SLM���������X�Ͻ�ߜغϽ�����ĥ�������ˇ�о�
�r�g��2024-06-14 09:09 ��Դ���ϘO�� ���ߣ�admin ��x����
���ߣ��� ��1, ����1, ���2 , ���2, ������2, ������1
(1.����������������о�Ժ����˾, ��� ���� 710065; 2.�����l������S����˾, ���� 100094)
�Լ����x�^�ۻ�(SLM)���g������Ľ����������켼�g������еġ���ĩճ�����͡���Ч�����ȣ�ʹ����Ʒ�ı���ʮ�ֲִڣ��y�ԝM��ʹ��Ҫ���QSLM�����ֲڃȿױ���ľ��ӹ��y�}�����о�����ĥ�������⼼�g��SLM�Ƃ��AlSi10Mg��GH4169�����ȱ����M�В��⣬���о���ĥ������ˇ�������ȿױ���ֲڶȺͳߴ羫�ȵ�Ӱ푡��Y����������ĥ����̎����SLM���������X�Ͻ�ߜغϽ�ăȿױ����|�����õ���Ч���ƣ������ȿױ���Ĵֲڶ��½�������50%���ϣ������ȿױ���Ƀ��o�����︽���������ߴ羫�ȱ����^��ˮƽ����ˣ�ĥ������ˇ��SLM�������������Y�������һ�N��Ч�Ē��⼼�g��


�YՓ
���о���Ҫ��ĥ�������⼼�g��SLM�����ȱ���Ē����̎�톖�}�M��̽��������ĥ�������⼼�g�������ȱ���ֲڶȼ��ȿ׳ߴ羫�ȵ�Ӱ��M�����о���SLM�����ȿĴֲڶ���Ҫ���ɡ��_�AЧ�����������ĩ�ѷe���µģ���ĥ�����ӹ���������|���õ����ơ�
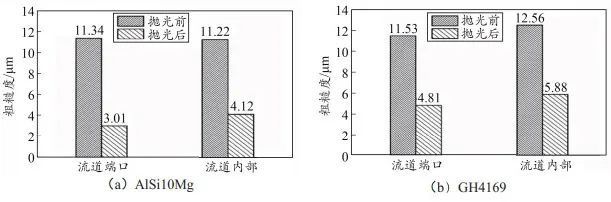
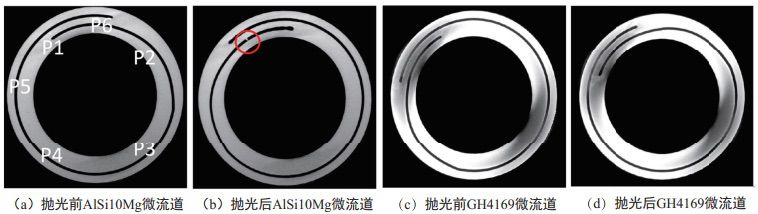
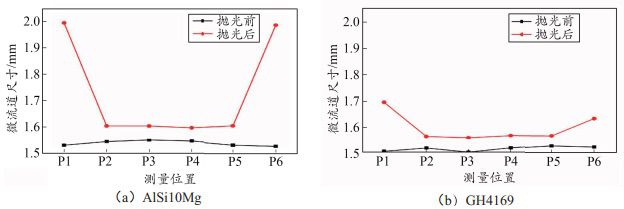
��1��ĥ���������AlSi10Mg��GH4169�����ăȿױ���ֲڶ��½����ȳ��^50%�����В�����AlSi10Mg�����ȿױ���ֲڶȽ���4.12 ��m��������GH4169�����ȿױ���ֲڶ���6.00 ��m���¡�
��2��ĥ���������������ȿױ���Ƀ����o�����︽����
��3��ĥ���������������ߴ羫���Ա��������^��ˮƽ��AlSi10Mg�����Ȳ���ƽ�����p�Ğ�60 ��m��GH4169��ƽ�����p�Ğ�47 ��m��
��4��ĥ������һ�N��Ч��SLM�����Y��������⼼�g��
�������ø�ʽ
���, ����, ���, ��. SLM���������X�Ͻ�ߜغϽ�����ĥ�������ˇ�о�[J]. �����_�l�c����, 2024, 39(2): 1-8+16.
LI H, LI W N, QI J F, et al. Study on abrasive flow polishing process of aluminum alloy and high-temperature alloy microchannels by SLM additive manufacturing[J]. Development and Application of Materials, 2024, 39(2): 1-8+16.
(1.����������������о�Ժ����˾, ��� ���� 710065; 2.�����l������S����˾, ���� 100094)
�Լ����x�^�ۻ�(SLM)���g������Ľ����������켼�g������еġ���ĩճ�����͡���Ч�����ȣ�ʹ����Ʒ�ı���ʮ�ֲִڣ��y�ԝM��ʹ��Ҫ���QSLM�����ֲڃȿױ���ľ��ӹ��y�}�����о�����ĥ�������⼼�g��SLM�Ƃ��AlSi10Mg��GH4169�����ȱ����M�В��⣬���о���ĥ������ˇ�������ȿױ���ֲڶȺͳߴ羫�ȵ�Ӱ푡��Y����������ĥ����̎����SLM���������X�Ͻ�ߜغϽ�ăȿױ����|�����õ���Ч���ƣ������ȿױ���Ĵֲڶ��½�������50%���ϣ������ȿױ���Ƀ��o�����︽���������ߴ羫�ȱ����^��ˮƽ����ˣ�ĥ������ˇ��SLM�������������Y�������һ�N��Ч�Ē��⼼�g��
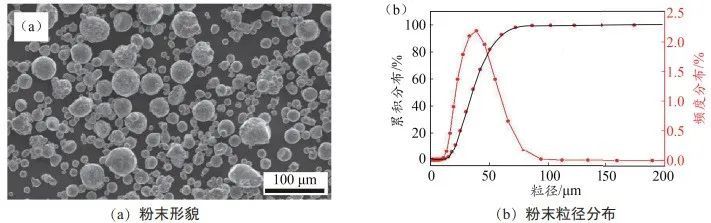
�D1 AlSi10Mg��ĩ��ò�c�����ֲ�
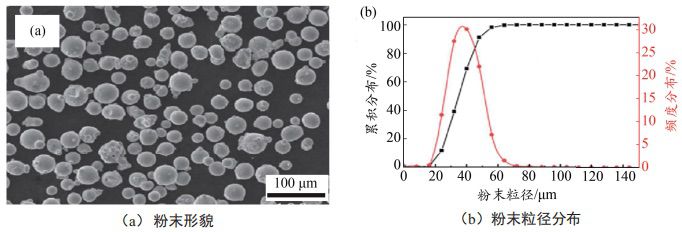
�D2 GH4169�Ͻ��ĩ��ò�c�����ֲ�
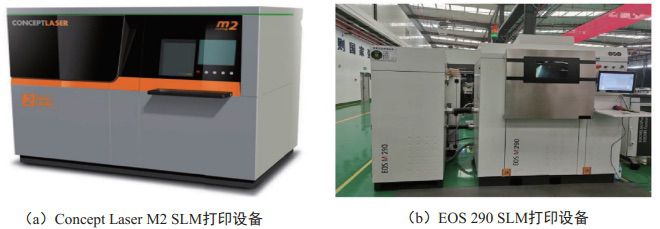
�D3 SLM ��ӡ�O��
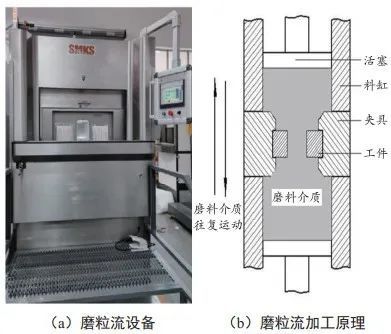
�D4 ����ĥ��������C��ԭ��D
�D5 ����ģ��
��3 ����ĥ�������ˇ����
�D6 AlSi10Mg��GH4169��������D
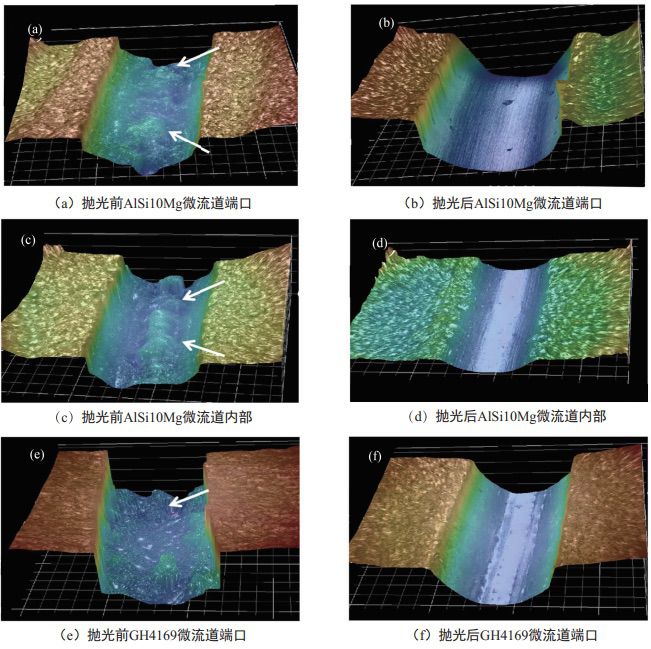
�D7 �����ij��������S��ò�D
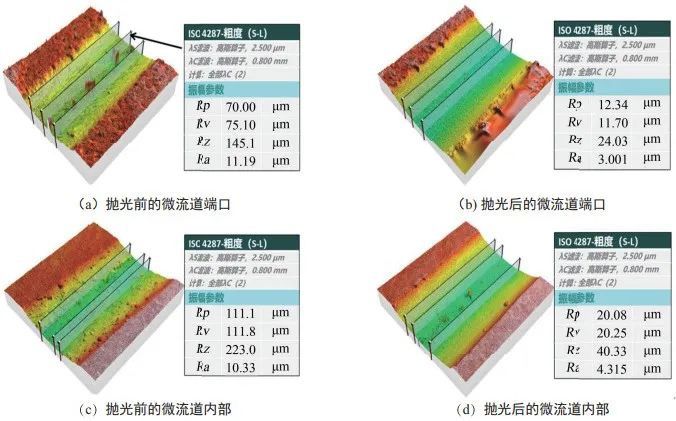
�D8 AlSi10Mg�������۽��ֲڶșz�y
�D9 ������ͬλ��ĥ�����ӹ�ǰ��Ĵֲڶ�
�D10 ������CT����D
�D11 ĥ��������ǰ�������ߴ猦��
�YՓ
���о���Ҫ��ĥ�������⼼�g��SLM�����ȱ���Ē����̎�톖�}�M��̽��������ĥ�������⼼�g�������ȱ���ֲڶȼ��ȿ׳ߴ羫�ȵ�Ӱ��M�����о���SLM�����ȿĴֲڶ���Ҫ���ɡ��_�AЧ�����������ĩ�ѷe���µģ���ĥ�����ӹ���������|���õ����ơ�
��1��ĥ���������AlSi10Mg��GH4169�����ăȿױ���ֲڶ��½����ȳ��^50%�����В�����AlSi10Mg�����ȿױ���ֲڶȽ���4.12 ��m��������GH4169�����ȿױ���ֲڶ���6.00 ��m���¡�
��2��ĥ���������������ȿױ���Ƀ����o�����︽����
��3��ĥ���������������ߴ羫���Ա��������^��ˮƽ��AlSi10Mg�����Ȳ���ƽ�����p�Ğ�60 ��m��GH4169��ƽ�����p�Ğ�47 ��m��
��4��ĥ������һ�N��Ч��SLM�����Y��������⼼�g��
�������ø�ʽ
���, ����, ���, ��. SLM���������X�Ͻ�ߜغϽ�����ĥ�������ˇ�о�[J]. �����_�l�c����, 2024, 39(2): 1-8+16.
LI H, LI W N, QI J F, et al. Study on abrasive flow polishing process of aluminum alloy and high-temperature alloy microchannels by SLM additive manufacturing[J]. Development and Application of Materials, 2024, 39(2): 1-8+16.
(؟�ξ���admin)

��һƪ��Ronawk �c B9Creations �����_�l3D�����ӡˮ���z���Ƅ���һ�����ﯟ���M��
��һƪ�����A��W���d������픿�������3D�c�Ƶľ��������������ȱ�ݙz�y�c�����u����
��һƪ�����A��W���d������픿�������3D�c�Ƶľ��������������ȱ�ݙz�y�c�����u����
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O3D��ӡ����
���m��˾���_�O3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W�����d��У��
��˹���Ǵ�W�����d��У��������
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW�����gͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l�Fͨ�^3D��ӡ�������ĺ�ȃ���
- ��Fabric8Labs�cAEWIN������������늻��W
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W�����������c����
- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


