�������������V�Ͻ���ϡ���ˇ�����ܼ���(y��ng)�þC��
�r(sh��)�g��2024-01-15 09:42 ��Դ��JMACCMg ���ߣ�admin ��x����
�V��Mg������Ͻ�������õĿɽ����ԡ����������Ժ����W(xu��)�����ԣ���Щ����������t(y��)�W(xu��)�I(l��ng)���ܵ����о��ˆT�ďV���P(gu��n)ע��Ŀǰ��Mg���V�Ͻ�a(ch��n)Ʒ�ļӹ�ͨ�������T�졢���Ȃ��y(t��ng)�ğ�ӹ��������M�܂��y(t��ng)�ӹ���ʽ������V�Ͻ�ȏ�(qi��ng)�Ⱥܸߣ�����������(qi��ng)���^�ͣ������Գ��ܴ��d�ɣ������T���^�������a(ch��n)���Ѽy�͚��ȱ�ݡ����⣬��ӹ����ܲ����Ч�ʵͣ����Â��y(t��ng)���췽���y�����a(ch��n)�Y(ji��)��(g��u)��(f��)�s��Mg���a(ch��n)Ʒ���c���y(t��ng)��ˇ��ȣ��������죨AM�����g(sh��)����Ч��������ˇ��ͨ�^�䪚(d��)�ص��O(sh��)Ӌ(j��)�����x��a(ch��n)Ʒ��ͬ�Y(ji��)��(g��u)���Π����X�Ƶ��I(l��ng)�����a(ch��n)����Įa(ch��n)Ʒ����ˣ���Ҫ��ԭ���ϡ����칤ˇ�����ܺ͑�(y��ng)���M(j��n)��Ԕ��(x��)���ص��˽⣬�Դ��M(j��n)�̘I(y��)����������-�V�a(ch��n)Ʒ�����a(ch��n)��
�������۳��д�W(xu��)Paul. K Chu���ڡ����ϴ�W(xu��)��������ں��Ϸ��t(y��)�ƴ�W(xu��)�����Ʋ�ʿ����ȫ��C�������������V��������Ʒ��ԭ���ϡ����칤ˇ�����ܵ���(y��ng)�õ��о��M(j��n)չ��ָ�����R�Ć��}������(zh��n)������δ���İl(f��)չ����o���˾��w���h��

Փ��朽ӣ�https://www.sciencedirect.com/sc ... i/S2213956723001020
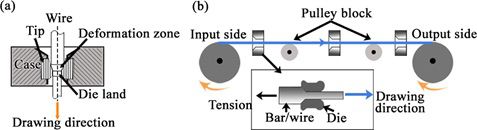
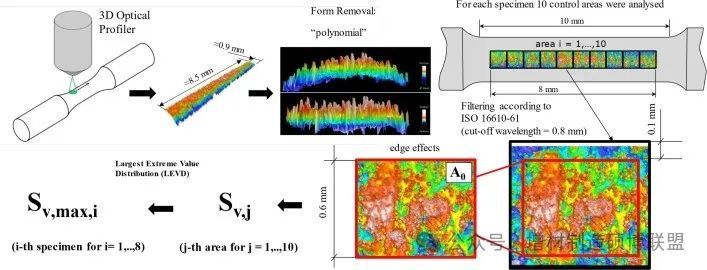
ԭ�����Ƃ䷽�棺Mg�����������ԭ����Ҫ��Mg�ۻ���M(j��n)g�z��Mg���Ƃ�����^�ߵı�ը�L(f��ng)�U(xi��n)�����a(ch��n)��I(y��)�����^�١�Ŀǰ�����t(y��)��Mg�۵���Ҫ�a(ch��n)Ʒ������Mg��WE43�����������������20 ��m ~ 70 ��m֮�g����Ҫ���Ú��w�F�����Ƃ䡣ԓ�����Ƃ���w�����м��ȸߡ������̶ȵ͡���ĩ���ȿɿأ��Լ����ζȺá��h(hu��n)����Ⱦ�̶�С�ȃ�(y��u)�c(di��n)�����Ƃ��^������Ҫ?d��)���յı��o(h��)���ҷ�ĩ�Е�(hu��)����һ�������Ŀ��ķۺ��l(w��i)�Ƿۡ������������ŽY(ji��)��(g��u)��Mg���Ҝ��µ�����׃���������ޡ���ˣ�Mg�z�ļӹ���Ҫ�漰�^�������׃�Σ����D������εȡ��D1��Mg�z�ӹ��^�������γ��ι�ˇʾ��D��

�������۳��д�W(xu��)Paul. K Chu���ڡ����ϴ�W(xu��)��������ں��Ϸ��t(y��)�ƴ�W(xu��)�����Ʋ�ʿ����ȫ��C�������������V��������Ʒ��ԭ���ϡ����칤ˇ�����ܵ���(y��ng)�õ��о��M(j��n)չ��ָ�����R�Ć��}������(zh��n)������δ���İl(f��)չ����o���˾��w���h��
Փ��朽ӣ�https://www.sciencedirect.com/sc ... i/S2213956723001020
ԭ�����Ƃ䷽�棺Mg�����������ԭ����Ҫ��Mg�ۻ���M(j��n)g�z��Mg���Ƃ�����^�ߵı�ը�L(f��ng)�U(xi��n)�����a(ch��n)��I(y��)�����^�١�Ŀǰ�����t(y��)��Mg�۵���Ҫ�a(ch��n)Ʒ������Mg��WE43�����������������20 ��m ~ 70 ��m֮�g����Ҫ���Ú��w�F�����Ƃ䡣ԓ�����Ƃ���w�����м��ȸߡ������̶ȵ͡���ĩ���ȿɿأ��Լ����ζȺá��h(hu��n)����Ⱦ�̶�С�ȃ�(y��u)�c(di��n)�����Ƃ��^������Ҫ?d��)���յı��o(h��)���ҷ�ĩ�Е�(hu��)����һ�������Ŀ��ķۺ��l(w��i)�Ƿۡ������������ŽY(ji��)��(g��u)��Mg���Ҝ��µ�����׃���������ޡ���ˣ�Mg�z�ļӹ���Ҫ�漰�^�������׃�Σ����D������εȡ��D1��Mg�z�ӹ��^�������γ��ι�ˇʾ��D��
�D1 Mg�Ͻ�z�����^��ʾ��D:(a)����ģ����D[40];(b)�B�m(x��)�����^��
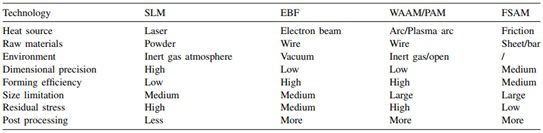
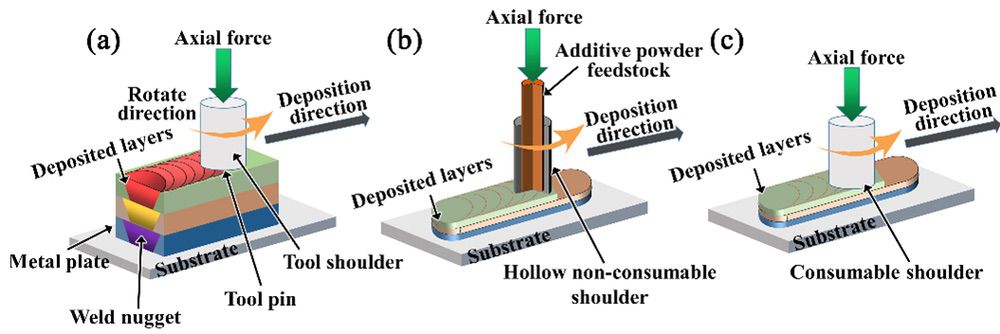
Mg���������켼�g(sh��)���棺���ٲ��ϵ��������켼�g(sh��)һֱ�����������I(l��ng)���������J(r��n)�����������(zh��n)�ԺͰl(f��)չǰ����ǰ�ؼ�˷���֮һ��Ҳ���L�r(sh��)�g�ԁ����о����c(di��n)��Mg�����������������g(sh��)��Ҫ���������������죨LAM����������������죨EBAM����늻��������죨WAAM�������������죨SSAM�������g(sh��)���c(di��n)Ҋ��1��LAM���о���V����Mg�Ͻ�a(ch��n)Ʒ���켼�g(sh��)֮һ���䃞(y��u)�c(di��n)�Ǿ��ȸߣ���(qi��ng)�����˝M�⣬������Ч�ʵ͡���չ���������V�ۻ��Ըߣ��ױ�ը��EBAM�����������ʸ���LAM������������Ŀ��ټӟ����sЧ�����ܕ�(hu��)��ӡˢ�����Юa(ch��n)������ȱ�ݡ�WAAM���Ԯa(ch��n)���еȏ�(qi��ng)�ȺͿ��^����չ�ԣ���WAAM�К�����(y��ng)���������϶���_�ѵ�ȱ���Ȟ�ͻ����SSAM�^���в����ڽ����ۻ��F(xi��n)�������ۻ��Y(ji��)�������^���е�ұ��ȱ�ݣ������ڼӹ������L�����Ƃ��^�����a(ch��n)����(y��ng)���e�ۺ���׃��Ӱ푴�ӡ���ľ��Ⱥ��|(zh��)���Ȇ��}���D2��3���dz����ۻ��O���Ԛ��w���o(h��)��-WAAM��SSAM�Ĺ���ԭ��ʾ��D��
��1 Mg����Ʒ�����������켼�g(sh��)���c(di��n)
�D2 GMAW-WAAMʾ��D
�D3 ���N��ͬSSAM��ˇʾ��D
(؟(z��)�ξ���admin)

��һƪ�����A��W(xu��)��־�����ڈF(tu��n)�(du��)��Һ���մɟ����������Č�(sh��)�(y��n)�c��(sh��)ֵ�о�
��һƪ��⁽��ټ���B�Ӽ��g(sh��)������3D��ӡӭ�����l(f��)������ǰ��
��һƪ��⁽��ټ���B�Ӽ��g(sh��)������3D��ӡӭ�����l(f��)������ǰ��
���P(gu��n)��(n��i)��
 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t(y��)�W(xu��)Ժ������3D��
����ǻ�t(y��)�W(xu��)Ժ������3D�� ��������٘���(j��ng)Ѫ�����
��������٘���(j��ng)Ѫ����� �Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/��
�Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/��
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��(g��u)
- ��Divergent��˾��3D��ӡ���g(sh��)�(q��)��(d��ng)��܇��
- ������ǻ�t(y��)�W(xu��)Ժ������3D��ӡ�����ƽM��
- ����������٘���(j��ng)Ѫ������M(j��n)Ƥ����ֲ��
- ���Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
����(n��i)��
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��(g��u)
- ��Divergent��˾��3D��ӡ���g(sh��)�(q��)��(d��ng)��܇��
- ������ǻ�t(y��)�W(xu��)Ժ������3D��ӡ�����ƽM��
- ����������٘���(j��ng)Ѫ������M(j��n)Ƥ����ֲ��
- ���Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y(ji��)��(g��u)�{(di��o)���c
���]��(n��i)��
 �x�^(q��)�����ۻ�����
�x�^(q��)�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�(sh��)�(y��n)���������a(ch��n)
�Č�(sh��)�(y��n)���������a(ch��n) 3D��ӡ�ڿ�ǻ�ޏ�(f��)
3D��ӡ�ڿ�ǻ�ޏ�(f��)���c(di��n)��(n��i)��
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍(sh��)
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ��(g��)���_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ��(zh��n)�_��Ф����ʲô��
- ���C������̻�3D��ӡ���g(sh��)��������֬���_


