�ߏ��X�Ͻ�늻�����������о��Mչ
�r�g��2024-08-22 09:22 ��Դ���ϘO�� ���ߣ�admin ��x����
1. �������I(y��)��W ��܇�Y���������M���켼�g�����������о����ģ����� 100124
2. �Ї��ƌWԺ�����о�������� 110016
�ߏ��X�Ͻ�����иߏ��ȡ����ܶȡ���(y��u)������չ�ԺͿ����g�ԣ��ɞ��˺��պ������܇���������õĽ��ٲ���֮һ��늻��������켼�g���п���ԭλ����������s�Y���㲿�����������dz��m�������ͻ���ߏ��X�Ͻ��X���������졣���ľC�Ϸ����˸ߏ��X�Ͻ�늻��������칤ˇ���O���аl(f��)�F(xi��n)��ߏ��X�Ͻ�늻����ĵĹ��Ќ��Ժ�ȱ���Լ���Ҫ�����܃�(y��u)���ֶΣ�ӑՓ�˽M�������ܵĹ��������͏ͺ��������켼�g���M�������ܵ�Ӱ푡�ᘌ�늻���������ߏ��X�Ͻɺ��Եı��|ұ��ȱ�ݡ�������������Ͷ�N��(y��u)����ˇ�ă�(y��u)�ӵȆ��}�������늻���������ߏ��X�Ͻ�C���u�r�wϵ���ɷ��OӋ�ͽz���_�l(f��)�����ß�̎���ƶȺ͏ͺ��������켼�g�ąf(xi��)ͬ�ԵȰl(f��)չ�������ڞ�늻���������ߏ��X�Ͻ�����������͑����ƏV�ṩ��Ҫ������
�ڹ��I(y��)�������ٰl(f��)չ���r���������̲��ϵ�����Ҳ�ڲ�������ӣ������Ҫ�܉����I�F(xi��n)������������µġ�����ġ������ĺ���(ji��)�ܵ������칤ˇ�r����1�ݡ��z��늻��������죨WAAM���Y���˂��y(t��ng)���Ӽ��g���������죬ʹ����늻������Դ������亸�z����ԭ���M�����ӳ��e��ֱ����(chu��ng)���������3D�Π�Y������WAAM����ڜp������������������칤ˇ���mȻ���F(xi��n)�r�g�����^�̣����ӹ��������ĸ��٣�2�ݣ����г��eЧ�ʸߡ��O��ɱ��͡����������ʸߡ��܉������ߴ瘋�����OӋ���ɶȸߡ����Ͽ����ԏV�����������͌��h(hu��n)����Ⱦ�͵ȃ�(y��u)�ݣ�3�ݣ�Խ��Խ�ܵ�����I(y��)�����I����Pע���ڽ������������I����ЏV韵İl(f��)չǰ����4�ݡ�
�X�Ͻ�����ߏ��ȡ����|���ܶȡ���(y��u)������չ�Ժ����g�Զ��ܵ��V���đ��ã�5�ݣ�ͬ�r��������ߌ���ʡ��ߌ����ʺ����õĿ������ԣ�ʹ���X�Ͻ�ɞ������ǰ;�ĺ��պ���ͽ�ͨ�\ݔ?sh��)��I�����ò��ϡ��ߏ��X�Ͻ�һ��ָ�ɟ�̎�폊���ĺ��~Ԫ�ص�2�����������\Ԫ�ص�7�������X�Ͻ���Ҫ��������Ҫ�ߏ������g�����g�����͓p��Ҫ��ĺ��պ����I���S���w�C�OӋ˼·�IJ�����(chu��ng)�£������M�w�C�Ș������������Խ��Խ�ߵ�Ҫ���X�Ͻ�WAAM�܉F(xi��n)���y(t��ng)���췽���y�Ԍ��F(xi��n)�Ĵ��͏��s���ܘ�����ֱ��������Σ�6�ݣ��܉����a(ch��n)�dz��ӽ���K�Π���A���ͼ����o����s�Ĺ��ߡ�ģ�ߺ͛_ģ��������ߏ��X�Ͻ�����ļ��g������ʮ�֏��ң�������Ҫֱ�ӷ������b������I(y��)���³��μ��g��7�ݡ�
Ŀǰ��ֹ���mȻ��WAAM�ѽ�(j��ng)�M���˴������о�����ˇ����Փ�l(f��)չ��u���죬�����ѽ�(j��ng)������������T����Ĵ��ͽY������2�ݡ���Ŀǰ��Ȼ̎�����A�Σ��������S����Ҫ��Q�Ć��}��������Դ���O����аl(f��)���ߏ��X�Ͻ��Ͻ��OӋ����ˇ�_�l(f��)��ȱ�����������ȡ����Č�WAAM�ߏ��X�Ͻ�ğ�Դ���O�䡢���еĽM�������܌��ԡ����е�ұ��ȱ�ݺ����܃�(y��u)���ֶ��M����ӑՓ�����cӑՓWAAM�ߏ��X�Ͻ���������ԡ������C�ơ�ȱ�ݵĮa(ch��n)��ԭ��̓�(y��u)���ֶε���Ҫԭ�����������ܾC���u�r�wϵ���ɷ��OӋ�c�z���_�l(f��)�����ß�̎���ƶȺ͏ͺ��������켼�g�ąf(xi��)ͬ�ԵȰl(f��)չ�����M����չ�����������늻����Ę��������Ժ͔U��ߏ��X�Ͻ�đ��÷������ӿ�ߏ��X�Ͻ���о��M�̡�
1 �ߏ��X�Ͻ�WAAMϵ�y(t��ng)�l(f��)չ�F(xi��n)��
�����ֹ���о��ˆT��̽���˶�N��������������X�Ͻ���μ��g����Ҫ����������ۻ���EBM���������x�^(q��)�ۻ���SLM������������ɳ������켼�g��EBF����ֱ���������e��DED���ȣ�8�ݡ����O��ɱ����㲿������ߴ硢����Ч�ʺ��|�����Ƶȷ�����l(f��)��WAAM�������ӳ��e3D�M���Ĵ����X�Ͻ���������P�I���g���ѽ�(j��ng)�����I(y��)��V�����ܣ�9�ݡ��F(xi��n)���ձ��J��WAAM��ˇ��Դ��1925��Baker���ʹ��늻�������亸�z����ԭ�ρ����e�����b�Ʒ��10�ݡ��S�����|��Ӌ��C�o���OӋ������ܛ����CAD/CAM���ij��F(xi��n)ʹ����������ďV�����óɞ���ܣ��e��WAAM���ɞ���һ����Ҫ�l(f��)չ���I�����P�W���u����WAAM�c�������Ĺ�ˇ��������(y��u)�ݣ�11-12�ݣ���D1��ʾ�����Կ�����WAAM���P�I��(y��u)�����ڽ�؛���ڡ��������M���M���ܷ��棬߀�܉�ᘌ�С��������Ĺ��ߺͶ���ϽY�����OӋ���F(xi��n)���ƻ����ա�
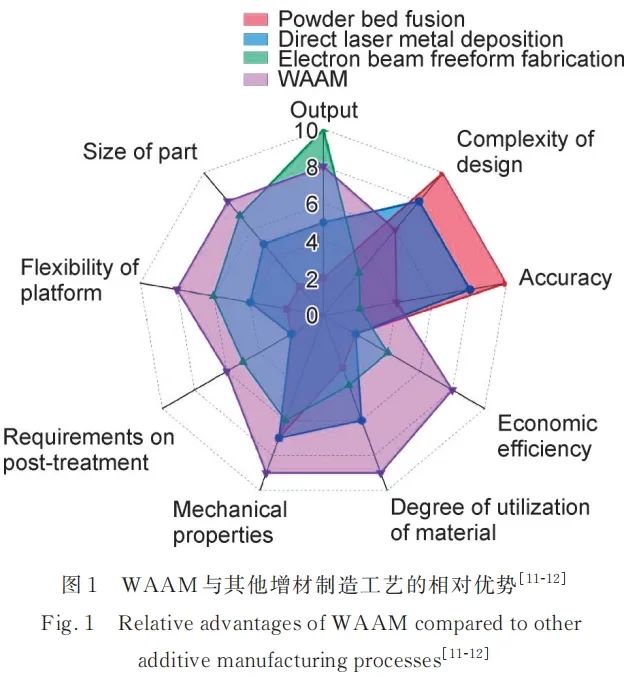
�D1
WAAMϵ�y(t��ng)�b����Ҫ������Դ���ͽz�C���o�����o���w���ӟ�Ԫ���͂������ȡ�����(j��)��Դ���|�IJ�ͬ��һ����f��WAAM��ˇͨ���֞����N��ͣ��ۻ��O���w���o����GMAW����13�ݡ����ۻ��O�u�O���w���o����GTAW����14-15�ݺ͵��x�ӻ�����PAW����16�ݣ����칤ˇԭ����D2��ʾ���ض���͵�WAAM���g���F(xi��n)���ض���������GMAW��GTAW����ԴЧ�ʿ��Գ��^90%��17�ݡ�GMAW�ij��e���ʱ�GTAW��PAW��2~3����3�ݣ�Ȼ����GMAW�ķ�(w��n)�����^��������ֱ�������ڽz���M���ۻ������a(ch��n)������ĺ��ӟ��F���w�R�������۵��w�R�����ء���Ҋ��WAAM��ˇ���x���ֱ��Ӱ�Ŀ�˲����ļӹ��l�������a(ch��n)�ʡ�
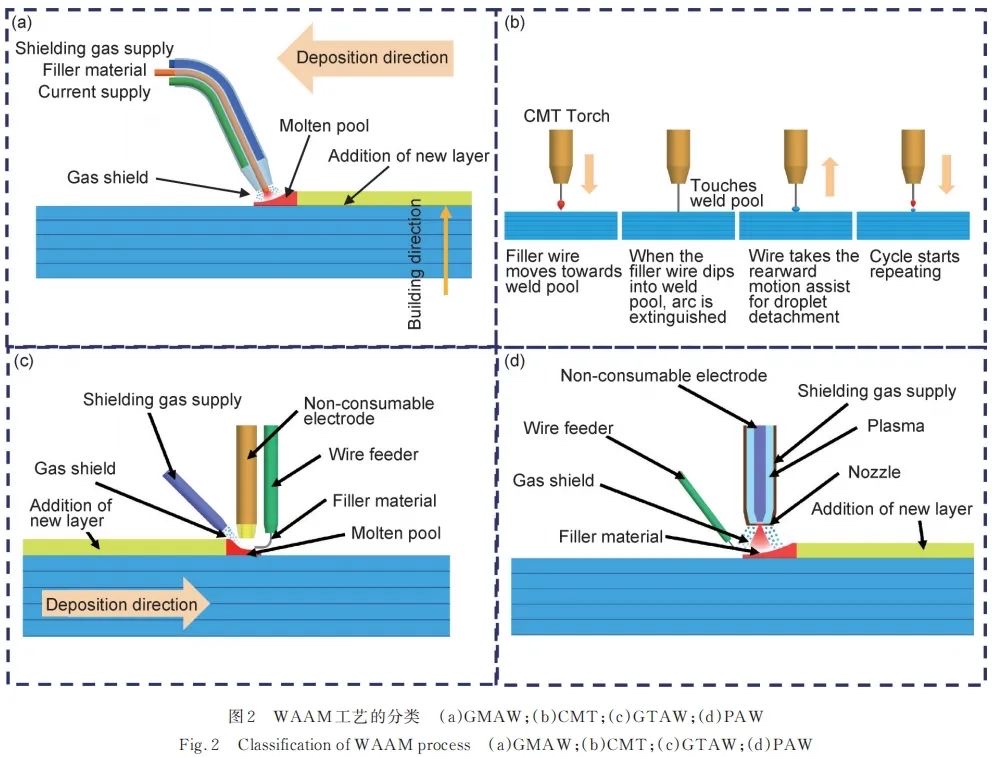
�D2
GMAW����늻����z��ֱ���ۻ����F(xi��n)���e���Σ��ɷ֞���ٶ��Ԛ��w���ӣ�MIG����������^�ɣ�CMT����18�ݡ��S��CMT���ļ��g���аl(f��)�������W���J��CMT������m���������켼�g��19�ݣ����CMT���и��ߵ���s���ʣ�һ���̶��ϱ����˴���w�R�͚�׆��}��CMT���g�������Ă��^�̣�����-����۳غ͜绡-��·�س�-ѭ�h(hu��n)���ͣ�20�ݣ���D2��b����ʾ��������ύ��ķ�ʽ�����۳��П������۷e�����P�W���J��CMT��һ�N�ͳɱ����۽z���ķ�ʽ����麸�z���ڷǷ����Ķ��Ԛ��w���M���۳صģ��܉F(xi��n)�ߴ�ĸ߾��ȿ��ơ�GTAW��WAAM���칤ˇ��Ҫ����ߵļ��g֮һ��21�ݣ�����Ч�ʸ��_83%��22�ݡ�GTAWʹ���u�O����ۻ����z��23�ݣ���һ���̶��Ϝp�����w�R�Ć��}������麸���c�ͽz��������ͽz����ͺ����Ƅӷ�����Ҫ������ƥ�䣬�����������s�Y�����r�y���^��PAW��2006���M�����������I�������������첻�P䓣�24�ݡ�PAW�Ե��x��늻����Դ����Ҫ���u�O�Ͷ��Ԛ��w�M�ɣ��ͽz�C�ں����²������z�ۻ������e�ڻ��w�ϣ��؏�ԓ�^�̌��F(xi��n)���ġ�
2 �ߏ��X�Ͻ�WAAM�Č��Ժ�ȱ��
2.1 �M�������ܹ������|
2.1.1 �M����������
�ߏ��X�Ͻ���WAAM��ˇ�ij����^���У��������ӳ��e��ݔ������ͬ���������η���������ϵ�X�Ͻ���ʼ�K�o����ȫ�����Č��ԣ��ڱ����зQ�顰��������/���ԡ���WAAM�Ԍ��g�Ѻ��ķ�ʽ�M�г��e����ˌ��g�Y�ϳɞ��˽M����Ҫ���������c�����^(q��)��ͬ�Ĺ�ˇ�Ͳ���չ�F(xi��n)����ͬ�Č��g������25-27�ݡ�һ����f���ڛ]���~�������������ص�Ӱ���r�£�����WAAM������ÿ���Ϊ��ӣ������۳^(q��)��MPZ�����۳�߅�磨MPB���͟�Ӱ푅^(q��)��HAZ����Ȼ���؏�ԓ�^�̣���D3��a����25����ʾ��Dong�ȣ�26�����g�֞��ϲ��^(q��)��UP�����²��^(q��)��LP����UP�еľ����ij��e�ӵ���ʼλ���_ʼ��LP�еľ����ĵ���(sh��)�ڶ��Ӻ����һ��֮�g���ۺϾ��_ʼ����D3��b����ʾ��UP�ӵ��L����ه���ѽ�(j��ng)���e����ij��m(x��)���L���˕r��LP�����L��ه���¾������۳صײ��ɺ˺����L���������ܵ�����K��
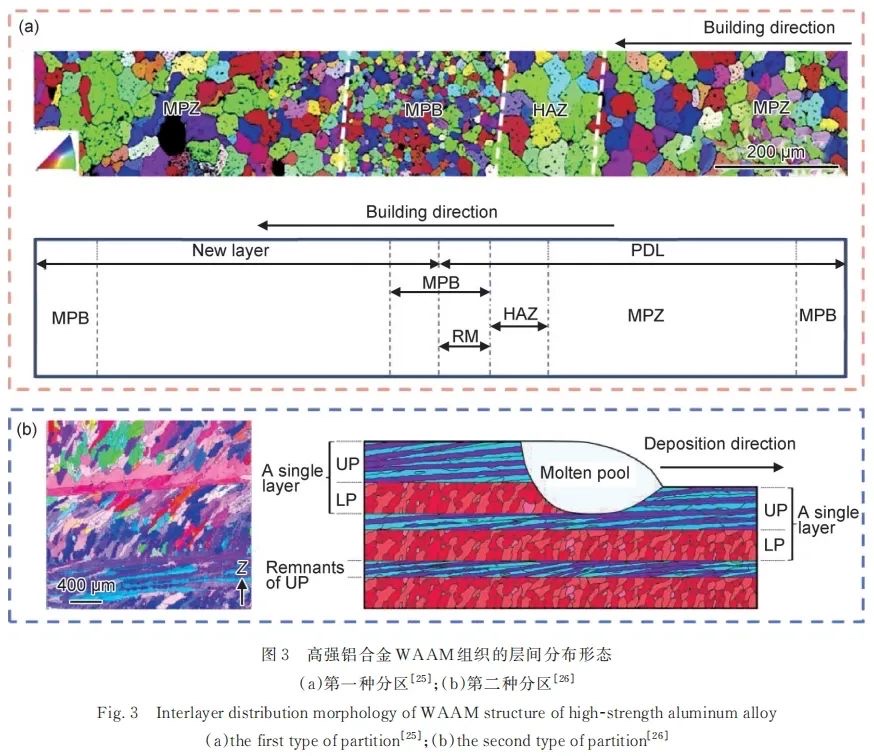
�D3
2.1.2 ���W���ܵĹ�������
�����ֹ���T���о��۽������WAAM������X�Ͻ𘋼������W���ܺͽY�����ܣ�ͨ�^��׃��ͬ�Ĺ�ˇ����(sh��)������늻�ģʽ���ͽz�ٶȡ����e�ٶ��Լ����ú�̎�����ֶ��M�Ѓ�(y��u)����Ȼ�������Ѽy�����Ըߣ��ɹ��Ƃ�ߏ��X�Ͻ𘋼��r�Ј�����μ��Ѻ����e�ĸߏ��X�Ͻ𘋼��Ŀ����������������^300 MPa��26-27�ݡ��cWAAM�ߏ��X�Ͻ����P���Ѽy����϶�ʡ���������^�Y��������������׃�ε�ȱ��ʹ�䌦�о��ˆT����������(zh��n)�ԡ�
�ߏ��X�Ͻ�������Ҫ��Դ���X���w���ܼ��ļ{��������a(ch��n)���ij���Ӳ����Al-Cuϵ�Ͻ���Ҫ�������ĸ��ܶ�Al2Cu���ȡ䣩ʹ�Ï��ȴ����������Al-Zn-Mg-Cuϵ�X�Ͻ��γɵ���Ҫ������MgZn2���ǡ䣩�ߴ��С���ֲ�����ɢ������Ӳ��Ч�����@�����ߏ��X�Ͻ𘋼��ď���Ч���c�ضȺ͕r�g�������е��Pϵ��WAAM��Ο�ѭ�h(hu��n)�ڳ��e���ڟ����۷e��ɢ��l����u���������Һ��m(x��)���e�ጦ�ѳ��ΌӶ�ʩ�Ӳ�ͬ�ضȺ�ѭ�h(hu��n)�Δ�(sh��)�ğ�̎��Ч����28�ݡ�����Al-Zn-Mg-Cuϵ�X�Ͻ�WAAM��ͬ�^(q��)��ğ�ѭ�h(hu��n)��������������òʾ��D��D4��a����26����ʾ����ƽ�����̗l���£�����픲�λ��A�������ضȷ����ț]�н�(j��ng)�v��Ч�ğ�ѭ�h(hu��n)���Ͻ�Ԫ���Թ����ڻ��w�ȡ����������λ�ý�(j��ng)�v����Ч�ğ�ѭ�h(hu��n)��������ɺ˲��L���S���c��Դ���x�����ӣ����m(x��)��ѭ�h(hu��n)�ķ�ֵ�ضȿ��ܕ��������ضȷ������£������������L��(w��n)����λ��D����ò������7ϵ�X�Ͻ�WAAM�����{����������ò��D4��b����26����ʾ�����ڳ��m(x��)��ѭ�h(hu��n)������Ә������Ǹ���ִ��ҷǹ���ķ�(w��n)����ǵ����ɣ������Ӳ���½����@��ζ���B�m(x��)��ѭ�h(hu��n)�����ѳ��e���ְl(f��)���^�rЧ�������γ����@�ĸ����ԡ�
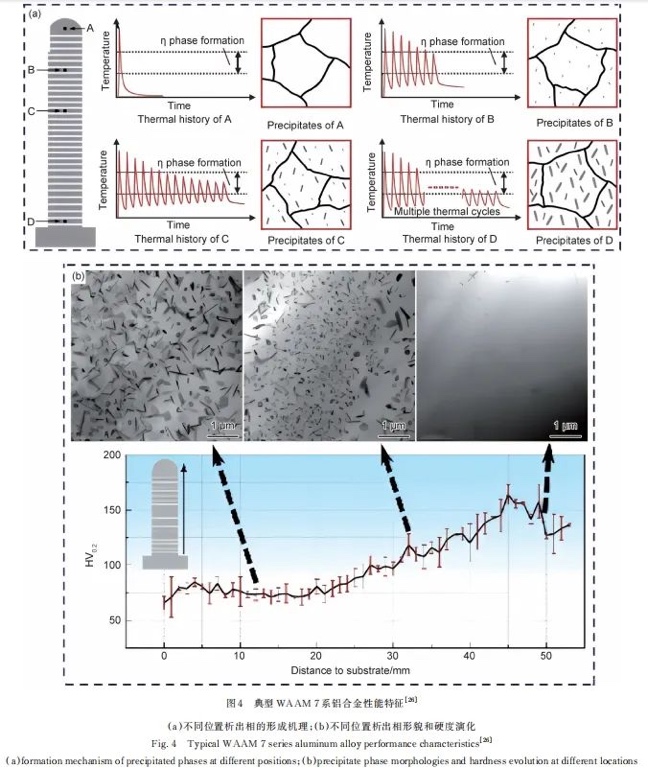
�D4
2.1.3 ���g���ܵĹ�������
���ڳɷ��^��IJ�����������γɾ��Ъ��ؾ����Y���ą^(q��)���29-31�ݡ����⣬���ڸߏ��X�Ͻ��ǿɟ�̎���ģ�WAAM�������c���s��ѭ�h(hu��n)���P����׃������ƫ�������ܺ��^�rЧ���@���Ļ��W�������ԣ�32-33�ݡ����в��ɱ����Ӱ푺Ͻ�ľֲ����g��29�ݡ�����֮�⣬�����Mһ�����WAAM�ߏ��X�Ͻ���������W���ܣ���Ҫ�����h(hu��n)���o���_�ѣ�EAC����WAAM������������g����������W���ܵ�Ӱ푡�EAC������Ӱ푲����еĶ�NʧЧ�����瑪�����g�_�ѣ�SCC������ࣨHE������������g�_�Ѻ�ݗ������đ������g�_�ѣ�IISCC������(j��ng)��������Al7075-T6�Ƴɵ��w�C����������Ѹ�ٸ��g���e���ں���h(hu��n)�����\�е��w�C��34�ݡ���Ҫ��WAAM������X�Ͻ��ĥ�p���g�О��M���m��?sh��)ęz�飬����X�Ͻ�����ʹ�É������g����ĥ�p���g�ą^(q��)�߶����ã�35�ݡ��������@�İ�ȫԭ���^�ȸ��g�IJ�����횸��Q�����Ҹ��Q�ɱ��ܸߡ���ˣ��б�Ҫȫ���о�WAAM�X�Ͻ���������е�EAC�О顣
2.2 �ߏ��X�Ͻ�WAAM��ұ��ȱ��
�M��WAAM���g�����@���ă�(y��u)�ݣ�����ɸ��|����WAAM���������ǰ������Ҫ��Q�m����WAAM��l���¸ߟ�ݔ�����������(zh��n)��WAAM�X�Ͻ�đ����ܵ���Ҋȱ�ݵ����ƣ����а�����϶ȱ�ݣ�26��28�ݡ��Ѽy�ͷӣ�36-37�ݡ�����������38-40�ݡ�׃�κ͓]�l(f��)��Ԫ�ص����������l(f��)�ȣ����N����WAAM��ˇ�еij�Ҋȱ�ݷ�����D5��ʾ��3�ݡ�
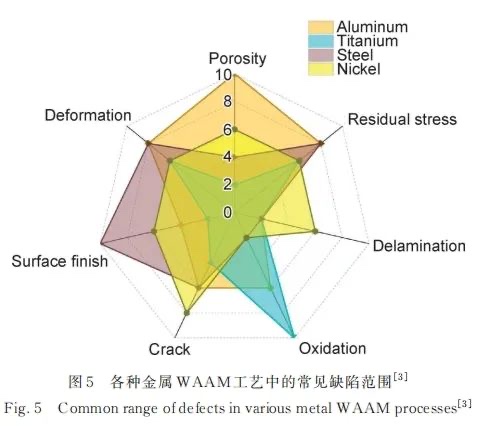
�D5
(؟�ξ���admin)

��һƪ��ͨ��3D��ӡ֧�ܞ�Ѫ�ܻ����γ�����
��һƪ�������r�ִ�W���ĵء������x�����ø��g��ˮ���z3D��ӡ���ƿɴ������Ԃ�����
��һƪ�������r�ִ�W���ĵء������x�����ø��g��ˮ���z3D��ӡ���ƿɴ������Ԃ�����
���P����
 649��Ԫ��Revopointȫ��Me
649��Ԫ��Revopointȫ��Me 649��Ԫ��Revopointȫ��Re
649��Ԫ��Revopointȫ��Re �K����(li��n)�������WԺ�Ƴ���
�K����(li��n)�������WԺ�Ƴ��� �F���������F���t(y��)��Ժ�ǿ�
�F���������F���t(y��)��Ժ�ǿ� �㽭ʡ�����t(y��)Ժ/�㽭��W
�㽭ʡ�����t(y��)Ժ/�㽭��W ADNOC Gasʹ��3D��ӡ����
ADNOC Gasʹ��3D��ӡ����
- ��649��Ԫ��Revopointȫ��MetroX 3D����
- ��649��Ԫ��Revopointȫ��Revopoint Metr
- ���K����(li��n)�������WԺ�Ƴ�����3D��ӡģ��
- ���F���������F���t(y��)��Ժ�ǿ��[���F꠳ɹ�
- ���㽭ʡ�����t(y��)Ժ/�㽭��W�Fꠣ����ܸ�
- ��ADNOC Gasʹ��3D��ӡ���������P�I��Q
- ��SpaceX��������Ş����ل�(chu��ng)�o䛣�����3D
- �����a(ch��n)�մ�3D��ӡ�˹����ޏͣ������Ƽ���
������
- ��649��Ԫ��Revopointȫ��MetroX 3D����
- ��649��Ԫ��Revopointȫ��Revopoint Metr
- ���K����(li��n)�������WԺ�Ƴ�����3D��ӡģ��
- ���F���������F���t(y��)��Ժ�ǿ��[���F꠳ɹ�
- ���㽭ʡ�����t(y��)Ժ/�㽭��W�Fꠣ����ܸ�
- ��ADNOC Gasʹ��3D��ӡ���������P�I��Q
- ��SpaceX��������Ş����ل�(chu��ng)�o䛣�����3D
- �����a(ch��n)�մ�3D��ӡ�˹����ޏͣ������Ƽ���
- ��3D��ӡ�����NƬ������С���ӡ�����
- ������é˹ˇ�g��W�W����(chu��ng)������������
 �炐�ȁ���W����
�炐�ȁ���W���� ʧȥ1/3����,���
ʧȥ1/3����,��� 3D��ӡܛƤ�|����
3D��ӡܛƤ�|���� 3D��ӡ��Q������
3D��ӡ��Q������ ���ܲ����¡����T
���ܲ����¡����T �����\��Ʒ��Jack
�����\��Ʒ��Jack���c����
- ��3D��ӡ��������3D��ӡ�P���������ij���
- ����3D��ӡ�C�����b���ˣ�����3d��ӡ��һ
- ���Լ�������һ�_ֻ��20��Ԫ��3D��ӡ��
- ���֙C��ע���ˣ��Ø�ݮ��+3D��ӡ�C����
- ���P�c3D��ӡ���ޏ�������E�еĽ�(j��ng)�䰸��
- ���D�⣺3D��ӡ�������a(ch��n)����
- ��SOLS��˾�l(f��)���ɶ��Ƶ�3D��ӡ�C��Ь�|
- ��ӯ��(chu��ng)3D��ӡ������(j��ng)�䰸������
- ��10�����ص�3D��ӡ���裬����һ������ϲ
- ��3D��ӡ���҃��b�đ��ã��cȼ�㌦���g


