ʹ�ÙC(j��)���˚��w���o(h��)����늻���������������ڹ��I(y��)��(y��ng)�õĽ��ٲ���
����GMAW�ļ��g(sh��)���и��ߵij��e���ʣ���˱Ț��w�u�O늻�����GTAW���͵��x�ӻ�����PAW���������m���������ߴ�Ľ���������_��GMAWӡˢ����ă�(n��i)���|(zh��)���ܸ��Ǻ���Ҫ�ģ��@���Ǟ�ʲô�б�Ҫ���õ��˽����^�Y(ji��)��(g��u)��ԭ��-�e�Ǯ�(d��ng)ԓ����ڳ��ؗl����ʹ�Õr(sh��)������ԓ���g(sh��)�ɱ��^�ͣ������Խ��һֱʹ��ԓ���g(sh��)����������̑�(y��ng)ԓ�˽�ԓ��������ȡ�����õ�Ч��������ˣ����о���Ŀ�����о�ͨ�^(gu��)����GMAW���������칤ˇ����ı�������ă�(n��i)���|(zh��)�����@�(xi��ng)�о��@�õĽY(ji��)��ʹ�҂��܉��C������(j��)AMԭ��ʹ��GMAW�C(j��)�������������/�������������Ŀ����ԡ�
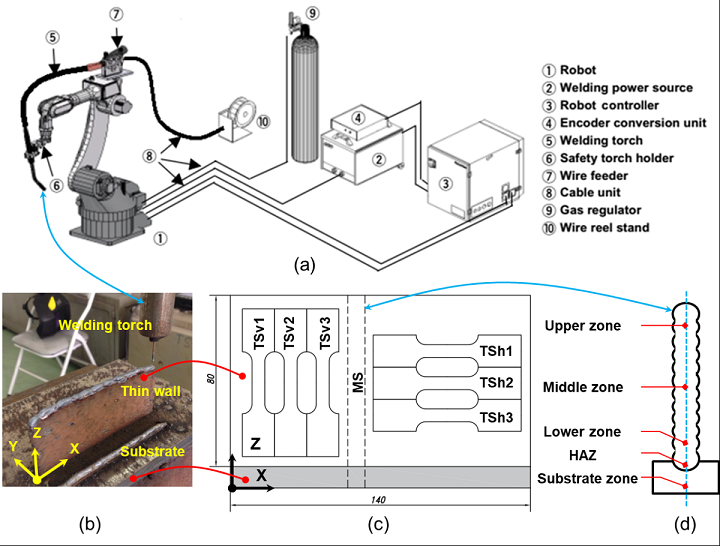
�D1.��a������GMAW����������ϵ�y(t��ng)��ʾ��D����b������ı��ژ�Ʒ����c���и��Ʒ��λ�ã�����d���傀(g��)�^(q��)�������^���@�M�����y(c��)���и�����Ӳ�Ș�(bi��o)����
һ��(g��)���I(y��)GMAW�C(j��)����ʹ��늻��������죨WAAM����ˇ���ڵ�̼䓻������õ�̼��~���z�����˱��ڲ����� 6�S�C(j��)����ʹ�ú���Ļ����ϳ��e�ӣ����������±��в鿴���ӹ�ˇ����(sh��)��
�� GMAW����c����֮�g�ľ��x��12���ס����e�����Ҝ����M(j��n)�еģ��o(w��)���A(y��)����ġ��� Le����f(shu��)�� ��һ������˺��ӌӵij��e�����挢�s�������ڳ��e��һ�ӵ����c(di��n)��ͣ���r(sh��)�g��60�롣�ڃɂ�(g��)�B�m(x��)��֮�gʹ�õ�ͣ���r(sh��)�gּ����s���������۷e�ğ������f���h(hu��n)���С���ʹ�þ��и��늼ӹ���EDM���C(j��)�ı��ژ�Ʒ���и���ɽM�����Ʒ���Ա����߿���ʹ�Ô�(sh��)���@Ӳ�Ȝy(c��)ԇ�x��(l��i)�y(c��)���������ϵ�Ӳ�ȣ����м�(x��)�^����Ӳ�ȡ��ù�W(xu��)�@�R�^���Y(ji��)��(g��u)�����y(c��)ԇ���������ܡ�
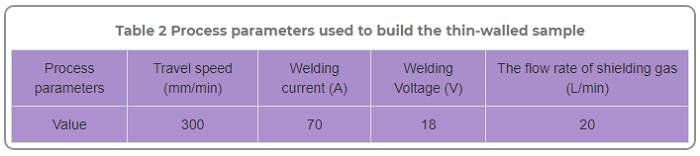
�D2������ԇ�ӵijߴ硣
Le��(xi��)���������и��@Щ��(bi��o)��֮ǰ���Ȍ�(du��)��(n��i)�ñ��ڵăɂ�(g��)��(c��)���M(j��n)�ЙC(j��)е�ӹ��ԫ@����Ч���ȵă�(n��i)�ñ��ڲ��ϡ���
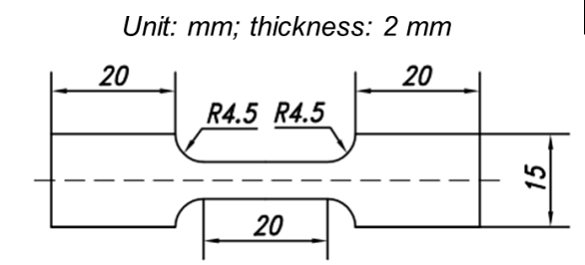
�D3.���傀(g��)�^(q��)�����^�쵽�Ľ������ϵ��^�Y(ji��)��(g��u)����a���ϲ��^(q��)��b�����g�^(q��)��c���²��^(q��)��d����Ӱ푅^(q��)��HAZ���ͣ�e�����ׅ^(q��)��
���傀(g��)��ͬ�^(q��)���^�쵽�˘�Ʒ���^�Y(ji��)��(g��u)���ϲ��^(q��)��������N��͵��F���w���������ҟ����s���ʵ�׃���ܴ��д�ֱ�ڻ��w�ֲ��ġ�������Ҫ�W���w֦���ČӠ�Y(ji��)��(g��u)�������g�^(q��)���ЃɷN��������Ҫ�����ǡ��F���w���w���Y(ji��)��(g��u)���ھ���̎������������w�����²��^(q��)�����s�ٶȱ��ϲ��^(q��)�������@�M�����ɡ�������F���w�����M�ɵģ����зֲ������ı�Ƭ���c��������w�l���桱���@Щ���������g�^(q��)��ľ�����(x��)����?y��n)��̎�ğ�_��ֵ�^�ߡ��ڟ�Ӱ푅^(q��)��HAZ���У��^�Y(ji��)��(g��u)�ĊW���w�D(zhu��n)׃?y��u)��R���w�������ׅ^(q��)�����F���w/����r�����^�Y(ji��)��(g��u)�C�c���g�^(q��)����ľ���ֲ�����ȫ�෴��
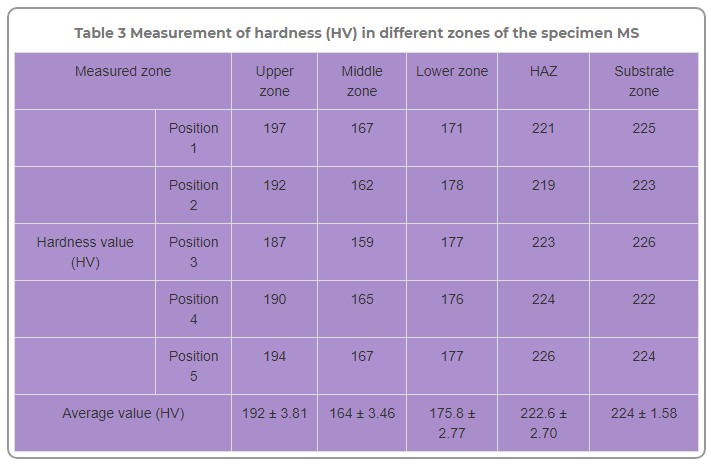
�ϱ��@ʾ���傀(g��)�^(q��)���е�Ӳ�ȣ�HV���y(c��)�����ϲ��^(q��)���HV��ߣ������g�^(q��)���HV��ͣ�����HAZ��ֵ�Ե��ڻ��ׅ^(q��)����Ʒ������C(j��)���M(j��n)���˜y(c��)ԇ��Le߀�ó��˹��̑�(y��ng)׃-��(y��ng)��������

�D4���Ãɂ�(g��)ԇ��TSv1��TSh1�M(j��n)������ԇ�(y��n)����a����ԇ�Ӱ��b������ԇ�(y��n)�C(j��)�ϣ���b������ԇ�(y��n)�������ԇ�ӣ��Լ���d�����̑�(y��ng)��-��(y��ng)׃������
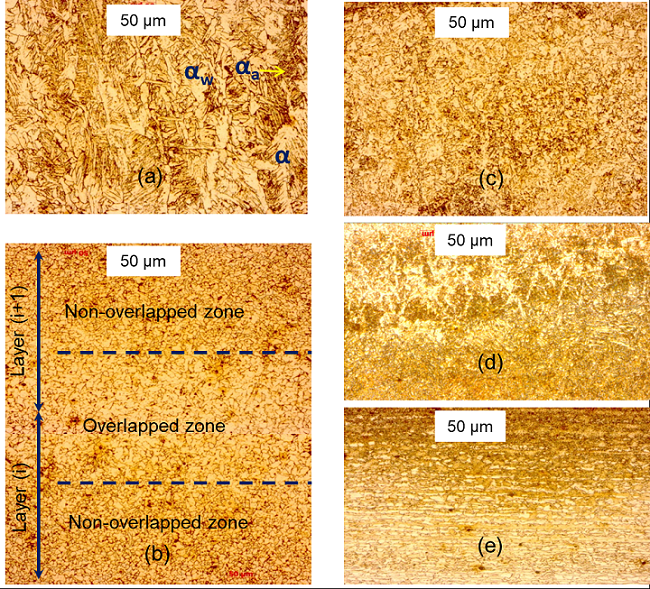
��Ӳ�ȣ�������164��3.46 HV��192��3.81 HV֮�g����������(qi��ng)�ȣ�0.2����YSƫ����340��2��349.67��1.53������(n��i)���͘O�����쏊(qi��ng)�ȣ�UTS��429��1��477��������(n��i)�� 2������GMAW���������첿�����c����̼���ȡ���������f(shu��)�������ڽ������ϵ��^�Y(ji��)��(g��u)������ֱ��ˮƽ��Ʒ֮�g��YS��UTS����Ҳ�����@��������ң�ͨ�^(gu��)����GMAW��AM��ˇ����ı��ڲ����ęC(j��)е�����cͨ�^(gu��)���y(t��ng)��ˇ���������͙C(j��)�ӹ������������ęC(j��)е�����ஔ(d��ng)����
�Ї�(gu��)3D��ӡ�W(w��ng)�c(di��n)�u(p��ng)�� �@�(xi��ng)�о��l(f��)�F(xi��n)������GMAW�ęC(j��)����AM����Ľ��ٲ�������(du��)�ڌ�(sh��)�H��(y��ng)�þ������ęC(j��)е���ܡ���ʹ��GMAW�C(j��)���ˌ�(du��)3D��ӡ����M(j��n)�й��I(y��)��(y��ng)���ǿ��еġ�
�Ї�(gu��)3D��ӡ�W(w��ng)ԭ��(chu��ng)���£�
(؟(z��)�ξ���admin)

��һƪ����(gu��)����܇3D��ӡ�����C(j��)�����R/����/������/�ծa(ch��n)/�e��/���r(sh��)��/�~�P݆�Ȍ��Є�(d��ng)
 NASA�cICON(li��n)�����M(j��n)̫��3D
NASA�cICON(li��n)�����M(j��n)̫��3D �ڰˌ��t(y��)Ժ3D��ӡՓ������(g��)
�ڰˌ��t(y��)Ժ3D��ӡՓ������(g��) 3D��ӡ���^Stratasys��ُ(g��u)
3D��ӡ���^Stratasys��ُ(g��u) Nature�ӿ���3D��ӡ���g(sh��)��
Nature�ӿ���3D��ӡ���g(sh��)�� ȫ��ɴ�3D����x���^�ϲ�
ȫ��ɴ�3D����x���^�ϲ� ����(gu��)��ͨ���L(zh��ng)�Q��F(xi��n)AA����
����(gu��)��ͨ���L(zh��ng)�Q��F(xi��n)AA����
- ��NASA�cICON(li��n)�����M(j��n)̫��3D��ӡ�������
- ���ڰˌ��t(y��)Ժ3D��ӡՓ������(g��)�Ի��t(y��)���ѳ�
- ��3D��ӡ���^Stratasys��ُ(g��u)�Ʈa(ch��n)��I(y��)Forwa
- ��Nature�ӿ���3D��ӡ���g(sh��)�����ɴ���Ƥ�w
- ��ȫ��ɴ�3D����x���^�ϲ����΄�(chu��ng)ĸ��˾
- ������(gu��)��ͨ���L(zh��ng)�Q��F(xi��n)AA������3D��ӡ�ceBa
- �������WASP�c�炐�ȁ���W(xu��)������3D��ӡ
- ��Formlabs��ϯ��(zh��)�йٷQ��˾���������Q(m��o)��
- ��NASA�cICON(li��n)�����M(j��n)̫��3D��ӡ�������
- ���ڰˌ��t(y��)Ժ3D��ӡՓ������(g��)�Ի��t(y��)���ѳ�
- ��3D��ӡ���^Stratasys��ُ(g��u)�Ʈa(ch��n)��I(y��)Forwa
- ��Nature�ӿ���3D��ӡ���g(sh��)�����ɴ���Ƥ�w
- ��ȫ��ɴ�3D����x���^�ϲ����΄�(chu��ng)ĸ��˾
- ������(gu��)��ͨ���L(zh��ng)�Q��F(xi��n)AA������3D��ӡ�ceBa
- �������WASP�c�炐�ȁ���W(xu��)������3D��ӡ
- ��Formlabs��ϯ��(zh��)�йٷQ��˾���������Q(m��o)��
- ��Roblox�Ƴ��_(k��i)ԴCube 3Dģ���ߣ�֧��A
- ��Sodick����Ɍ�(du��)����3D��ӡ�C(j��)������Prim
 ����(gu��)��܊2860�f(w��n)��
����(gu��)��܊2860�f(w��n)�� ����(gu��)܊����I(y��)��(qi��ng)��(qi��ng)
����(gu��)܊����I(y��)��(qi��ng)��(qi��ng) ����(gu��)���Y450�f(w��n)��
����(gu��)���Y450�f(w��n)�� GoEngineerͨ�^(gu��)��
GoEngineerͨ�^(gu��)�� 3DʳƷ��ӡ����
3DʳƷ��ӡ���� ����(n��i)��÷¡�о���
����(n��i)��÷¡�о���- ������(gu��)���Y450�f(w��n)��Ԫ������������һ�w��
- ����һ��ǧ���һ�����Ф���~�Z(y��)��ጽ��x
- ��ī�����ʼ�������W(xu��)����ģ�M���ӄ�����
- ���о��ˆT�����µĻ��ڈD��ęC(j��)���W(xu��)��(x��)��
- ��3D��ӡ�·�� (PCB)������֪�����@�ﶼ
- ���N��Ҋ(ji��n)�ļ����۸����g(sh��)��B
- ��3D��ӡ�M(j��n)���������켼�g(sh��)������?t��ng)�B(t��i)
- ��ِ�{�IJ�ɫ�����ӡ�a(ch��n)Ʒ�ڴ��\(y��n)��(hu��)���࣬
- ������(gu��)BIOLIFE4D��˾����3D��ӡ���K����
- �����Ų��l(f��)�������������c�������족���c(di��n)


