һ�N֧������������ٱ������e���ܒ���ļ������x-�_ͬ��ϵ�y(t��ng)
���⒁�����������õ��m��(y��ng)�ԡ��߾��Ⱥͭh(hu��n)���Ѻõ��Ԅӻ��̶ȣ�����һ�N���Խ��ͱ���ֲڶȺ���߸��N���������|(zh��)���ķ�����������Խ��Խ����P(gu��n)ע������������Կ������a(ch��n)�W(w��ng)�����W(w��ng)���(f��)�s�����������������@�N������ʽ��������Ĵֲڱ���ƽ���ֲڶȣ�Ra����10�C25\mu m�����������ڱ����|(zh��)��Ҫ���^�ߵĈ��ϵđ�(y��ng)�ã������Ҫ�~��ĺ⡣
���ڴ����(sh��)�F(xi��n)�еļ����O(sh��)�䣬�������Ӌ����x���г��������ޣ��߾��ȴ���e�����������(zh��n)�ԡ����y(t��ng)�IJ��M(j��n)���跽�����ڹ����_�͒���x���؏�(f��)����-ֹͣ�\(y��n)�ӣ��p���e�`���ɱ��⣬��(d��o)����^(q��)��߅��ı����|(zh��)���^����⣬�@�N���B�m(x��)�Դ���˴���e̎�����g��Ч�ʡ����A��W(xu��)���о��ˆT�����һ�N�����_ͬ��ϵ�y(t��ng)���Ԍ�(sh��)�F(xi��n)�oƴ���`��Ĵ���e���ܼ��⒁�⡣ͨ�^���x���Լ����ۻ������Inconel 718����M(j��n)�м��⒁����о�ԓͬ������ϵ�y(t��ng)��̎��Ч�ʡ����������|(zh��)���ȵ�Ӱ푡�
�о��ˆT�_�l(f��)����D1��ʾ��ͬ��ϵ�y(t��ng)���Y(ji��)�ϙz��Ӌ����x���\(y��n)�Ӻ;����\(y��n)���_�팍(sh��)�F(xi��n)����e���⒁�⡣�ŷ�����ϵ�y(t��ng)���ɵĿ�����̖ͬ�r�l(f��)�͵��\(y��n)���_�͙z��Ӌ����x���Ԍ�(sh��)�F(xi��n)ͬ���\(y��n)�ӣ��Ķ�����p���e�`��������ȵ���ߴ���e����ӹ���Ч�ʡ�
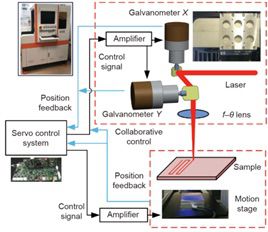
�D1: �����_ͬ�����⒁��ϵ�y(t��ng)ʾ��D��
ͨ�^���M(j��n)���跨�͒����_ͬ�������x���Լ����ۻ������IN718������ԭʼ�������M(j��n)�д���e���⒁�⣬��D2��ʾ���ɷN�����ļ��⒁����Ч�ظ����˱���❍�Ȳ��Ғ�������ƽ�������ƣ������M(j��n)���跽�����ڿp��߅��̎�a(ch��n)�����@�Ĵ���`�
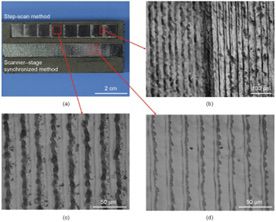
�D2:��a�����ò�ͬ�ķ�����ͨ�^�x���Լ����ۻ������IN718�����M(j��n)�м��⒁�⣻��b�����M(j��n)���跨�Ŀp�υ^(q��)��c�������A�S���跨�ļ��⒁����棻��d��ʹ�Ò����_ͬ�������M(j��n)�м��⒁����档
�D3�@ʾ��ʹ���@�ɷN�����ļ��⒁��߅��ı�����ò����a������c��������(d��ng)ʹ���A�S���跽���r��ԭʼ����Ϳp��߅��̎�ļ��⒁��^(q��)��֮�g���F(xi��n)�ۡ�ͬ�����췽���������\(y��n)���_�͒���x�ă�(y��u)�c(di��n)���@���˾���ļ����������γ��˾���ļ��⒁��߅�磬��D3�еģ�b������d����ʾ��

�D2:��a�����ò�ͬ�ķ�����ͨ�^�x���Լ����ۻ������IN718�����M(j��n)�м��⒁�⣻��b�����M(j��n)���跨�Ŀp�υ^(q��)��c�������A�S���跨�ļ��⒁����棻��d��ʹ�Ò����_ͬ�������M(j��n)�м��⒁����档
�����@�ɷN��������1���Y(ji��)��541.12 mm2������e��ƽ������ֲڶȺ͒���r�g���c���M(j��n)���跨��ȣ�ͬ�������⒁��ı���ֲڶȽ�����28.07%��ͨ�^�A�S���跨�͒����_ͬ�����ӹ��Ŀ����⒁��r�g�քe��67.95���41.98�룬���������_ͬ��ϵ�y(t��ng)�Ē���Ч�������38.22%��Ч�ʵ������Ҫ�����ڹ����_���B�m(x��)�\(y��n)�ӡ������w���f�����@�N�B�m(x��)����e�����^���У����ڒ���x�����_��ͬ���\(y��n)�ӣ����p���˒���x�����_�p�ٺͼ���������~��r�g��
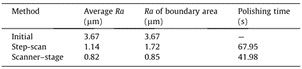
��1: ��ͬ���⒁�ⷽ���IJ�ͬ�^(q��)��ı���ֲڶȺ͒���r�g��
���Ò��載ͬ�������M(j��n)�м��⒁�⣬ͬ������ϵ�y(t��ng)���\(y��n)�ӷֽ�ģ�K���`��ϳ�ģ�K�M�ɣ����ڼ���ӹ��^���е��B�m(x��)�\(y��n)�ӣ����Ա���p���`����⣬�c�F(xi��n)�е��A�S���跽����ȣ�ԓ������̎��Ч�������38.22%���������ڲ�����׃���g���������ֲ��������⒁��^(q��)��ı����|(zh��)���@����ߡ��������ͬ��ϵ�y(t��ng)����١��߾��Ⱥʹ���e������ϼӹ��ƽ�˵�·��
�����īI(xi��n)��
Mengjia Cui, Libin Lu, Zhen Zhang, Yingchun Guan, A Laser Scanner�CStage Synchronized System Supporting the Large-Area Precision Polishing of Additive-Manufactured Metallic Surfaces, Engineering, Volume 7, Issue 12, 2021, Pages 1732-1740, ISSN 2095-8099.
(؟(z��)�ξ���admin)

��һƪ��EOS ���_�l(f��)���o֧�ν���3D��ӡ��Q����
 Creaform��(sh��)�F(xi��n)��������Ē�
Creaform��(sh��)�F(xi��n)��������Ē� �eľ�״��ֳ�3D���g����x
�eľ�״��ֳ�3D���g����x Peel 3D�Ƴ�Peel.CAD Pro
Peel 3D�Ƴ�Peel.CAD Pro ֱ��4800��3��17���𣬷e
ֱ��4800��3��17���𣬷e 3D�����O(sh��)���I(l��ng)������I(l��ng)��3D
3D�����O(sh��)���I(l��ng)������I(l��ng)��3D ˼���Ƽ�NimbleTrack�c��
˼���Ƽ�NimbleTrack�c��
- ��Creaform��(sh��)�F(xi��n)��������Ē��赽CAD�ğo
- ���eľ�״��ֳ�3D���g����xRayZoom G100
- ��Peel 3D�Ƴ�Peel.CAD Pro����3D��ӡ��
- ��ֱ��4800��3��17���𣬷eľ�״����M(f��i)��3
- ��3D�����O(sh��)���I(l��ng)������I(l��ng)��3DMakerpro�l(f��)��
- ��˼���Ƽ�NimbleTrack�c�Ñ��w�(y��n)���Q��
- �����R���S�߾������S���輼�g(sh��)�������ع�
- ���Rɭ��3D�����Q�����I(l��ng)��(d��o)��Artec 3D�l(f��)
- ��Creaform��(sh��)�F(xi��n)��������Ē��赽CAD�ğo
- ���eľ�״��ֳ�3D���g����xRayZoom G100
- ��Peel 3D�Ƴ�Peel.CAD Pro����3D��ӡ��
- ��ֱ��4800��3��17���𣬷eľ�״����M(f��i)��3
- ��3D�����O(sh��)���I(l��ng)������I(l��ng)��3DMakerpro�l(f��)��
- ��˼���Ƽ�NimbleTrack�c�Ñ��w�(y��n)���Q��
- �����R���S�߾������S���輼�g(sh��)�������ع�
- ���Rɭ��3D�����Q�����I(l��ng)��(d��o)��Artec 3D�l(f��)
- ��3D����+���S��ģ�����씵(sh��)�ֻ��l(w��i)ԡ����
- �����ƴ�(li��n)�ֺ���F(tu��n)��_�l(f��)�������ﱣ�o(h��)��
 ͨ�^�����۳�߅��
ͨ�^�����۳�߅�� �����T��3D����z
�����T��3D����z 3D����+3D��ӡ��
3D����+3D��ӡ�� ��W(xu��)������3D����
��W(xu��)������3D���� �ǰ����S�l(f��)��ȫ��
�ǰ����S�l(f��)��ȫ�� ���R���S�Ƴ��ֳ�
���R���S�Ƴ��ֳ�- ����������A�TXtion���ֳ�ʽ3D����x
- ���]ģ���ā�3D��ӡ 3D����x����ȫ�P�c(di��n)
- ����W(xu��)������3D���脓(chu��ng)�����ࡢ���������~
- �����S����xԭ��������Senseȫ�ʒ���x
- ��������Ώ�CT����Ǽ���3D��ӡһ������
- ����(chu��ng)�����S��3D������3D��ӡ�C(j��)�ϵ��\(y��n)��
- �����֙C(j��)����3D����x��
- ��DIY ��Raspberry Pi���S����x
- ��3D���葪(y��ng)���֙C(j��)һ���׃��3D����x
- �����w���S����x������(n��i)��3D�r��


