�����၆������W(xu��)����3D��ӡˮ����ϵ����r�������
ղ��˹��Jenkins��չʾ����ľ������3D��ӡ��һ������D����ָ���S���(xi��ng)Ŀ���@������ʾ�ԡ��������挍(sh��)�ĬF(xi��n)��(sh��)�M(j��n)�У�ȱ����(du��)δ��(l��i)�Y(ji��)�������漰�O(sh��)Ӌ(j��)�������ԣ������������˸��M(j��n)�Ĝy(c��)ԇ���������H���Ը��õش_���O(sh��)Ӌ(j��)�еİ�ȫ�Ժ��L(zh��ng)��ʹ�ã������Ñ�߀���и���ĝ���������������ĺ�̎�ͳɹ���

3D��ӡ�Ļ���������������(l��i)��Buswell����[5]����Ƭ�����е�ԭʼ��(l��i)Դ��
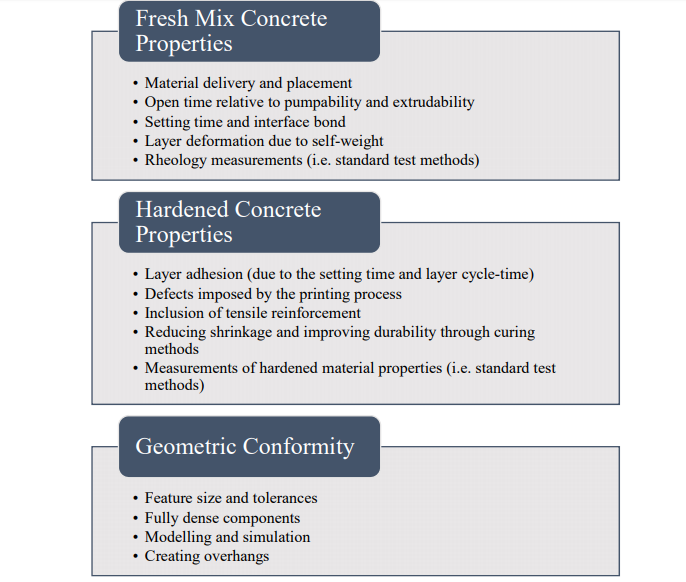
3D��ӡˮ���ڽ����I(y��)�е�ʹ�ã������Ǟ�ɳ��m(x��)�l(f��)չ��ס���Լ������Ի�������Ȳ�������ɫ���(xi��ng)Ŀ���c�C(j��)���˼��g(sh��)�ļ��ɵȣ��ѱ����ӛ��ڰ�����?y��n)��@�N���g(sh��)���о�ă�(y��u)��(sh��)���磺
.�ӿ옋(g��u)���ٶȲ����Ч��
.��ߜ�(zh��n)�_��
.�p�ٲ������M(f��i)
.ģ��ɱ�����
.�p���ˌ�(du��)�w���ڄ�(d��ng)��������ˣ��p���˹����܂����L(f��ng)�U(xi��n)��
ͬ�r(sh��)������(zh��n)������
.���P(gu��n)���r��������ܵġ���(du��)��Ҫ��
.ȱ���������|(zh��)�����Ƙ�(bi��o)��(zh��n)
.���ڲ�������(qi��ng)���½����a(ch��n)�����|(zh��)���Ϻ�����Ŀ�����
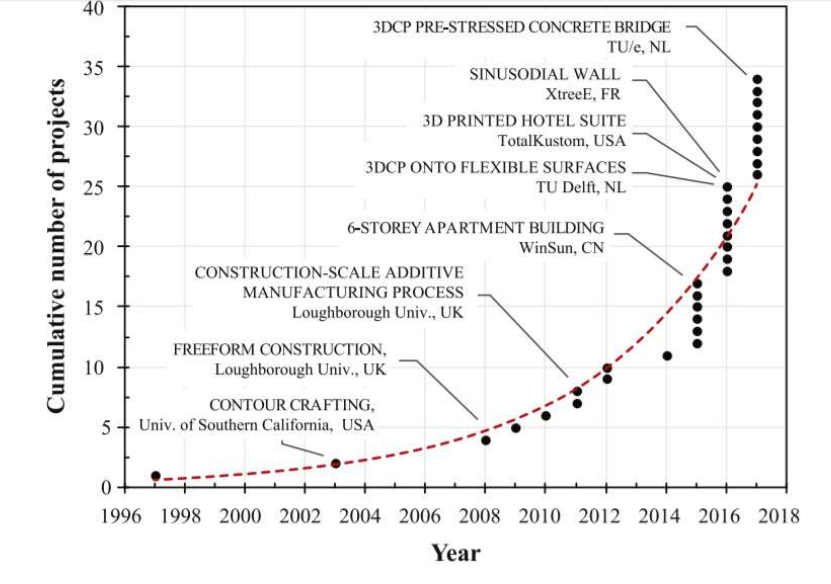
�S��ˮ���3D��ӡ���^ȥʮ���У�������������꣩�ij��m(x��)���У���ʹ�����S�����
ղ��˹�f�������磬���ϔD����ճ�Y(ji��)�����䣨Ҳ�Q�����Ӵ��ۺϣ���3DCP�ăɷNAM��ˇ��ʹ���ķN��ˇ�IJ���Ը�׃?c��)��|(zh��)�����C/�|(zh��)���������g��Ҫ���]��Щ����(sh��)�����ǣ����ϔD����ˇһֱ��3DCP��õ�AM��������Jenkins�^�m(x��)�P(gu��n)ע��AM�^���У���������Ӳ����ܛ��������O(sh��)Ӌ(j��)���ęn�O(sh��)Ӌ(j��)�Լ��y(c��)ԇ��ʹ�û���������ȱ��һ���ԡ�
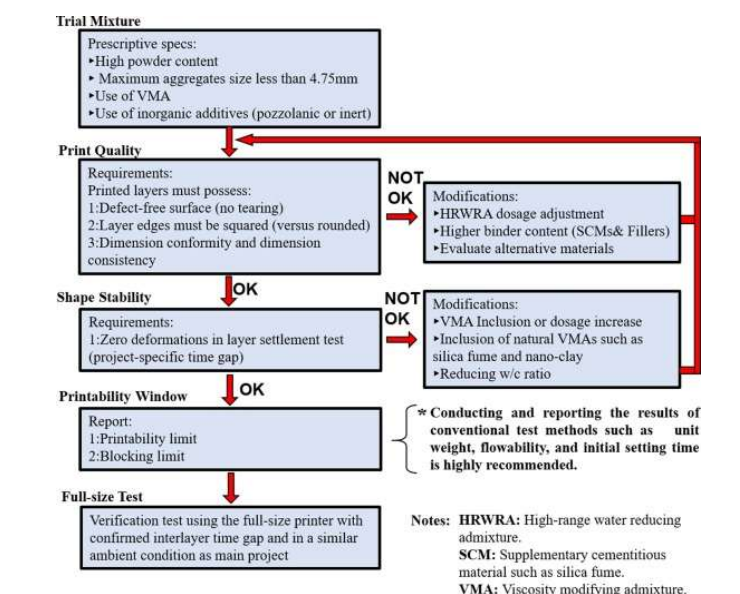
��������O(sh��)Ӌ(j��)�ԝM������AM���ܵĵ����^�̡� ��ժ��Zhang����[24]���ľ���Kazemian����[3]����
Jenkinsָ������ӛ��^ȥ���F(xi��n)�ں͌���(l��i)���о��^�̣����ϣ��y(c��)ԇ�����ȣ�����ͨ�^ʹ���z�Y(ji��)���ρ�(l��i)��QAM�ij��m(x��)�l(f��)չ�������о��Ęӱ���ʹ�á���մ���e�������죨SkyBAAM����ϵ�y(t��ng)��(chu��ng)���ġ���һ�A�εĜy(c��)ԇ����{����W(xu��)��UTK���Ĺ��S�M(j��n)�У��ڶ��A�εĜy(c��)ԇ��Virginia Tech��VT���Ĺ��S�M(j��n)�С�
���Ƶ�z�S��|���ң�")
Skybaam����վ֮һ������xyƽ�棨�����ؙC(j��)���Ƶ�z�S��|���ң�

����D���D
���X��(gu��)�Ҍ�(sh��)�(y��n)��߀��(chu��ng)����һ�N����O(sh��)Ӌ(j��)�����ڱ��о��е����И�Ʒ�͜y(c��)ԇ�������SkyBAAM�^�̡��ڵ�һ�A�Σ��y(c��)ԇ�˰˂�(g��)�ӱ������Иӱ������ڼ��d��һ���ɷ�犃�(n��i)Ѹ��ʧЧ�����о��ˆT����w�����^�ߵļ��d�ʣ�����(l��i)��Ҫ��(du��)���M(j��n)�и��ġ������ڵ�һ�A�εij����Y(ji��)������Ʒ�Ƃ乤�������_չ�����ǣ�ؓ(f��)�d�ʘO�ߣ��]�и���(j��)ÿ��(g��)���Č��Ⱥ߶��M(j��n)���{(di��o)�������⣬�H�ҵ�����ģ���������ṩ̫�����P(gu��n)�d������ڌ�֮�g������D(zhu��n)�Ƶ���Ϣ����ղ��˹����f��
ҕ�X�Ͽɽ��ܵ�ӡˢƷ
������B����ƺ����^����A�������ڸߘ�(bi��o)��(zh��n)43ƫ���ֵ�ڽy(t��ng)Ӌ(j��)�W(xu��)�ϛ]�в�����ڸ��d���ʺͲ��_���ĽY(ji��)������Ҫ�M(j��n)һ���о����e�ǣ���Ҫ�M(j��n)һ���о�������ȱ�����Ӱ�ÿ��(g��)��������ܡ���
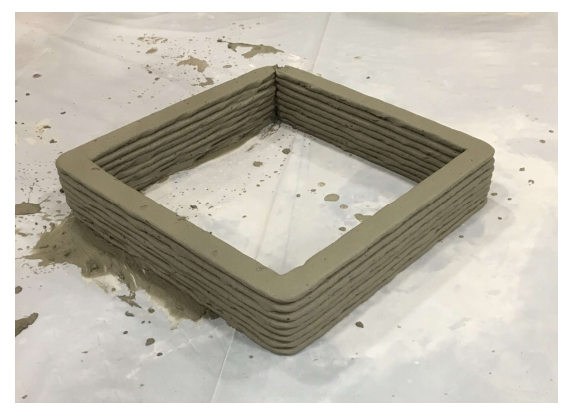
��(bi��o)��(zh��n)��0.75 ft3ɰ�{�Ļ�ϱ���
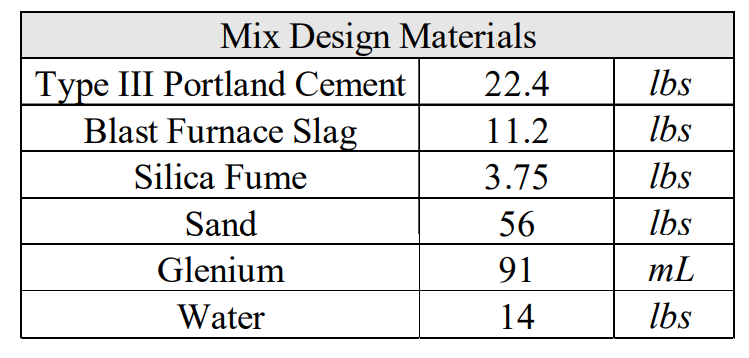
�ڵڶ��A���У�ʹ�������N�����M(j��n)���u(p��ng)��������(d��ng)�ԣ����̕r(sh��)�g�����ڿ�����(qi��ng)��-������3D��ӡ��ʹ�ø��Nɰ�{�Ĺ�Ч��ղ��˹ָ�������ڜy(c��)���Ϳ��]���ϵ�ˮ�֠�r�r(sh��)������׃���^С������Ȼɰ���O(sh��)��Ҳ������1�M�͵�2�M֮�g�ı���������67��������ɰ�Ľ�����71����ղ��˹���h�����������(f��)�ϲ��ϵĻ���(y��ng)���]ˮ�ֆ��}���Ԍ�(sh��)�F(xi��n)���̶ȵă�(y��u)����
[��(l��i)Դ/�DƬ�������Ӳ���������z�����ϵ����r������Ժ;��Д�(sh��)�ֈD�����P(gu��n)�Եď���������]
ղ��˹���Y(ji��)�f������(du��)���@�(xi��ng)�о���ʹ����С��λ������132 pcf�܉��Ե^(q��)�־������@ȱ�ݵĘ�(bi��o)�����@Щȱ���c�^��Y(ji��)���͜y(c��)ԇǰ��ע�����(xi��ng)�������P(gu��n)�����磬�چ�λ����С��132 pcf�ĽM�͆�λ��������132 pcf�ĽM֮�g������ģ��B�ķ���������86������(bi��o)��(zh��n)ƫ��pС��68�����M(j��n)һ��������Ҫ��(sh��)ʩ�|(zh��)�����C/�|(zh��)�����ƴ�ʩ�����ǣ���90�r(sh��)��132 pcf��(du��)�������ҝ{���Կ��ܲ�����ͬ�Ľ�ֹ�c(di��n)�����һ��ڔD�����g(sh��)����(du��)��ÿ��(g��)��ͬ��3DCPϵ�y(t��ng)�������ܕ�(hu��)�l(f��)��׃������(du��)��3D��ӡ�������Y(ji��)��(g��u)�Č�(sh��)�F(xi��n)�����ڏ�(f��)�ϲ��ϵĸ����ԣ���(qi��ng)�ҽ��h�O(sh��)Ӌ(j��)�Ǻ��d����ĺ���(sh��)����
(؟(z��)�ξ���admin)

��һƪ��Ӣ��(gu��)3D��ӡ��(g��)�Ի�����ըˎ����(chu��ng)���µı��ƿ�����
 NASA�cICON(li��n)�����M(j��n)̫��3D
NASA�cICON(li��n)�����M(j��n)̫��3D �ڰˌ��t(y��)Ժ3D��ӡՓ������(g��)
�ڰˌ��t(y��)Ժ3D��ӡՓ������(g��) 3D��ӡ���^Stratasys��ُ(g��u)
3D��ӡ���^Stratasys��ُ(g��u) Nature�ӿ���3D��ӡ���g(sh��)��
Nature�ӿ���3D��ӡ���g(sh��)�� ȫ��ɴ�3D����x���^�ϲ�
ȫ��ɴ�3D����x���^�ϲ� ����(gu��)��ͨ���L(zh��ng)�Q��F(xi��n)AA����
����(gu��)��ͨ���L(zh��ng)�Q��F(xi��n)AA����
- ��NASA�cICON(li��n)�����M(j��n)̫��3D��ӡ�������
- ���ڰˌ��t(y��)Ժ3D��ӡՓ������(g��)�Ի��t(y��)���ѳ�
- ��3D��ӡ���^Stratasys��ُ(g��u)�Ʈa(ch��n)��I(y��)Forwa
- ��Nature�ӿ���3D��ӡ���g(sh��)�����ɴ���Ƥ�w
- ��ȫ��ɴ�3D����x���^�ϲ����΄�(chu��ng)ĸ��˾
- ������(gu��)��ͨ���L(zh��ng)�Q��F(xi��n)AA������3D��ӡ�ceBa
- �������WASP�c�炐�ȁ���W(xu��)������3D��ӡ
- ��Formlabs��ϯ��(zh��)�йٷQ��˾���������Q(m��o)��
- ��NASA�cICON(li��n)�����M(j��n)̫��3D��ӡ�������
- ���ڰˌ��t(y��)Ժ3D��ӡՓ������(g��)�Ի��t(y��)���ѳ�
- ��3D��ӡ���^Stratasys��ُ(g��u)�Ʈa(ch��n)��I(y��)Forwa
- ��Nature�ӿ���3D��ӡ���g(sh��)�����ɴ���Ƥ�w
- ��ȫ��ɴ�3D����x���^�ϲ����΄�(chu��ng)ĸ��˾
- ������(gu��)��ͨ���L(zh��ng)�Q��F(xi��n)AA������3D��ӡ�ceBa
- �������WASP�c�炐�ȁ���W(xu��)������3D��ӡ
- ��Formlabs��ϯ��(zh��)�йٷQ��˾���������Q(m��o)��
- ��Roblox�Ƴ��_ԴCube 3Dģ���ߣ�֧��A
- ��Sodick����Ɍ�(du��)����3D��ӡ�C(j��)������Prim
 ����(gu��)��܊2860�f(w��n)��
����(gu��)��܊2860�f(w��n)�� ����(gu��)܊����I(y��)��(qi��ng)��(qi��ng)
����(gu��)܊����I(y��)��(qi��ng)��(qi��ng) ����(gu��)���Y450�f(w��n)��
����(gu��)���Y450�f(w��n)�� GoEngineerͨ�^��
GoEngineerͨ�^�� 3DʳƷ��ӡ����
3DʳƷ��ӡ���� ����(n��i)��÷¡�о���
����(n��i)��÷¡�о���- ������(gu��)���Y450�f(w��n)��Ԫ������������һ�w��
- ����һ��ǧ���һ�����Ф���~�Z(y��)��ጽ��x
- ��ī�����ʼ�������W(xu��)����ģ�M���ӄ�����
- ���о��ˆT�����µĻ��ڈD��ęC(j��)���W(xu��)��(x��)��
- ��3D��ӡ�·�� (PCB)������֪�����@�ﶼ
- ���N��Ҋ�ļ����۸����g(sh��)��B
- ��3D��ӡ�M(j��n)���������켼�g(sh��)����� �B(t��i)
- ��ِ�{�IJ�ɫ�����ӡ�a(ch��n)Ʒ�ڴ��\(y��n)��(hu��)���࣬
- ������(gu��)BIOLIFE4D��˾����3D��ӡ���K����
- �����Ų��l(f��)�������������c�������족���c(di��n)


