�����x�^(q��)�ۻ����������еęz�y�y�}�����I(y��)CT���g(sh��)����Q��(2)
![]() ȱ��ģ�Mԇ�����I(y��)CT�z�y
ȱ��ģ�Mԇ�����I(y��)CT�z�y
���ȱ��ģ�Mԇ���ɼ����x�^(q��)�ۻ���ӡ���ɣ�ԇ���ߴ�(�L��������)��20mm��20mm��10mm��ԇ�����A(y��)�ÿ�6����ֱ���քe��0.3��0.5��1.0mm��3�N����2����6������λ��ԇ�Ӻ��(z��)�����gƽ���ϣ�����e�_��
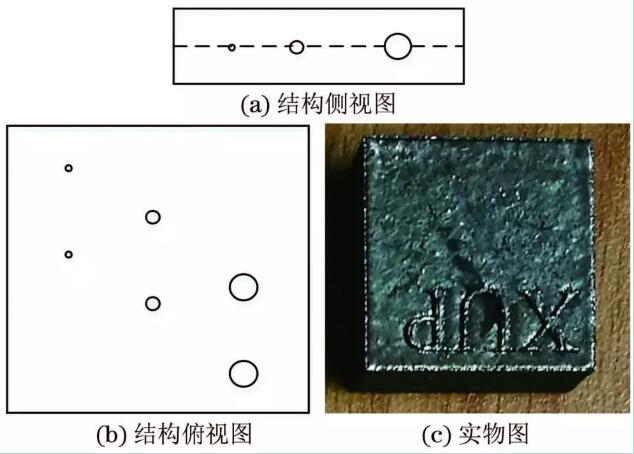
�D11 ���ȱ��ģ�Mԇ���Y(ji��)��(g��u)ʾ�⼰����D
��ԓ���ȱ��ģ�Mԇ���_չ���SCT�z�yԇ��늉�180kV�������150��A���ع�r�g0.25s���ɼ��Ƕ�1080�㣬SOD��85mm��SDD��697mm���D��ϲ���(sh��)4�����غϲ���(sh��)1��
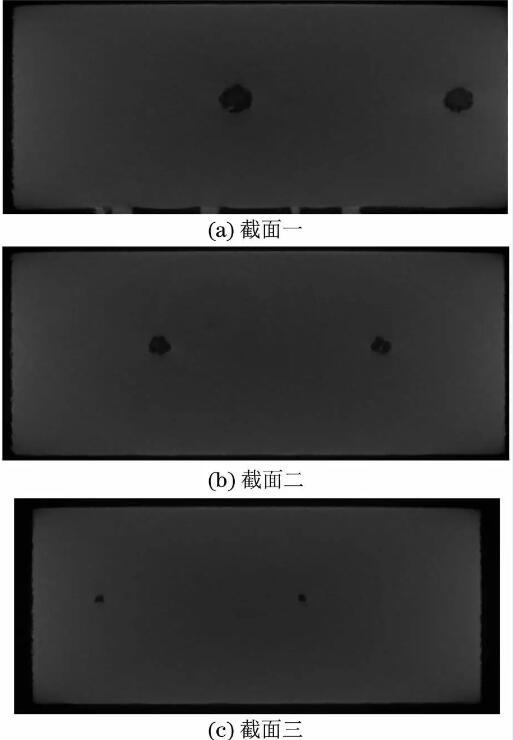
�D12 ���ȱ��ģ�Mԇ����CT�z�y�Y(ji��)��(��ҕ�D)
�D13 ���ȱ��ģ�Mԇ����CT�z�y�Y(ji��)��(��ҕ�D)
�D14 ���ȱ��ģ�Mԇ����CT�z�y�Y(ji��)��(��ҕ�D)
���ψD���Կ�����ֱ����0.3mm�Ŀ��ȱ���������z�y������
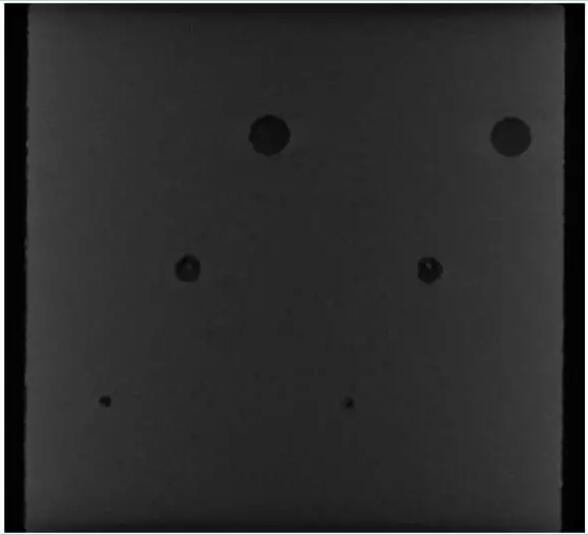
�Ѽy�ȱ��ģ�Mԇ���ɼ����x�^(q��)�ۻ���ӡ���ɣ�ԇ���ߴ�(�L��������)��10mm��10mm��10mm����ӡ�rÿ��3���A(y��)���Ѽy(�p϶)�ȱ�ݡ�
�D15 �Ѽy�ȱ��ģ�Mԇ������D
��ԓԇ���M�й��I(y��)CT�z�y����늉�300kV�������0.5mA���ع�r�g1s���ɼ��Ƕ�1440�㣬SOD��230mm��SDD��863mm���D��ϲ���(sh��)2�����غϲ���(sh��)1��
�D16 �Ѽy�ȱ��ģ�Mԇ�����I(y��)CT�z�y�Y(ji��)��
���ψD��CT�D�о��������ؙz�y���Ѽy�ȱ�ݡ�
![]() ���H�Ӽ��z�yԇ�
���H�Ӽ��z�yԇ�

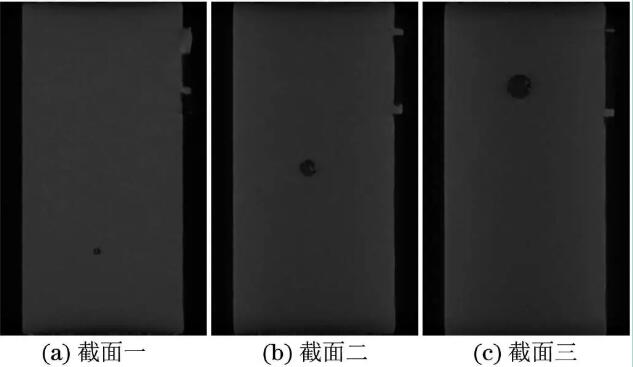
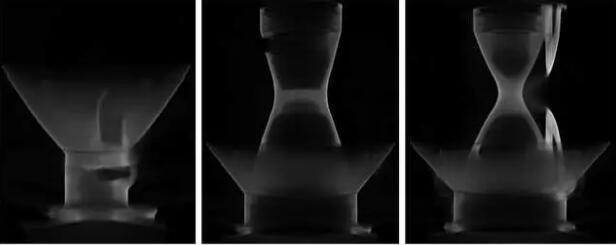
�D17 �����x�^(q��)�ۻ��������쌍�HͲ�w�Ӽ�����D
�Ӽ���155mm�������ȼs80mm����Ͳ�w�Ӽ��_չ���SCT�z�yԇ��늉�350kV�������0.6mA���ع�r�g1s���ɼ��Ƕ�1440�㣬SOD��380mm��SDD��863mm���D��ϲ���(sh��)3�����غϲ���(sh��)1��
�D18 Ͳ�w�Ӽ�CT�z�y�Y(ji��)��(��ҕ�D)
�D19 Ͳ�w�Ӽ�CT�z�y�Y(ji��)��(��ҕ�D)
�D20 Ͳ�w�Ӽ�CT�z�y�Y(ji��)��(��ҕ�D)
���ψD��ʾ����CT�D���������طֱ���������Ӽ��ă�(n��i)���Y(ji��)��(g��u)����(ji��)��
![]() �Y(ji��)�Z
�Y(ji��)�Z
�����Ѽy�Ǽ����x�^(q��)�ۻ����������б��^���͵ă�(n��i)��ȱ�ݣ����I(y��)CT���g(sh��)����Ч�z�y�������x�^(q��)�ۻ����������еĿ����Ѽy�ȵ���ȱ�ݣ��������ر���ȱ�ݵļ���(ji��)���������x�^(q��)�ۻ���������a(ch��n)ƷƷ�|(zh��)���C����Ҫ�ֶΡ�
(؟(z��)�ξ���admin)

��һƪ��Carbon���ڻI��20�|��E݆���Y�����ҽ�a���ǫF��I(y��)���|(zh��)
 �������W(xu��)�_�l(f��)����ʳ����
�������W(xu��)�_�l(f��)����ʳ���� Ashley Furniture�������^
Ashley Furniture�������^ �������о��ˆT����^�m(x��)��
�������о��ˆT����^�m(x��)�� ITAMCO���նɴ�W(xu��)��������
ITAMCO���նɴ�W(xu��)�������� �h����ُ����һ3D��ӡ��˾
�h����ُ����һ3D��ӡ��˾ ���ô��l(w��i)�����l(f��)���t(y��)���O(sh��)��
���ô��l(w��i)�����l(f��)���t(y��)���O(sh��)��
- ���������W(xu��)�_�l(f��)����ʳ�������ߵ�3D��ӡ
- ��Ashley Furniture�������^����ʹ��3D��
- ���������о��ˆT����^�m(x��)���M��ͯ3D��ӡ
- ��ITAMCO���նɴ�W(xu��)������������܊�_�l(f��)3D
- ���h����ُ����һ3D��ӡ��˾������3D��ӡ
- �����ô��l(w��i)�����l(f��)���t(y��)���O(sh��)��3D��ӡ����ָ
- ��ӡ�ȹ�˾�_�l(f��)���ڽ�Ĥ��ֲ������3D��ӡ
- ��NASA 3D��ӡ�C�����������Ą�(chu��ng)�vʷ
- ���������W(xu��)�_�l(f��)����ʳ�������ߵ�3D��ӡ
- ��Ashley Furniture�������^����ʹ��3D��
- ���������о��ˆT����^�m(x��)���M��ͯ3D��ӡ
- ��ITAMCO���նɴ�W(xu��)������������܊�_�l(f��)3D
- ���h����ُ����һ3D��ӡ��˾������3D��ӡ
- �����ô��l(w��i)�����l(f��)���t(y��)���O(sh��)��3D��ӡ����ָ
- ��ӡ�ȹ�˾�_�l(f��)���ڽ�Ĥ��ֲ������3D��ӡ
- ��NASA 3D��ӡ�C�����������Ą�(chu��ng)�vʷ
- ��Markforged��Carahsoft��������������
- �������m�մ�3D��ӡ����(w��)��Kwambio���_ʼ
- ���W�ؿ�Memento������Ƭ����3Dģ�͵���
- ��3D��ӡģ�ͷ���ƽ�_ThingiverseӋ���_
- ���P�cʮ�����ܚgӭ��3D��ӡSTL�ļ����d
- ���ƌW(xu��)��ʹ��3D��ӡ���g(sh��)�_�l(f��)�˹��I�K
- ����Bһ��DLP 3D��ӡ�C����ܛ��nanoDLP
- ��ȫ�������iOSϵ�y(t��ng)�����L3D��ģܛ��u
- ��e-NABLE 3D��ӡ�x֫ ��׃ǧ�f�˵�����
- ������3D��ӡ�C��ā��ˣ�����ۃrҲҪ13
- ���R˹��W(xu��)�W(xu��)���_�l(f��)���ɜyԇ3D��ӡ���ֵ�
- ��Ӣ���t(y��)ԺӋ����3-4�ꌍ�F(xi��n)����3D��ӡ��


