��ͬ��ŽǶ������ڳ��e����PEEK�ı����������^�Y�������W����(2)
��Ӌ�㣬FDM�����PEEK���w�e�Y������23.53%��27.76%֮�g���@Щ��ֵ����С��ע����͵�PEEK 450G���������31.9%��40.5%��[36]��Ȼ�����@�õ�I1146/I1598���ʣ����2���У�������FDM���첢�]�Ќ���PEEK��ӽY���ȵ����@��׃���w�e�ͱ�ӽY���ȽY���IJ����������Ƥ�Ӻͺ���Ч����ɵġ����⣬�w�e�Y���ȵĽ��Ϳ��������ڲ����������^�͵Ĵ��Ӝض���ɵ�[18]��PEEK��һ�N����Y���ğ��������ϣ���Cе������Ҫ�ɽY����ؕ�I[37]�����w�Y���ȵĽ��Ϳ��ܕ����Cе���ܵ��˻����~��ļӹ����̎�������Á��˷��@�����}��
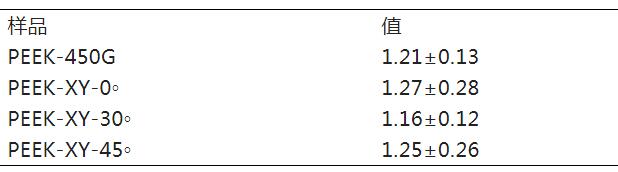
�� 2. �@�õ� I1146/I1598 ���α��ʡ�
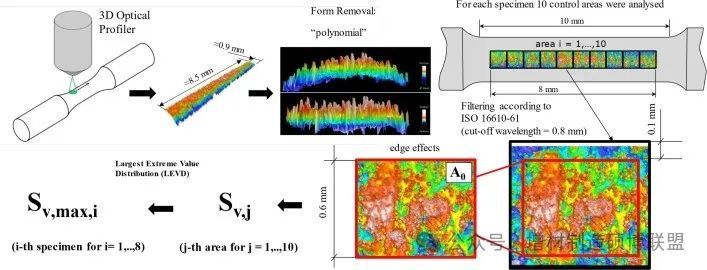
2.1.3. ��������������ֲڶȡ�Ӳ�Ⱥ͝����ԣ�
ʹ�ý��|ʽ�ֲڶȜy���O�䣨Mar Surf M 300C��Mahr GmbH��Göttingen��Germany���y������ֲڶȣ�ʹ�ð돽��2 µm�Ľ���ʯ�|ᘣ��z�y��e��4 �� 4 mm2��ʹ�ø�˹�V��������ֹ�L�Ȟ�0.8 mm�����ֲڶ��c���y�ȷ��x[31]��ʹ�ý��|ʽ�ֲڶȜy���b�Õr�����eע����ℝ�����档
������l�����S�����hʹ�÷ǽ��|���g����AFM��W݆���g�y������ֲڶȡ�ʹ���۠�-DӲ��Ӌ���Ї��Ϻ�SHSIWI����˾LXD-a���y�����Ӳ�ȣ����S�C�x��10���z���c��Ӌ���ֵ��
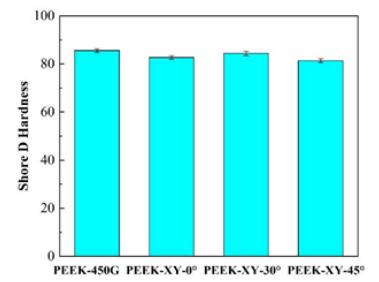
Ӳ�Ȳ��H�Dz��ϵľC�ϙCе����ָ�ˣ�Ҳ��Ӱ푲�����ĥ�Ե�����Ҫ���ء���D5��ʾ������FDM�r��PEEK�ı��Ӳ�����@���ͣ�p �� 0.28��������Cе���ܵ��˻����܌����^��ĥ�p������˹��P�����w�^��ʧЧ����Ҫ�M��Ԕ����Ħ���W�����о������Mһ���u��FDM�����PEEK��ĥ�p���ܡ�
���3��ʾ��FDM��ӡ��PEEK����ij�ʼ����ֲڶ�̎�ځ�����Ra��0.613��0.667µm�����M��ۺ�����w�Ļ��������|��Ҫ����ͨ�^ע�ܳ��ͺ͙Cе�ӹ��Ƃ��NuNec® PEEK�����g�P���w�������ֲڶȞ�Ra �� 0.585 µm[31]�����^����̎����Ra���Mһ�����͵�0.106��0.155 µm�ķ������@һ�Y���cʹ����ͬ��P220 FDM��ӡ�C�������īIһ�¡��������������PEEK��Ʒ��Ra����ֲڶȞ飨0.17 �� 0.08��µm[23]��
�� 3. FDM ����� PEEK ����ڒ���ǰ��ı���ֲڶ� (Ra)��

PEEK450G��FDM��ӡ��PEEK����Ľ��|�ǜy���Y���@ʾ��D6��ʾ������PEEK-XY-30��֮�⣬����FDM����r�����|�Ǜ]�����@�ĸ�׃��PEEK-XY-30���ע�ܳ��͵�PEEK 450G�Hˮ�Ը����������N��ͬ�Ĺ�Ž��У�XY-30�㌧�½��|����С����������ߣ������ڼ���ճ���������˹�ֲ������ԣ��m���ĝ����Ԍ��ڴ_�����õ������M���������P��Ҫ������Ӳ���ԓ�O����ˮ��O���Hˮ���@�Ӳ����ڵ����|���պ����¶���[38]��
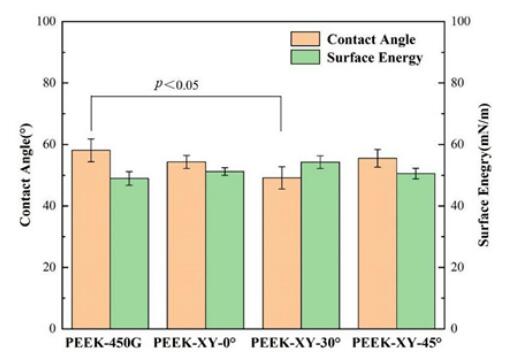
�D6. PEEK 450G��FDM�����PEEK����Ľ��|�Ǻͱ����ܡ�
2.2.�Cе�yԇ
FDM��ӡ��PEEK��������ѡ�������Ѻ͏��������M�����m�����о�
2.2.1.����ԇ�
����ISO527-2��2012��[32]��ʹ��PT-1036PC�f��ԇ�C�����_����˾���Ї��V�ݣ���20��C�ĭh���ض�����1%�đ�׃���M������yԇ���Ա��^FDM��ӡ��PEEK�c�����F�е�AM���g�Ƃ�PEEK�������О顣�x��1BA��ԇ�ӣ��˾��L�Ȟ�25 mm��ÿ��ԇ���������ٜyԇ3�Σ����u���؏��ԡ�����ԇ��ʹ�Ò�������@�R��Verios 460 SEM��FEI��Hillsboro��OR��USA���^���ӡ��Ʒ��������^��ò���Դ�̽����ŽǶȌ�FDM�����PEEK���љC�Ƶ�Ӱ푡�ͨ�����љC�ƿ����c��Ȳ�ȱ���������P�����ͨ�^Micro CT���裨Y.Cheetah��Feinfocus��Hamburg��Germany���z������ԇ�ӵęM���棬�@�����ڽ��FDM�����PEEKԇ�ӵĻ���ʧЧ�C�ơ�
�D7�������˲�ͬ�Ÿ�Ƕȵ�PEEKԇ�ӵ����쑪��-��׃�����������@���oՓ�Ÿ�Ƕ���Σ�PEEKԇ��ֻ���F�����ԏ���׃�Ρ�PEEK-XY-0�������ߵ����쏊��ֵ��82.0 �� 3.8��MPa����s��ע�ܳ��͵�PEEK 450G����100 MPa����82%�����֮�£�PEEK-XY-90�������͵����쏊�ȣ�58.9��2.7��MPa�����@С�������M��P < 0.01����PEEK-XY-30���PEEK-XY-45����F���еȵĿ������ȣ��քe�飨76.5 �� 1.4��MPa�ͣ�76.2 �� 0.9��MPa���]�нyӋ�W����@һ�l�F�c�Ѱl�����īI[20,21]��һ�¡��ڌ��`�У�FDM�����PEEK����һ���Ӡ�Y��������һ�������ĽY�������ij��m���������L�z��䷽���L�z֮�g��ճ�Ϗ����^����
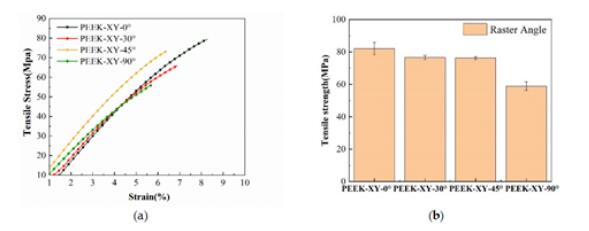 �D7. ��ͬ��ŽǶ��µ������О顣��a�����쑪��-��׃����;��b����ͬ��ŽǶȵ�ƽ���������ȡ�
�D7. ��ͬ��ŽǶ��µ������О顣��a�����쑪��-��׃����;��b����ͬ��ŽǶȵ�ƽ���������ȡ�
�����Mһ���о���ŽǶȌ�FDM�����PEEK���љC�Ƶ�Ӱ푣��M����SEM���ѳ��D8���@ʾ�˔��ѵ�����ԇ�ӵęM����D����ÿһ�M�ж����Կ����Ӡ�Y���Լ������ķ�߅�硣���⣬���g�p϶�͌Ӄȿ�϶�ǹ�ͬ�����������ĽM�У�PEEK-XY-0���������ֲںͲ����D8a�����@��Ҫ����������d�ɵķ����c�Ÿ��ƽ�У��������PEEK�L�z�چ��S�d���µđ�׃�^�����D7��������PEEK-XY-90�㣬�����d�ɵķ����c��ŽǴ�ֱ����������H�ɱ����Č��g�Y�Ϗ��ȁ����ܡ�
�M�ܲ��õĹ�ŽǶȲ�ͬ����ÿ�M�Ļ������љC��������ͬ�ġ���D9��ʾ���Ѽy�_ʼ�ؔ��ѷ���Uչ��ֱ�����_���ٔ��х^�����⣬��ƒ��タ���������D9c�������Ѽy�ĔUչ����������ͬ��[17]���о��ɶ��Ƶ�FDM��ӡ�C�Ƃ��PEEK������Cе���ܕrҲ������@�N���љC�ơ��cPEEK 450G[17,37]��ȣ���FDM�����PEEK�Л]���^�쵽��϶�ɺˬF���ѿp����Դ�ڃȲ�ȱ�����P�đ��������c����϶����Ȳ�ȱ�ݵ�һ�N��ͣ���ʹ��FDM[19,39]��SLS[40]���g��PEEK�о����ձ�l�F���ڌ��`�У�PEEK����ѭ�Ĕ��љC�ƿ����c���ăȲ�ȱ���������P��
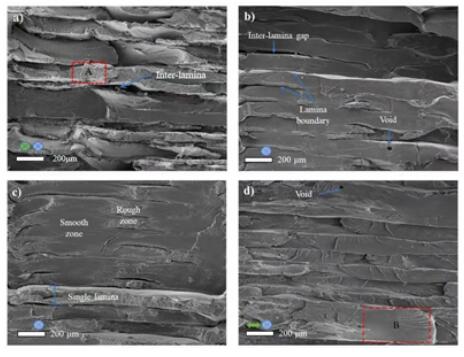 �D8.���ѵ�����ԇ�ӵęM�����SEM�DƬ��(a)PEEK-XY-0�㣬(b)PEEK-XY-30�㣬(c)PEEK-XY-45��� (d) PEEK-XY-90�㡣�Gɫ���^�͈AȦ��ʾ���췽���{ɫ�AȦ��ʾ���d����
�D8.���ѵ�����ԇ�ӵęM�����SEM�DƬ��(a)PEEK-XY-0�㣬(b)PEEK-XY-30�㣬(c)PEEK-XY-45��� (d) PEEK-XY-90�㡣�Gɫ���^�͈AȦ��ʾ���췽���{ɫ�AȦ��ʾ���d����
 �D9. ���љC�Ƶ�SEM�DƬ��(a)�D8a�С�A���^��ķŴ�D��(b)�D8d�С�B���^��ķŴ�D��(c)�Ѽy��˅^��I���ķŴ�D��(d)���タ�Ѽy�Uչ�^��II���ķŴ�D����ɫ���^��ʾ�Ѽy�ĔUչ����
�D9. ���љC�Ƶ�SEM�DƬ��(a)�D8a�С�A���^��ķŴ�D��(b)�D8d�С�B���^��ķŴ�D��(c)�Ѽy��˅^��I���ķŴ�D��(d)���タ�Ѽy�Uչ�^��II���ķŴ�D����ɫ���^��ʾ�Ѽy�ĔUչ����
���@��о��У�����100%������Ƃ����ܵ�����ԇ�ӡ�Ȼ��������CT����Y�����D10�����Ȳ�ȱ�ݣ����g϶�Ϳ�϶��ʼ�K���ڡ����w�e�������ԣ�����ͨ��С��1%��XY-0���Žnj�����С��ȱ�ݺ�����0.44 vol.%�����^�쵽��ȱ�ݳߴ���0��0.05 mm3�����ȣ����д����С��0.01 mm3�����⣬�ژ�Ʒ�ĵײ���픲�����Ӹ������ǰl�F�^���ȱ�ݡ��@������������PEEK�L�z���e�^���д����^��ğƥ��[20]����̎���������o��������ʹFDM�����PEEK���ϸ������ܣ��Ķ������Cе���ȡ�
 �D10 ��ͬ��ŽǶ�����ԇ�Ә˜ʽ�����@CT���衣��a��PEEK-XY-0◦; ��b��PEEK-XY-30◦; ��c��PEEK-XY-45◦; ��d��PEEK-XY-90◦.
�D10 ��ͬ��ŽǶ�����ԇ�Ә˜ʽ�����@CT���衣��a��PEEK-XY-0◦; ��b��PEEK-XY-30◦; ��c��PEEK-XY-45◦; ��d��PEEK-XY-90◦.
2.2.2.�����yԇ
�����yԇԇ�ӵijߴ��80��10��4 mm3�����Ă���ͬ�Ĺ�ŽǶȡ�����ISO178��2010���˜ʳ�����PT-1036PC�f��ԇ�C����1����/��犵ĺ㶨�ٶ��M�����c����ԇ�Ա��^FDM-PEEK���Ă���ͬ��ŽǶȵď����О飨�������ȣ�[33]��
�õ������c����ԇ�Y����D11��ʾ�����Ă���Ž��У�XY-90��ď���������ͣ�86.0 �� 2.1��MPa�����@С�������ģ�p < 0.001�������֮�£�PEEK-XY-0�㡢PEEK-XY-30�� �� PEEK-XY-45��֮�g�]���@��� (p �� 0.516)��ӛ䛵Ŀ��������� 146.8 �� 149.7 MPa �ķ����ȡ��@�c���� PEEK FDM �о��dz��Ǻ�XY-0��� (142.0 ��5.6) MPa [21]�������������� SLS �Ƃ�� PEEK (123.0 �� 2.5 MPa)[40]���c�˻��PEEK 450G (167.2 ��7.7 MPa [41]) ��ȣ�ʹ�� FDM ����r�������������ٽ�����10%���ڏ���ԇ��^���У�PEEK ԇ�ӵ��ϡ��ӷքe̎���տs�������B����Žnj��������ȵ�Ӱ푙C���c���쏊�����ơ�
 �D 11 ��ͬ��ŽǶ��µď����О顣��a����������-��׃��������b����ŽǶȵ�ƽ������������
�D 11 ��ͬ��ŽǶ��µď����О顣��a����������-��׃��������b����ŽǶȵ�ƽ������������
2.2.3. ���Мyԇ
����ASTM-D5379M��2012��[34]����Instron 8801ƣ��ԇ�C��Instron Ltd., Norwood, MA, USA������2mm��min-1�ļ��d�����M�м��Мyԇ����FDM�����˘˜ʵ�V��ȱ�����yԇ�������Ă���ͬ�Ĺ�ŽǶȣ�PEEK-XY-0�㡢PEEK-XY-30�㡢PEEK-XY-45���PEEK-XY-90�㣩��Ȼ�yԇ�ӱ��M�м��d��ʧЧ��ÿ����ŽǶ����ٜyԇ�����Դ_���yԇ��һ���ԣ����������yԇ�^����ӛ䛼��d���ͼ��Б�׃��
�ڈD12a�У�ӛ䛵ļ��Б����c���Б�׃���Pϵ�D��XY-30◦�Ĺ�ŽǶȽo�c��ѵļ������ܣ�55.5 �� 1.8 MPa������XY-90�㌧����34.1 �� 1.1 MPa����XY-0���XY-45��Ĺ�ŽǶȽY���m�У�̎�ڃ���֮�g����D12b��ʾ���ڼ���ԇ��У�PEEK �����ܵ���ֱ�d�ɣ���G12ƽ��a�����������ڜyԇԇ�ӵ����ą^����Կ����������������׃�Σ����]�аl�����ѻ�ӡ��@���������� PEEK �L�z�������õ���չ�ԡ�ƽ��ȼ������Ɍ��gճ�Ϗ���֧�Ρ�PEEK ԇ��̎�ڏ�����B��
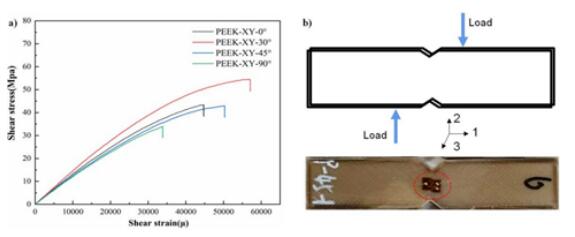 �D 12 ��ͬ��ŽǶȵļ����О顣(a) ���Б���-��׃������(b) ����ԇ��� V ��ȱ����ԇ���DƬ��
�D 12 ��ͬ��ŽǶȵļ����О顣(a) ���Б���-��׃������(b) ����ԇ��� V ��ȱ����ԇ���DƬ��
![]() �YՓ
�YՓ
Փ�ď��^�Y�������������͙Cе���ܵȷ��挦FDM��ӡ��PEEK����M����ϵ�y�u�r�����о���ŽǶȌ�PEEK���^���^�Y��ˮƽ�ĝ���Ӱ푡��������W�Y�������Եó��YՓ����ŽǶȲ�Ӱ� FDM ����� PEEK ��Ʒ��ʧЧ�О飬���HӰ푺��^�Y����������W���ܡ���䷽���c���������һ���Ԍ���K�Cе�������@��Ӱ푡����ϣ�FDM ����� PEEK �ęCе������Ȼȡ�Q���S���������أ������L�z�|��������ֱ������ӡ�ٶȡ���ӡ�Ӻ�ȡ���ӡ�ضȡ�����ʵȡ�
�Y��������FDM��ˇ������׃ PEEK���ϵ��^�Y���͟����ܵĸ�׃��������׃���w�Y���ȣ��@�N�Y����ֻ���_��ע�ܳ��� PEEK450G �� 70% ���ҡ��oՓʹ�úηN��ŽǶȣ������Ӳ��Ҳ�@ʾ�������@���½���PEEK-XY-30��׃�ø����Hˮ�������ڼ���ճ������Žnj��Cе���ȱ��F�����@��Ӱ푣����FDM-PEEK���������njӉ��Y����������һ�������ĽY������Ҫ�Ĕ����О��c�Ȳ�ȱ�ݺ͌Ӡ�Y���g��ճ�Ϗ������P��PEEK�L�z�ȵĿ�϶�������鑪�������c�����M�Ѽy���γɣ��Ķ���͙Cе���ȡ��@��о��ĽY�����Ԟ�FDM-PEEK�ṩָ����ᘣ�ʹ���ڹǿ�ֲ����ȑ����е��Ԍ��F��
(؟�ξ���admin)

 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ�- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


