��o)�����ᵽ�Ĺ�˾���l(f��)�е��Cȯ���M(j��n)�н��ף�߀���ܞ��@Щ��˾�ṩͶ�Y�y�з���(w��)����������(w��)����Ո(q��ng)Ͷ�Y��ע����ܴ��ڵ�����_ͻ���ɴ���ɵČ�(du��)����(b��o)����^�Ե�Ӱ푡�
�A���Cȯ�ɷ�����˾�Ј�(ch��ng)�о���
��ַ�������г�ꖅ^(q��)����T����� 18 ̖(h��o) 15 ��(100020��
���棺010��85556173 �W(w��ng)ַ��www.hrsec.com.cn
�A���Cȯ 3D ��ӡ�о��F(tu��n)�(du��)
ԭ��朽ӣ�http://www.nanjixiong.com/thread-59961-1-1.html
(؟(z��)�ξ���admin)










 ����3D��ӡ�ИI(y��)�о���(b��o)�棨
����3D��ӡ�ИI(y��)�о���(b��o)�棨 ��Ƚ������Ї�(gu��)���������b
��Ƚ������Ї�(gu��)���������b ����3D��ӡ�ИI(y��)�о���(b��o)�棨
����3D��ӡ�ИI(y��)�о���(b��o)�棨 ���������ǿƸ�ֵ�IJ��ИI(y��)
���������ǿƸ�ֵ�IJ��ИI(y��) �\Մʯ�ܰ�3D��ӡ������UV
�\Մʯ�ܰ�3D��ӡ������UV �Ї�(gu��)3D��ӡ�ИI(y��)�C(j��)����(b��o)�棨
�Ї�(gu��)3D��ӡ�ИI(y��)�C(j��)����(b��o)�棨 �W���P(gu��n)���P(gu��n)���I(y��)��(j��)
�W���P(gu��n)���P(gu��n)���I(y��)��(j��) �W�˰l(f��)�����I(y��)��(j��)3D
�W�˰l(f��)�����I(y��)��(j��)3D

