3D��ӡ�r�N߅�����z��ô�k��
3D��ӡ�r���^ʹ�ăɴ��}����һ����ƽ�_��ƽ���S�������@���ճ����c�ذ岻����ճ�ϣ���һ�ӿ��ǟo����ӡ�����ӡ�Ӻ�l(f��)�F(xi��n)�N߅�F(xi��n)�� �ڶ���ӡ�r �������c������g϶�ܽ���Ԓ������1MM-50MM�Ŀ�϶�g���ǃɂ�����B��̎�кܶ�z�����y�����º���Ҫ�õ�̎����
�@�ɂ����}���_�Һ��L�r�g �����ˇLԇ�˸��N�������l(f��)�F(xi��n)��õăɷN���� �c�V��3D��ӡ�ۺ��߷����� ���f��һ�����}����ֹ�N߅���һ�Ӳ�ճ�͆��}�� һ�N���������Ј����Iһ�N��190���͵Ė|�������I�r9�K�Xһƿ�����ԇ����ǷN��

��Ҫֱ�Ӈ���ƽ�_�ϣ�Ҫ�Iһ�K���IJ���������֮���Ч��

�ڶ��N�����ǣ�ֱ���Iһ�Kĥɰ������Ҫ��3MM�����ã����2MM��5MM����?y��n)�̫����̫���ܟ����ը�����ҵĴ�С�?60*360.�ÊA�ӹ̶���ƽ�_�ϡ�����cƽ�_һ�Ӵ�С��

��ӡ�r ���ƽ�_���ӟṦ�� �����h��ĥɰ�������ضȼӟᵽ70��ʹ�ã�Ч���dz������� ��������cƽ�_�g����r��rС���Ǿ�����С�g�࣬���ԇ����cƽ�_�N�ϛ]�P(gu��n)ϵ����?y��n)��Dz����ģ������ģ�Ҳ��Ӱ푴�ӡճ�ϵȡ?���ƽ�_�����ӟṦ�ܣ����h��190���ͣ������������ϣ��ȸɺ�ʹ�á� ��һ���}�ꮅ�� �ڶ���Q����g���½z���}�� ���Ѓ��c(di��n)��Ҫ��Q����һ�����Ϲܵľ��x�s�̣������������߅����ՈŲ�����gȥ��




���Ј������ǷN��(n��i)����3.3MM�����Ϲܣ�һ����Һ���O(sh��)���Ǖ��u��֮��Ҫ̎���ıM����һЩ��

�̵�Ŀ���Ƿ�ֹ������ܛ�܃�(n��i)�������@�ӻ����ϕr�����p���ӕr��˲�g���ˡ� �����Ϲܵ����ړQ��ȫ䓵ģ����ӌ����ϹܵĹ̶���(qi��ng)�ȣ��@��˲�g���˕r�����Ϲܲ����c�@��䓵������������\(y��n)�ӣ���ʽ�~�� ��Щ�����@�N�F(xi��n)���м�(x��)�^����l(f��)�F(xi��n)����һ�c(di��n)�c(di��n)�\(y��n)�ӣ��ڻ����ϕr�������ӕr���ӕr���^0.05�룬�������F(xi��n)��(d��ng)�ϛ]��ȫ���˵�λ ��ӡ�^���_ʼ�Ƅӣ��@������c����g���͕��a(ch��n)����(x��)�z�B�ӡ�

�ڶ������ڇ����(n��i)�ӂ�С�~�� ���Ј������@���|������ʲô������ӛ�ˣ���ʲô����֮ģ�ȫ�~�ġ�

��?c��i)��С�Σ�Ҫ���g�Dz��֣��L��Ҫ1.1���ף�ҲҪ����(j��)�Լ��ć����L�ȁ������M���@��С���ڇ����(n��i)�����»�ӵĿ��g��

���@��С��һ�^ĥ���ƽ�^��һ�^ĥ����(n��i)�F�ǡ�ƽ�^���(n��i)����(n��i)�F�����ⰲ�b�M(j��n)ȥ��֮����뇊���(n��i)����Ҫ���ǻ�ӵģ������`�����

֮���ٰч��찲�b��ȥ�Ϳ����ˣ���ӡ�r���ٶ�60 �����˾��x6��ã���ӡ�r���B1MM��� ���g��֮�g�����������½z�F(xi��n)�� ԭ�����@��С�~���ڇ����(n��i)���`�������\(y��n)�ӣ���ӡ�r����(d��ng)���˕r�����˵��ϕ����@����һͬ���������@���� С�~���c�������̎����Ҳ��һͬ�����������ԇ�����ڛ]�К���������������?y��n)释��?n��i)���g�ܴ� ԭ�������~���ķ�ʽ ֻ�������Ļ��� ���܇������^�m(x��)������ �������½z�F(xi��n)�� �ڶ��c(di��n)�ꮅ�� ��һ��Ч������С��ɳ�Pģ�ͣ��]���κ����z�F(xi��n)��





(؟(z��)�ξ���admin)

 ��νM�b3D��ӡ������
��νM�b3D��ӡ������ ����ƽ����һ�N����3D��ӡ
����ƽ����һ�N����3D��ӡ PostProcess�Ƴ��o���ͺ�
PostProcess�Ƴ��o���ͺ� ��Ό�3D��ӡ�����M(j��n)����
��Ό�3D��ӡ�����M(j��n)����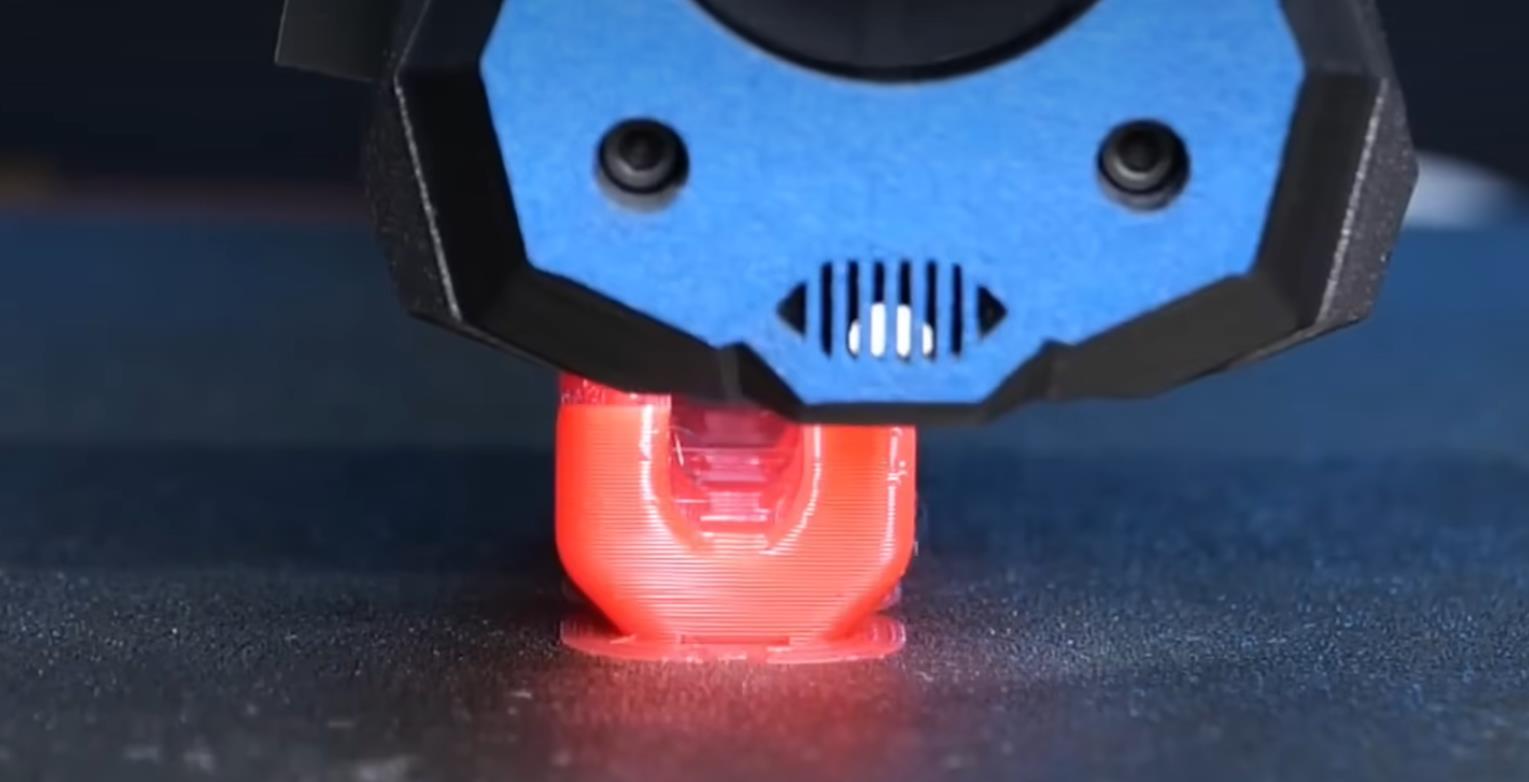 �u�ӶѯB��Ƭ�������ܳɞ�
�u�ӶѯB��Ƭ�������ܳɞ� ��O3D��ӡ���R���W(xu��)������
��O3D��ӡ���R���W(xu��)������- ����νM�b3D��ӡ������
- ������ƽ����һ�N����3D��ӡ�����❍�ȵ�
- ��PostProcess�Ƴ��o���ͺ�̎����Q����D
- �� ��Ό�3D��ӡ�����M(j��n)���ݼy�ӹ�
- ���u�ӶѯB��Ƭ�������ܳɞ�3D��ӡZ�S��
- ����O3D��ӡ���R���W(xu��)��������
- ��3D��ӡ������澫�ӹ���ˇ���ȣ�����ƽ
- ��3D��ӡ��̎������ϴ���˻���ɫ
- ��һ�N�µ�3D��ӡ��̎�����������W(xu��)����ƽ
- ��������ٳ��e�����Ti6Al4V����ɲ���
 SLA 3D��ӡģ����
SLA 3D��ӡģ���� ��(chu��ng)�����S��3D��ӡ
��(chu��ng)�����S��3D��ӡ �N���õĴ�ĥ��
�N���õĴ�ĥ�� 3D��ӡģ�ͺ�̎��
3D��ӡģ�ͺ�̎�� ��Ό�3D��ӡģ��
��Ό�3D��ӡģ�� ��ο��ٵĽo���
��ο��ٵĽo���

