䓵ļ����ĩ���۟��C������ˇ���^�Y����ȱ�ݺͮ�ǰ����(zh��n)��δ��څ�ݣ�2��
�r�g��2022-10-17 13:43 ��Դ���L����G60����(li��n)�� ���ߣ�admin ��x����
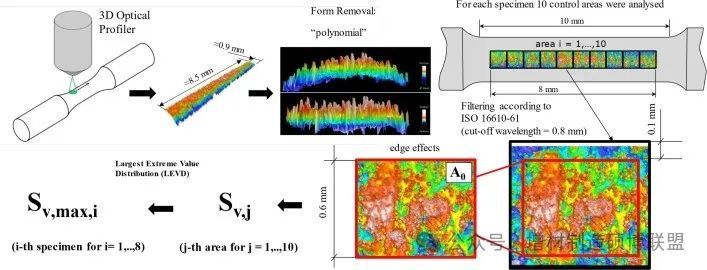
���x����(j��)Ϥ�����C��ּ�ڸ���LPBF��ˇ��ʹ�õ�䓺��F���Ͻ���P�I��ˇ����(sh��)�������c�����^���е���׃���^�Y����׃�������P�ğ������F(xi��n)�����c��Bұ��ȱ�ݼ��䝓�ڿ��Ʒ������Լ����N��̎����Ӱ푡����Ğ�ڶ����֡�
2.�����ĩ���ۻ��^�̵ğ������F(xi��n)��
LPBF�^��ͨ������(j��ng)�vһ���߶ȏ��s�ĬF(xi��n)���ɰl(f��)���ڲ�ͬ�r�ճ߶��ϵĄ����W�͟����W�C�ƿ��ơ�����LPBF��ˇ�ķ�ĩ���������۳غ������A���аl(f��)������Ҫ�������F(xi��n)������������С��(ji��)���M���˽�ጣ�2.1�����ĩ����������g�ğ������F(xi��n)��2.2�����۳�(n��i)�ğ�����Ч����2.3�����A��(n��i)�ğ������F(xi��n)��
2.1.�����ĩ��������^���еğ������F(xi��n)��
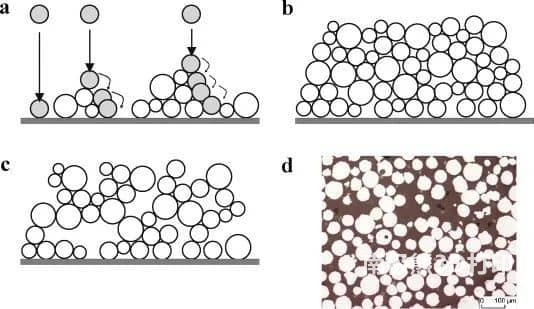
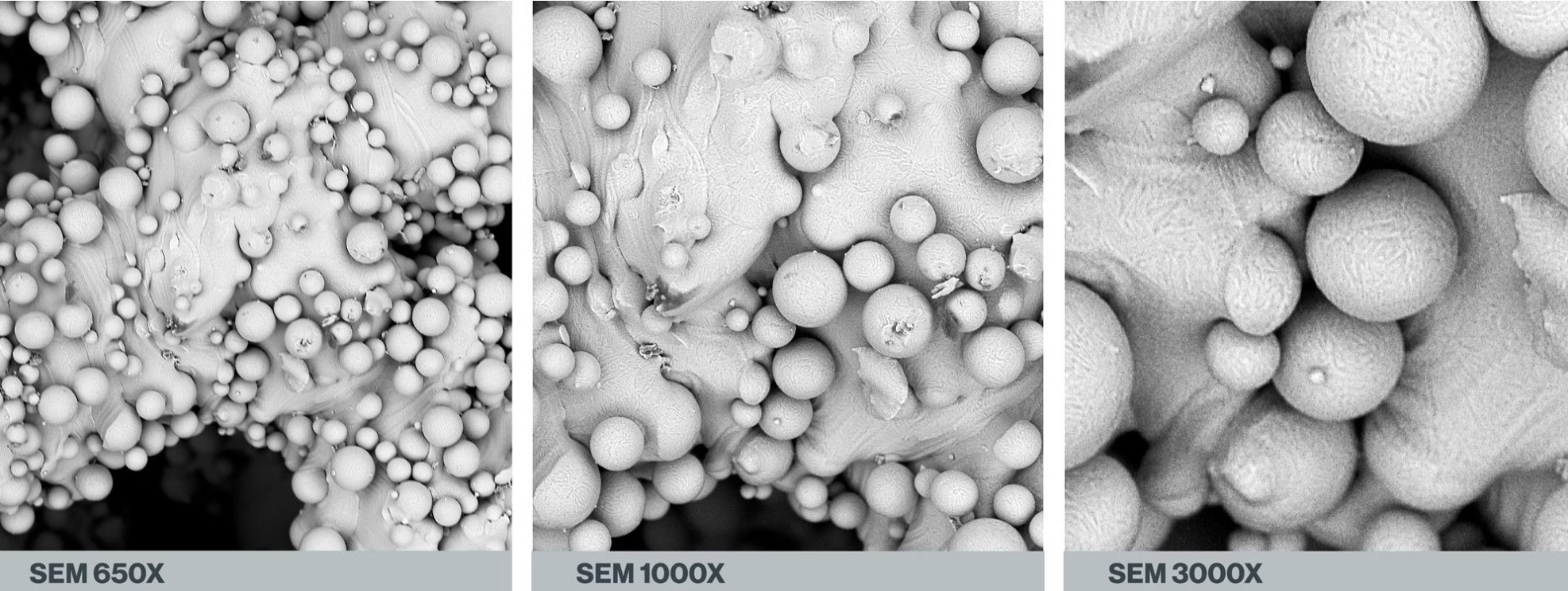
�۽������������ĩ�����棬�����γɸ����s�ķǾ������F(xi��n)�����ĩ��ݗ�䣨�������c��ĩ�w��֮�g������������ĩ���c�h(hu��n)��֮�g�����Լ���K�ğ��������ĩ�Ӻ���������֮�g����/���ĩ�Ӄ�(n��i)������Ҋ�D8a����ȡ�Q�ڲ��ϵĸ��N������W���ԡ��۽�������������б�����w��ͨ�^��϶�Ķ�η�����ƣ�Ȼ�����Mһ��ɢ�䵽�������ȣ��Еr�����_����ĩ�Ӻ�ȵķ�������D8b��ʾ�����������D�Q����ܣ������ڷ�ĩ���к�ɢ��
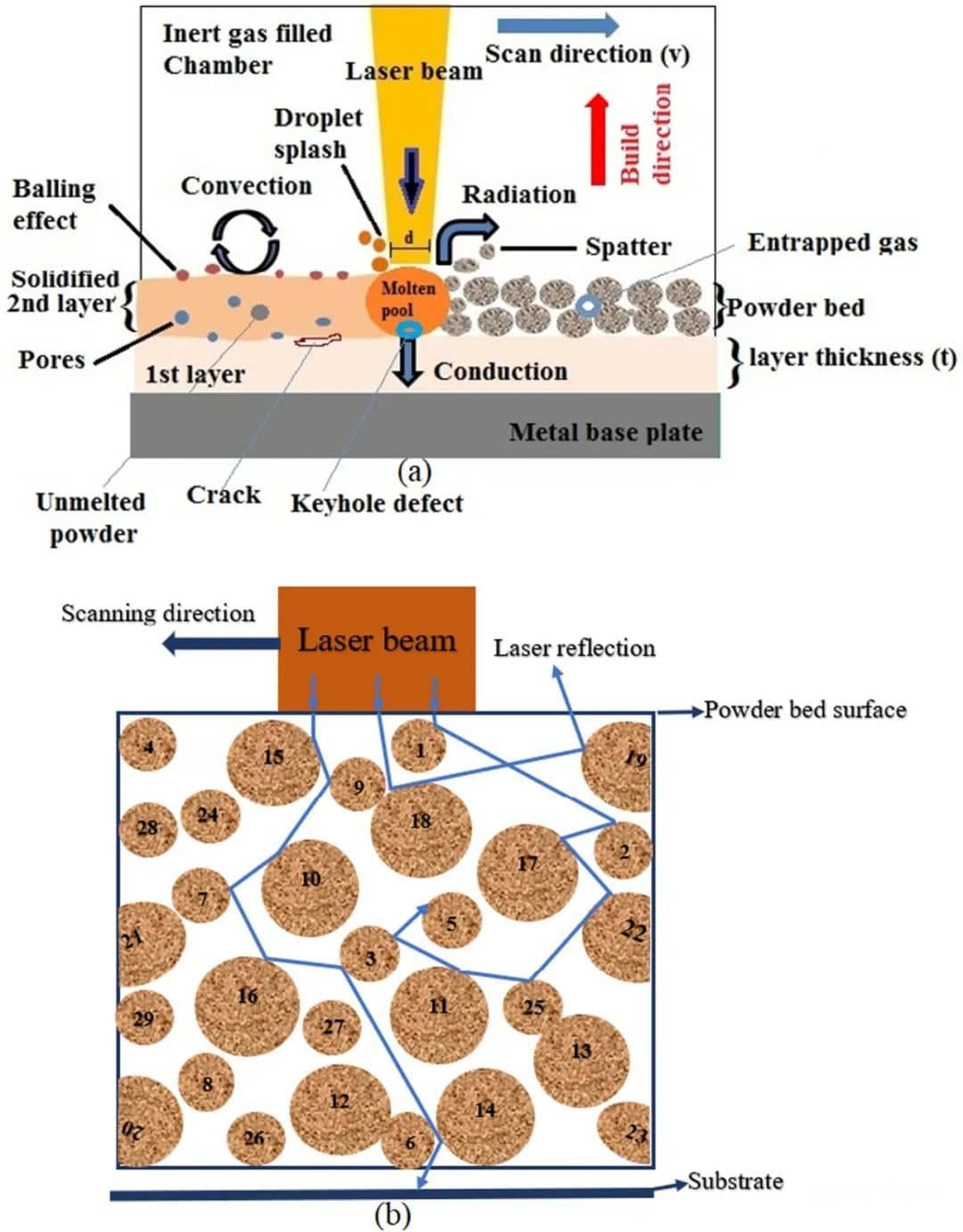
ͨ�����O���伤�����ڷ�ĩ���ϵĿ��g�����ܶȷֲ���ѭ��˹�ֲ������P��2�ң��˜�ƫ�ֵͨ����������������ߴ�С�����͵ļ�����ֱ����25��m��100��m���ȣ��Ӻ����25��m��50��m֮�g�����wȡ�Q�ڷ�ĩ�ΑB(t��i)�͘������ϡ����������x��ȡ�Q�ڷ�ĩ���ϵ������ʡ�
2.2.�����۳�(n��i)�ğ������F(xi��n)��
һ���۽����������з�ĩ�����ϵľֲ�λ�ã����_���ۻ��ضȣ������������ۻ���ĩ�����Ĺ��wҺ�ε�Һ�ε���׃���Ķ��γɾ����B�m(x��)�ۻ�܉�E�������۳أ�������r�£������ڸ��ټ��������䵽���ٷ�ĩ�Ϯa(ch��n)���ĸߟ��ݶȣ��γɵ������۳ؽ�(j��ng)�v���ɸ��������������揈����ë�������(q��)�ӵķdz����s�������F(xi��n)�������۳�(n��i)�ğ������f��Ҫ�ɟ�ë��������Marangoni�������ƣ����ߌ�����Һ�B(t��i)���ُ��^��ļ������(q��)�������Ҋ�D9�����ܜض���ه�ı��揈�������Ӷѷe�Y����PAS���γəC�Ƶ�Ӱ푡����揈����ë�������������О��Լ��T��Ч����ҕ����Ҫ�(q��)������ճ�Ժ��������J����ͨ�^�������ų����ĩ�w����Ӱ��۳����W�������W�����Π��Լ��܇���ĩ�ΑB(t��i)�Ĵ�ҪЧ����һ�����Ͷ�����������Ì��Q�����w܉�E�ķ�(w��n)���Ժ���K���Π�����۳ص��Π�ͨ���ɱ��揈����ë���������ƣ���˿���ͨ�^�{(di��o)������ӹ�����(sh��)�����ơ�
2.3.��������(n��i)�����F(xi��n)��
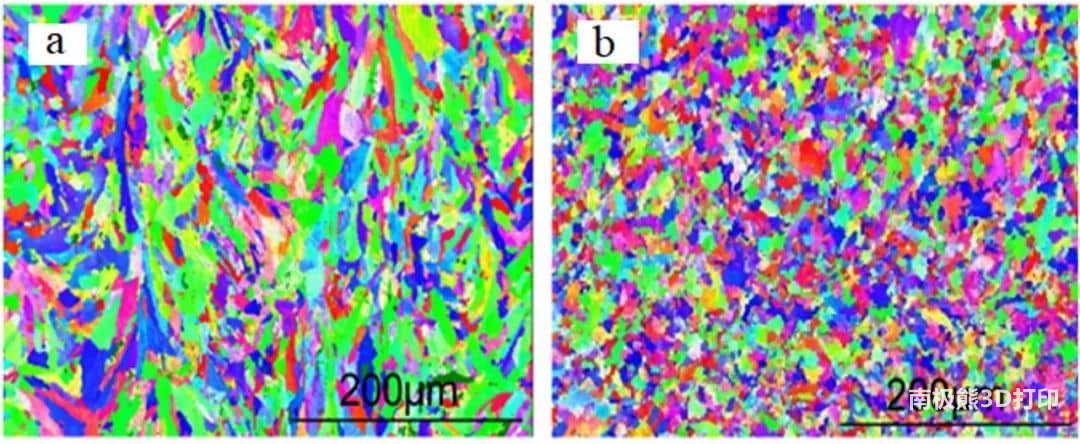
�����۳��_ʼ���̕r��ұ���^�Y�����������������^�Y���Q������KLPBF����a(ch��n)Ʒ�ĺ��^���ܡ������^�Y������׃ͨ�^�����ΑB(t��i)�;����y���^(q��)�֣������ΑB(t��i)�ͼy�����ձ�Ŀ��g�ض��ݶȡ���s�ٶ��Լ�����ǰ���ٶȵ�Ӱ푡�LPBF�^���е������^�̷֞�ɂ��^(q��)��һ���^(q��)������c������ֱ�ӽ��|�ĜضȈ����ۺυ^(q��)���͟�Ӱ푅^(q��)��HAZ����
2.4.䓲�LPBF��ˇ�������F(xi��n)�����P�о��C��
����(j��)�F(xi��n)���īI�������NӋ��ģ�ͣ�������ģ�͡���(j��ng)�ģ�ͺ͔�(sh��)ֵģ�͡�����ģ�͂������^�̵��������棬�������������ڃ�(y��u)���^�̅���(sh��)���@Щģ����Ҫ���L��Ӌ��r�g���������۳صď��s�������F(xi��n)���������܉��Բ�ͬ���A�y���Ȍ��^�����������M�н�ģ��������������N���������Ч���^�ͣ����LPBF�^���漰�����s��������
2.5�����ĩ��������ˇ��������Փ
�����˽�LPBF�ӹ�������^�Y���γɺ�������׃���_��������Փ�����P���О����P��Ҫ��
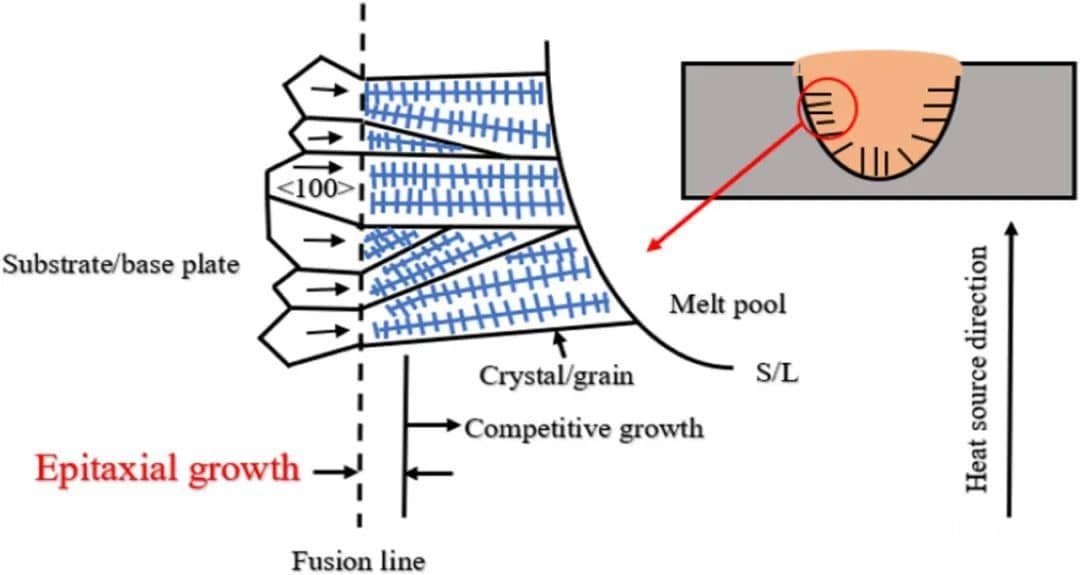
�ڂ��y(t��ng)���ӻ���ƹ�ˇ�У��κ�ʼ���ۺϾ��������r�ĬF(xi��n)��ĸ�ľ������@Щ����ͨ�^�������L�p�������L��Ҋ�D10�������������۳��c�������w���o�ܽ��|���������������۳أ���ȫ�������@Щ�������w���������κ�ͨ����Ҫ����ĕr�g�߶ȣ��@��LPBF�^�����ǟo�����F(xi��n)�ġ��ɺ�ͨ���ڻ��w�����w�������Һ�B(t��i)���ٳ�֮�g�Ĺ�Һ����̎�_ʼ�������_ʼ�������۳�߅�磬�������۳ر��������ġ�LPBF�^�����۳�߅���T���Ǿ����κˣ����Ӿ����S��������ǰ�����L���@Щ�����ڴ�ֱ�������۳�߅��ķ������S�C���L�����������ض��ݶ����L���@�����ڌ��F(xi��n)���ğ�����ȡ�������^��ȡ��������ӳɺˣ�ÿ��������(n��i)�������֦�����A�����ؓ�(y��u)�Y���������L��100�����@���������w����������������FCC�����w��������BCC�����٣����������w���L�����ͨ���^�쵽�����̿��������wȡ����Ҫȡ�Q�ڒ�����ԡ����С�100�������������LPBF�^��������������L��(y��u)���c��������Z�S�����R��
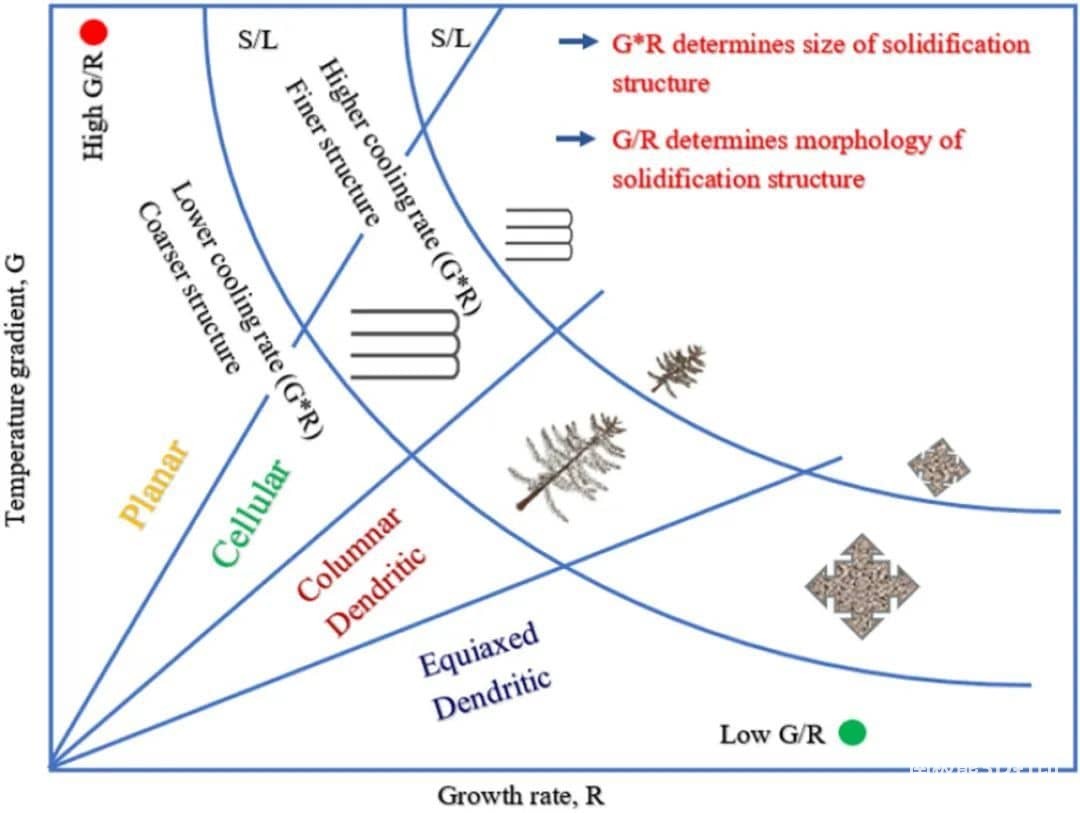
������֪�����ٺϽ�Ķ��������^�Y�����Ƀɂ����^����(sh��)��Ӱ푛Q���ģ���Һ���桰G��̎�Ĝض��ݶȺ�����ǰ�أ��������ٶȣ������L�ٶȡ�R����Ҋ�D11����G��R��ͬ���������^�Y�����ض��ݶȺ����L���ʣ�G/R��֮�g�ı�ֵ�Q�������̾������ΑB(t��i)�����@�ɂ����ij˷e��G*R���Q�������̅^(q��)�g��(n��i)���ϵ���s���ʣ���˿����ˮa(ch��n)�����^�Y���ijߴ硣LPBF�^���������۳صĿ�����s�Ϳ���������Ҫȡ�Q�������ܶȺ͒����ٶȡ���D11��ʾ���S���M���^��ȵ����ӣ������^���е��^�Y����׃��(j��ng)�v�ˏ�ƽ��ǰ�ص����S֦�����ΑB(t��i)�D׃��
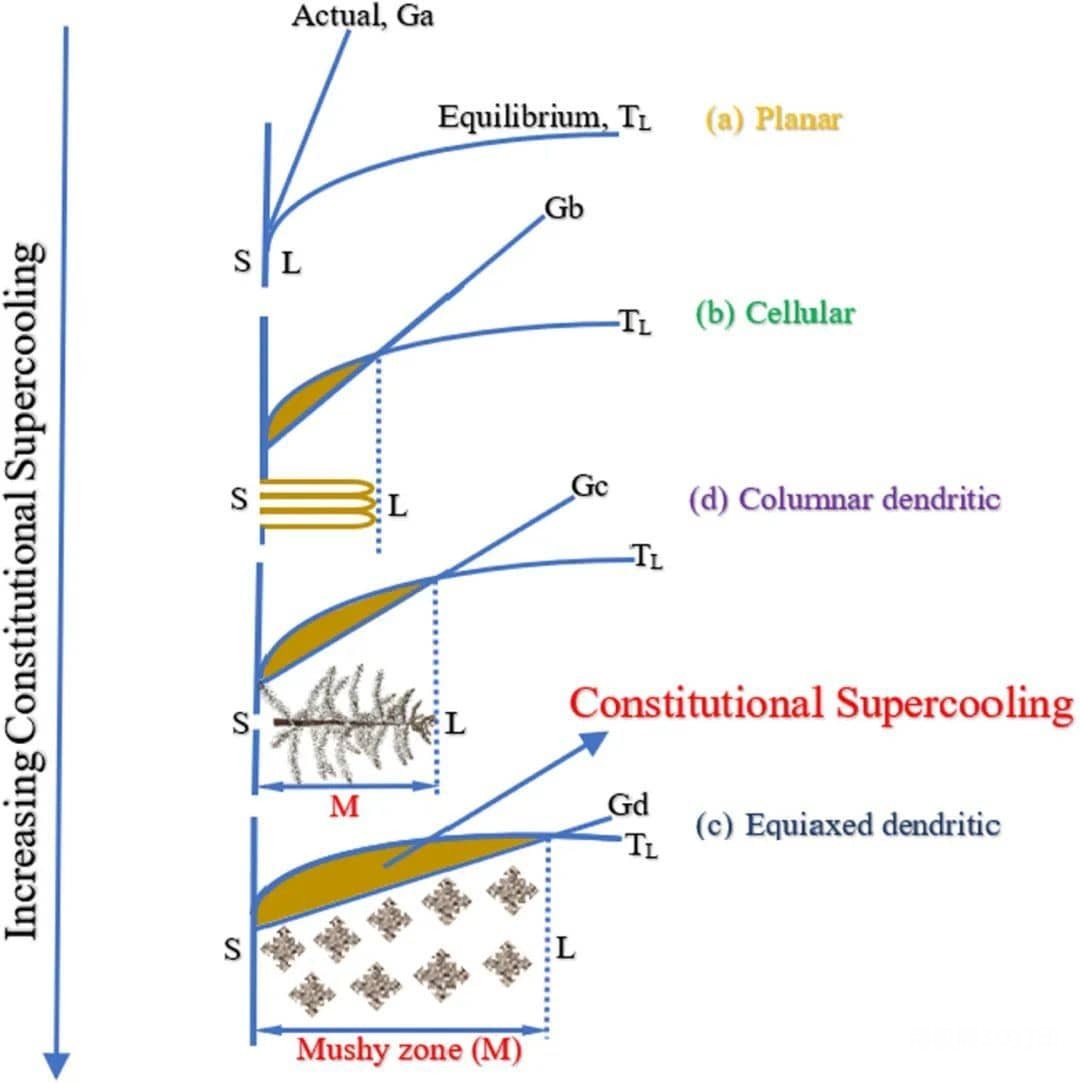
ƽ���^�Y���в����ڽM���^��^(q��)������Һ��S/L������ǰ���Ĝض��ݶ�Ga�����^�ߣ���Һ��Č��H�ضȸ���Һ�ྀ�ضȣ�TL����Ҋ�D12a��������ƽ�澧�w����IJ���(w��n)����B(t��i)����S/L����̎�γ����S��С�ġ��Ⱦ�ġ�������������ν��澧�����@Щ�������쵽�^��Һ�w�У��D12b�����������������TL�pС�r���M�֣����|(zh��)�����ų��ڙM���硣���ض��ݶ�Gc�Mһ�����͕r���ѽ�(j��ng)�γɵļ������w�Y������Һ�w��(n��i)������B�^�L����ȣ�Ҳ�����M��ĽM���^�䣨�D12c�����������S֦���cҺ�������Ѕ^(q��)��Q�����^(q��)��ֵ��ע����ǣ����@������^(q��)���д������dz��ߵĽM���^��ȣ��D12d�����@һ�F(xi��n)��w���ڜض��ݶȡ��Y�����ʡ����������ĸ�˹�ֲ��Լ���ͬ�^(q��)�������۳ص��^��ȷֲ�����ˣ��AӋ�����^�Y���Е��γɲ�ͬ��͵ľ�����
�@Ȼ������ʡ������ٶȺͲ�ͬ�Ę��������Ӱ�LPBF���������ľ������������쾧�����D13a���ڽ��������Ϻܳ�Ҋ�������S�����ڙM���Ϻ����@��Ҋ�D13b�����������s�ٶ��Еr��Ӱ푁��Y��������γɣ����ڱ����Ͼ���ֲ��ļ�֦��������Ӳ�Ⱥ���ĥ�Ը��ߡ�
3.ұ��ȱ�ݵ��γɼ��䝓�ڿ��Ʒ���
ұ��ȱ�ݵ��γɣ��磺����ס�С�ס��Ѽy�����يA�s������������N�����ӡ��������Ͻ�Ԫ�ؓpʧ�����g�ȣ��Լ�����ֲڶȡ��ڽ���LPBF�^���У�ͨ�����^�쵽�A��Ч������������/δ�����w�����w�R�����M�������ȣ�Ҋ�D14������ˇ����(sh��)�IJ����_�x����ܕ���LPBF������������벻�ɱ����ұ��ȱ�ݺͱ���ֲڶȣ��Ķ�����K���^�Y��������y���������͙Cе���ܮa(ch��n)������Ӱ푡�

2.�����ĩ���ۻ��^�̵ğ������F(xi��n)��
LPBF�^��ͨ������(j��ng)�vһ���߶ȏ��s�ĬF(xi��n)���ɰl(f��)���ڲ�ͬ�r�ճ߶��ϵĄ����W�͟����W�C�ƿ��ơ�����LPBF��ˇ�ķ�ĩ���������۳غ������A���аl(f��)������Ҫ�������F(xi��n)������������С��(ji��)���M���˽�ጣ�2.1�����ĩ����������g�ğ������F(xi��n)��2.2�����۳�(n��i)�ğ�����Ч����2.3�����A��(n��i)�ğ������F(xi��n)��
2.1.�����ĩ��������^���еğ������F(xi��n)��
�۽������������ĩ�����棬�����γɸ����s�ķǾ������F(xi��n)�����ĩ��ݗ�䣨�������c��ĩ�w��֮�g������������ĩ���c�h(hu��n)��֮�g�����Լ���K�ğ��������ĩ�Ӻ���������֮�g����/���ĩ�Ӄ�(n��i)������Ҋ�D8a����ȡ�Q�ڲ��ϵĸ��N������W���ԡ��۽�������������б�����w��ͨ�^��϶�Ķ�η�����ƣ�Ȼ�����Mһ��ɢ�䵽�������ȣ��Еr�����_����ĩ�Ӻ�ȵķ�������D8b��ʾ�����������D�Q����ܣ������ڷ�ĩ���к�ɢ��
�D8 LPBF�^���П������F(xi��n)���ʾ��D��a�����N����F(xi��n)��b���������ͷ�ĩ��֮�g������á�
ͨ�����O���伤�����ڷ�ĩ���ϵĿ��g�����ܶȷֲ���ѭ��˹�ֲ������P��2�ң��˜�ƫ�ֵͨ����������������ߴ�С�����͵ļ�����ֱ����25��m��100��m���ȣ��Ӻ����25��m��50��m֮�g�����wȡ�Q�ڷ�ĩ�ΑB(t��i)�͘������ϡ����������x��ȡ�Q�ڷ�ĩ���ϵ������ʡ�
��a����ĩ�ӱ����ϵğ�ֲ�����b����ĩ�ӱ���ĸ�ҕ�D����c��ģ�M�۳ؙM����ijߴ磬�Լ���d���۳ؙM����e�Č��ߴ硣
2.2.�����۳�(n��i)�ğ������F(xi��n)��
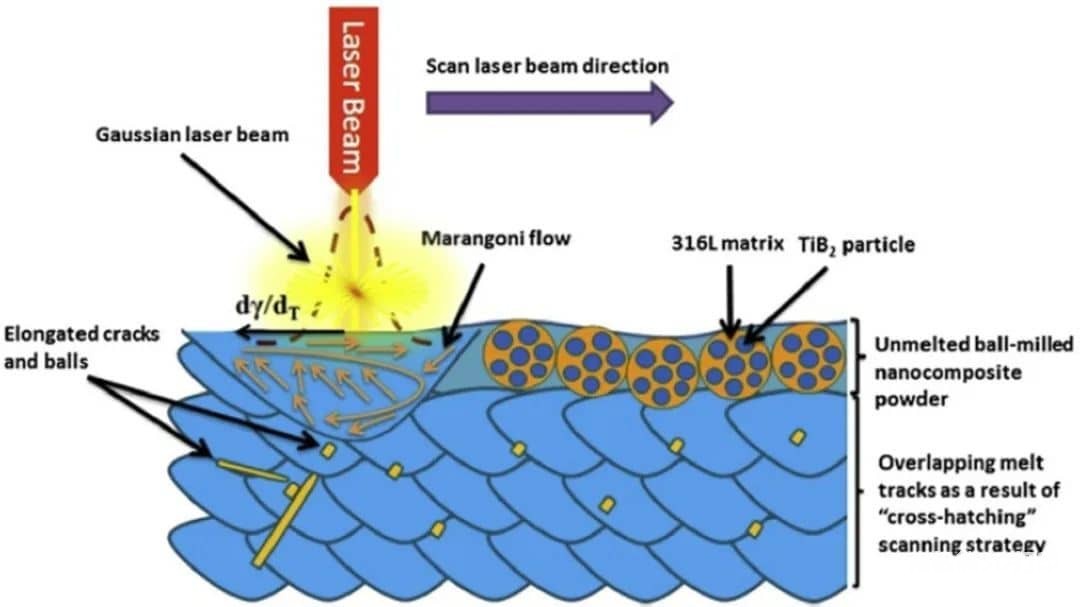
һ���۽����������з�ĩ�����ϵľֲ�λ�ã����_���ۻ��ضȣ������������ۻ���ĩ�����Ĺ��wҺ�ε�Һ�ε���׃���Ķ��γɾ����B�m(x��)�ۻ�܉�E�������۳أ�������r�£������ڸ��ټ��������䵽���ٷ�ĩ�Ϯa(ch��n)���ĸߟ��ݶȣ��γɵ������۳ؽ�(j��ng)�v���ɸ��������������揈����ë�������(q��)�ӵķdz����s�������F(xi��n)�������۳�(n��i)�ğ������f��Ҫ�ɟ�ë��������Marangoni�������ƣ����ߌ�����Һ�B(t��i)���ُ��^��ļ������(q��)�������Ҋ�D9�����ܜض���ه�ı��揈�������Ӷѷe�Y����PAS���γəC�Ƶ�Ӱ푡����揈����ë�������������О��Լ��T��Ч����ҕ����Ҫ�(q��)������ճ�Ժ��������J����ͨ�^�������ų����ĩ�w����Ӱ��۳����W�������W�����Π��Լ��܇���ĩ�ΑB(t��i)�Ĵ�ҪЧ����һ�����Ͷ�����������Ì��Q�����w܉�E�ķ�(w��n)���Ժ���K���Π�����۳ص��Π�ͨ���ɱ��揈����ë���������ƣ���˿���ͨ�^�{(di��o)������ӹ�����(sh��)�����ơ�
�D9 LPBF�^����Marangoni���������ӣ�ʾ��D��
2.3.��������(n��i)�����F(xi��n)��
�����۳��_ʼ���̕r��ұ���^�Y�����������������^�Y���Q������KLPBF����a(ch��n)Ʒ�ĺ��^���ܡ������^�Y������׃ͨ�^�����ΑB(t��i)�;����y���^(q��)�֣������ΑB(t��i)�ͼy�����ձ�Ŀ��g�ض��ݶȡ���s�ٶ��Լ�����ǰ���ٶȵ�Ӱ푡�LPBF�^���е������^�̷֞�ɂ��^(q��)��һ���^(q��)������c������ֱ�ӽ��|�ĜضȈ����ۺυ^(q��)���͟�Ӱ푅^(q��)��HAZ����
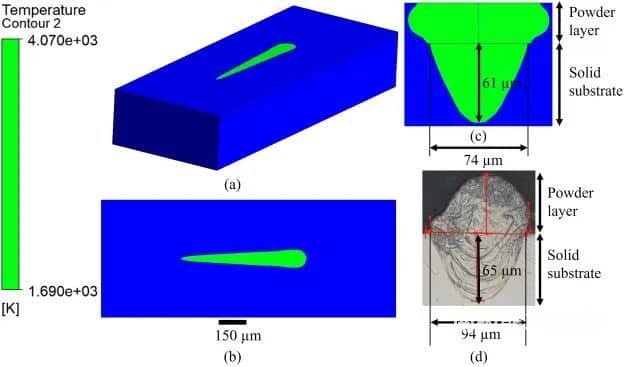
�ڽo�������P = 300 W�͒����ٶ�(a) V = 1800 mm/s��(b) V = 1500 mm/s�l���£��۳سߴ��ģ�M�Y���c���Y���ı��^��
2.4.䓲�LPBF��ˇ�������F(xi��n)�����P�о��C��
����(j��)�F(xi��n)���īI�������NӋ��ģ�ͣ�������ģ�͡���(j��ng)�ģ�ͺ͔�(sh��)ֵģ�͡�����ģ�͂������^�̵��������棬�������������ڃ�(y��u)���^�̅���(sh��)���@Щģ����Ҫ���L��Ӌ��r�g���������۳صď��s�������F(xi��n)���������܉��Բ�ͬ���A�y���Ȍ��^�����������M�н�ģ��������������N���������Ч���^�ͣ����LPBF�^���漰�����s��������
�S�C��ĩ������a�����D�S�C���b������ģ��ʾ��D����b����ģ�ͮa(ch��n)���ķ�ĩ������c��ͨ�^�Ƴ�һЩ�w�����{(di��o)�������ܶȡ���d���挍��ĩ����⁺Ͻ𣩵ęM���档
2.5�����ĩ��������ˇ��������Փ
�����˽�LPBF�ӹ�������^�Y���γɺ�������׃���_��������Փ�����P���О����P��Ҫ��
�ڂ��y(t��ng)���ӻ���ƹ�ˇ�У��κ�ʼ���ۺϾ��������r�ĬF(xi��n)��ĸ�ľ������@Щ����ͨ�^�������L�p�������L��Ҋ�D10�������������۳��c�������w���o�ܽ��|���������������۳أ���ȫ�������@Щ�������w���������κ�ͨ����Ҫ����ĕr�g�߶ȣ��@��LPBF�^�����ǟo�����F(xi��n)�ġ��ɺ�ͨ���ڻ��w�����w�������Һ�B(t��i)���ٳ�֮�g�Ĺ�Һ����̎�_ʼ�������_ʼ�������۳�߅�磬�������۳ر��������ġ�LPBF�^�����۳�߅���T���Ǿ����κˣ����Ӿ����S��������ǰ�����L���@Щ�����ڴ�ֱ�������۳�߅��ķ������S�C���L�����������ض��ݶ����L���@�����ڌ��F(xi��n)���ğ�����ȡ�������^��ȡ��������ӳɺˣ�ÿ��������(n��i)�������֦�����A�����ؓ�(y��u)�Y���������L��100�����@���������w����������������FCC�����w��������BCC�����٣����������w���L�����ͨ���^�쵽�����̿��������wȡ����Ҫȡ�Q�ڒ�����ԡ����С�100�������������LPBF�^��������������L��(y��u)���c��������Z�S�����R��
�D10 LPBF��ˇ���������L��ʾ��D������ڂ��y(t��ng)���ӡ�
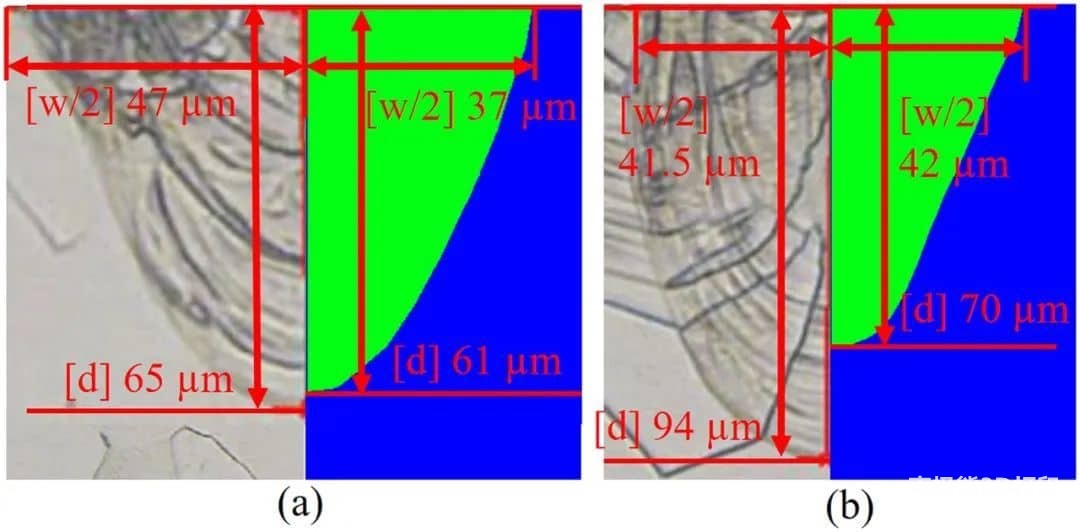
������֪�����ٺϽ�Ķ��������^�Y�����Ƀɂ����^����(sh��)��Ӱ푛Q���ģ���Һ���桰G��̎�Ĝض��ݶȺ�����ǰ�أ��������ٶȣ������L�ٶȡ�R����Ҋ�D11����G��R��ͬ���������^�Y�����ض��ݶȺ����L���ʣ�G/R��֮�g�ı�ֵ�Q�������̾������ΑB(t��i)�����@�ɂ����ij˷e��G*R���Q�������̅^(q��)�g��(n��i)���ϵ���s���ʣ���˿����ˮa(ch��n)�����^�Y���ijߴ硣LPBF�^���������۳صĿ�����s�Ϳ���������Ҫȡ�Q�������ܶȺ͒����ٶȡ���D11��ʾ���S���M���^��ȵ����ӣ������^���е��^�Y����׃��(j��ng)�v�ˏ�ƽ��ǰ�ص����S֦�����ΑB(t��i)�D׃��
�D11�ض��ݶ�G�����L����R�������^�Y�����ΑB(t��i)�ͳߴ��Ӱ푡�
ƽ���^�Y���в����ڽM���^��^(q��)������Һ��S/L������ǰ���Ĝض��ݶ�Ga�����^�ߣ���Һ��Č��H�ضȸ���Һ�ྀ�ضȣ�TL����Ҋ�D12a��������ƽ�澧�w����IJ���(w��n)����B(t��i)����S/L����̎�γ����S��С�ġ��Ⱦ�ġ�������������ν��澧�����@Щ�������쵽�^��Һ�w�У��D12b�����������������TL�pС�r���M�֣����|(zh��)�����ų��ڙM���硣���ض��ݶ�Gc�Mһ�����͕r���ѽ�(j��ng)�γɵļ������w�Y������Һ�w��(n��i)������B�^�L����ȣ�Ҳ�����M��ĽM���^�䣨�D12c�����������S֦���cҺ�������Ѕ^(q��)��Q�����^(q��)��ֵ��ע����ǣ����@������^(q��)���д������dz��ߵĽM���^��ȣ��D12d�����@һ�F(xi��n)��w���ڜض��ݶȡ��Y�����ʡ����������ĸ�˹�ֲ��Լ���ͬ�^(q��)�������۳ص��^��ȷֲ�����ˣ��AӋ�����^�Y���Е��γɲ�ͬ��͵ľ�����
�D12 �M���^�䌦����ģʽ��Ӱ푣���a��ƽ�棻��b����Cʽ����c�������֦���d�����S֦����S��L��M�քe��ʾ�̑B(t��i)��Һ�B(t��i)�ͺ���^(q��)����
�@Ȼ������ʡ������ٶȺͲ�ͬ�Ę��������Ӱ�LPBF���������ľ������������쾧�����D13a���ڽ��������Ϻܳ�Ҋ�������S�����ڙM���Ϻ����@��Ҋ�D13b�����������s�ٶ��Еr��Ӱ푁��Y��������γɣ����ڱ����Ͼ���ֲ��ļ�֦��������Ӳ�Ⱥ���ĥ�Ը��ߡ�
�D13 ��a�����������ϵļ��L�����ͣ�b���M���ϵĵ��S��������ӱ�ɢ�����䣨EBSD���D��
3.ұ��ȱ�ݵ��γɼ��䝓�ڿ��Ʒ���
ұ��ȱ�ݵ��γɣ��磺����ס�С�ס��Ѽy�����يA�s������������N�����ӡ��������Ͻ�Ԫ�ؓpʧ�����g�ȣ��Լ�����ֲڶȡ��ڽ���LPBF�^���У�ͨ�����^�쵽�A��Ч������������/δ�����w�����w�R�����M�������ȣ�Ҋ�D14������ˇ����(sh��)�IJ����_�x����ܕ���LPBF������������벻�ɱ����ұ��ȱ�ݺͱ���ֲڶȣ��Ķ�����K���^�Y��������y���������͙Cе���ܮa(ch��n)������Ӱ푡�
�D14 LPBF�^���г��F(xi��n)�ĸ��Nұ��ȱ�ݺͱ���ֲڶ��б���
(؟�ξ���admin)

��һƪ��Nature�ӿ���������������⁺Ͻ��������ܷǾ��|(zh��)��
��һƪ���º�ţ��3D��ӡ�⣬����ɼ��������L�����ɣ������ô��
��һƪ���º�ţ��3D��ӡ�⣬����ɼ��������L�����ɣ������ô��
 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t(y��)�WԺ������3D��
����ǻ�t(y��)�WԺ������3D�� ��������٘���(j��ng)Ѫ�����
��������٘���(j��ng)Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/������(n��i)��
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g�(q��)����܇��
- ������ǻ�t(y��)�WԺ������3D��ӡ�����ƽM��
- ����������٘���(j��ng)Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{(di��o)���c
���]��(n��i)��
 �x�^(q��)�����ۻ�����
�x�^(q��)�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a(ch��n)
�Č�����������a(ch��n) 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ����c��(n��i)��
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


