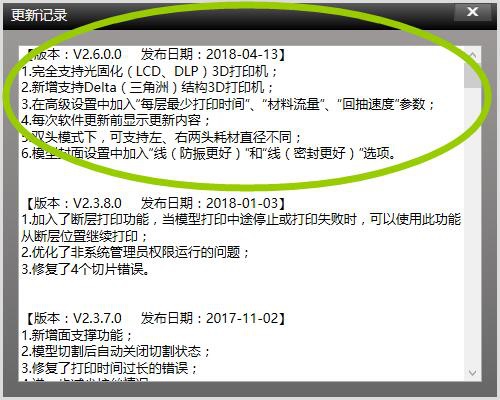
�������ӛ������3D��ӡ��Ƭܛ���ٴ�ˢ���ИI�¼o䛣�
����3D��ӡ�аl�F��Խ���Ʒ�|�A�Ĵ�������Ƭ������ϵ�y��������V2.6.0.0�汾���˴θ����ݶ��_6헣�����o�붹����Bһ����������헸��O�á�
3D��ӡ���������ѽ��lչ�˔�ʮ���͵ļ��g�������Ҋ�Ĺ�ˇԭ���������ڳ��e��FDM����
���ڳ��e��FDM�����g���ß��ۇ��^��ʹ�����Բ��Ͻ��ۻ����ɴ�ӡ���^�ȔD�������������e��ָ��λ�ú�̻����͡��@�N��ˇ����ڔD����ķ�ʽ���䃞�c�Ǵ�ӡ�^�̰�ȫ�o�����ɱ������������IJ������ʸߡ����ɲ����y�������^С����ӡ���ȷ����ɿء�
FDM����ԭ��
FDM���g�ּ��֞�ɷN����ϵ�y���������Ϻ��h�����ϡ����dȤ�˽��ͬ�W���M�롰�롱�W��֮������x������ӡ��3Dģ��ֻ��40���ס���
����3D��ӡһֱ��3D��ӡ�I��߳���L�ƣ����������C�ͽԲ������ڳ��e��FDM�����g���F�ЮaƷ�֞�����ϵ�У���������I���Eϵ�С���ע��I�I���Zϵ���Լ�2018�����Ƴ��������t���I���Mϵ�С��������R�l�Ĺ���֮�£�����3D��ӡ�ѹ�ռ��3D��ӡ�ИI�İ�ڽ�ɽ��
���O�õ�� ���
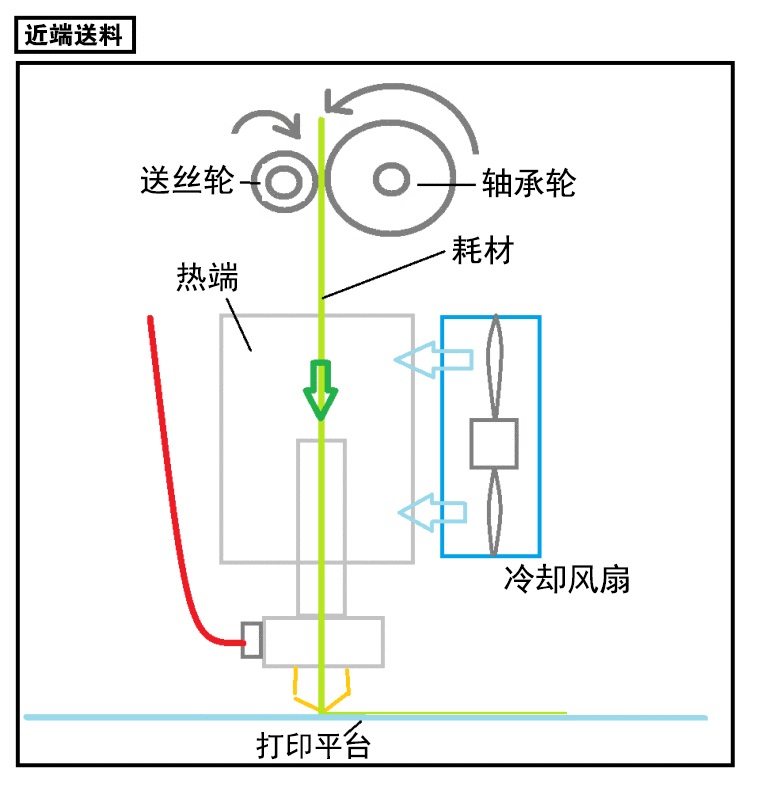
�f����ô��Ӳ���������҂����vһ�vܛ�������θ��£���FDM��Ƭ���O���������ӡ�ÿ�����ٴ�ӡ�r�g���������������������س��ٶȡ�����������ÿ���������������á�
FDMԭ������������������
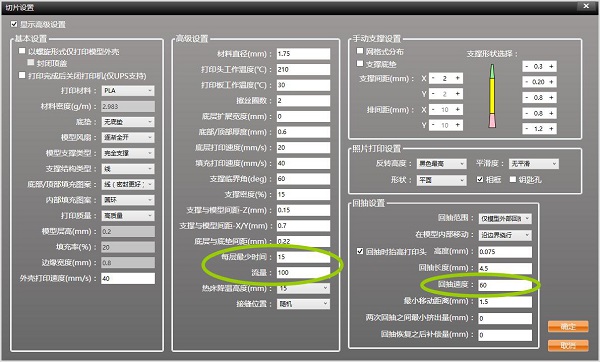
1.ÿ�����ٴ�ӡ�r�g
Ĭ�J��ֵ15����λ���룬ָ���Ǵ�ӡһ������Ҫ�ĕr�g��FDM��ӡ���g��ԭ���DZ��ӟ��Һ�w�ĺIJĹ̻������Ӵ�ӡ���^�̣���ÿһ�ӹ̻�����Ҫ�r�g�����ÿ�Ӵ�ӡ�ٶ��^�죬���������һ�ӺIJě]����ȫ���̣��˕r�IJ�ճ�B�Բ��ѣ��^�m��ӡ���R�Ɍ�Һ�w�IJĕ����ڣ��^���������ݣ����ģ�ͱ����|�����ѣ����w�߶ȿs�p��

��ӡ�ٶ��^�����ʧ���İ���
2.��������
Ĭ�J��ֵ100����λ�ǰٷֱ���ָ����ͬһ�r�g�IJĵĔD������һ���IJ�ֱ����1.75mm�����ڛ]�нyһ�˜ʣ������ϵĺIJ���ݬ���R����С��һ�������F�ɷN��r��
�� �����Ñ����úIJČ��Hֱ��1.65mmС��һ��ֵ����ӡ�кIJ������㣬�t��Ҫͨ�^�����������a��
�� �����Ñ����úIJČ��Hֱ��1.85mm����һ��ֵ����ӡ�кIJ������࣬�t��Ҫͨ�^�pС�����Թ�����
����O��ֻ�m���ںIJ�ֱ�����F��ƫ������r�����h�Ñ��O�Õr����100%���Ҹ��ģ���Ҫƫ�x̫�ࡣ
��ʾһ�£�����3D��ӡܛ����Ĭ�J�ĺIJ�ֱ����1.75mm������IJ�ֱ���c1.75mm���̫�࣬Ո�Ñ��������úIJĵČ��Hֱ���ڲ���ֱ�����M�и��ġ�
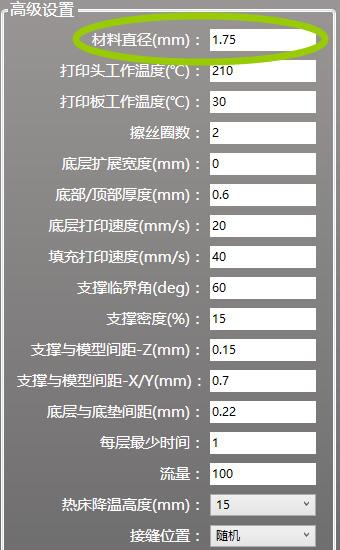
����ֱ��Ĭ�Jֵ��1.75mm
3.�س��ٶ�
Ĭ�J��ֵ60����λ�����ÿ�룬ָ���ǻؽz늙C��غIJĵ��ٶȡ����S�Ñ����ʿ��ƺIJĵ����������h�l���чLԇʹ�á�
��������3D��ӡ���g�аl���ĵĜyԇ�Y������������س��ٶ��^�����IJě]�м��r����ص����^�ȣ��˕r��ӡ�^�����������Ƅӣ��Ķ��a�����z�ȬF������س��ٶ��^�죬�IJě]�м��r���ͳ�����ӡ�^�o���Ƅӣ��t�������ģ�;ֲ����ӵȆ��}�����������՚⎧�M��ӡ���^����ˣ������h�Ñ��S����Ĵ�헅�����

�~�~�~
���롱�n�õ��@��ͽY����
�P��������������
�҂��������v

���ա���̩ɽ
������ڷ�����
������ͥ�����M�M�~
С�뻯�����Ӿ�

(؟�ξ���admin)

 �������S������3D��ӡ�C��
�������S������3D��ӡ�C�� �����L�ʿƼ�����Kickstar
�����L�ʿƼ�����Kickstar �A�пƴ���ڷ۴���������
�A�пƴ���ڷ۴��������� 3D��ӡ�o�˙C��Ч�Nֲ ��
3D��ӡ�o�˙C��Ч�Nֲ �� ���w���w���֮���ʥ��
���w���w���֮���ʥ�� �^�����նY�������҂��o�V
�^�����նY�������҂��o�V- ���������S������3D��ӡ�C����̫��ܰ��
- �����h�r���@���I��2019Demo China����܊
- �������L�ʿƼ�����Kickstarter��Orange
- ���A�пƴ���ڷ۴��������������̼�w�S
- ��3D��ӡ�o�˙C��Ч�Nֲ ���ٌ��Fɭ���Y
- �����w���w���֮���ʥ����ʥ��һ����
- ���^�����նY�������҂��o�V������������
- ���Ї�Ʒ��500���V�����H�����L�n�V� �
- ���������S��FYT��ꠔy��3D��ӡ�C�ƄәC
- ���������S����̻�3D��ӡ�C��ԭ����ʥĸ
 �������S��FYT��
�������S��FYT�� �������S����̻�
�������S����̻� �������w���W��3D
�������w���W��3D- ���P�c2015�Ї�3D��ӡ��Iʮ���
- ��3D��ӡ�P����ָ����������׃��F��
- ��������ܛ��о�Ƽ��A����������3D��ӡ�C
- ���������S������3D��ӡ�C����̫��ܰ��
- �����h�r���@���I��2019Demo China����܊
- ��3D��ӡ��γɾ��[�����ף�
- ���IJ�3D��ӡ�C��3D��ӡȤζ�������
- ����ʿ�Ѱl��3D��ӡ���� ����OA��Ȧ
- ����ӰƷ�����ƾ���3D��ӡ�C
- ���@��3Dģ�ʹ�ӡ��������ҹ����KЧ����


