�ߏ��X�Ͻ�늻�����������о��Mչ(2)
�r�g��2024-08-22 09:22 ��Դ���ϘO�� ���ߣ�admin ��x����
2.2.1 ��ȱ��
�ߏ��X�Ͻ�WAAM�^���п�ȱ�������R���ش�����֮һ��2�ݡ��S�����ؿ��ܕ�Ӱ푿�϶�ʣ������ͽz�ٶȡ����M�ٶȺ��۵��^��ģʽ��41�ݡ�ͬ�r������ͽz�ĵ��坍�̶ȡ����z�����|�������o���w�坍�Ⱥͺ��ӹ�ˇ�����ȕ�Ӱ�늻������ԣ��M���γɿ�ȱ�ݣ�40�ݡ�һ����f����ȱ�ݷ֞���������ˇ���𡣻���������Ҫ�����o����ȫȥ����ˮ�֡���֬�������s�|����Ⱦ����������յ��۳��в������̺�a�����������ڹ��w��Һ�w�е��ܽ�����ܴ�ʹ��Һ�B�X�����������ܽ�䣬�����̺�Ҳ���ܳ��^�ܽ�ȘO�ޣ������a������ˇ����Ŀ������Ƿ����εģ���Ҫ�Dz�����·��Ҏ�������ij��e�^�̌��µģ����a���ۻ���������w�R���䣬�M���γ��g϶�����
�c���X��ȣ��ߏ��X�Ͻ�����Mg��Zn�ȺϽ�Ԫ�صļ���������˚�Ԫ�ص�����ܽ����l����׃��42-43�ݣ�����Mg��Zn��Ԫ�����c���ד]�l���@ʹ��WAAM�ߏ��X�Ͻ��ȱ���y���{�ء�Bai�ȣ�44���о��˟�̎�팦2319���IJ��Ͽ���Ӱ푣��Y���l�F�����]�������������������gλ�ðl�������ӡ����Ͽ�֪�����ƺ��������Ę����Ŀ�ȱ�ݷdz����s��Ŀǰ���ƺ�������ȱ�ݵķ�����Ҫ�������������棺��1�������z���|���������Ͻ�Ԫ�سɷֺͱ���������Zr��Ti���ܽ��Ϳ�϶�ʵ�����Ԫ�ء����ͽz�ı���ֲڶȣ�41�ݣ�ȥ���z�ı������֬��ˮ�ֵȚ�Դ�^��̼�仯�����45�ݡ���2��������ˇ�������{�غ�����ˇ�����������������o���w�����͟�ݔ�롢������Դ��46�ݡ��{���۵��^����ʽ��47�ݺ������{�،��g�ضȣ�48�ݵȡ���3���o����������ͺ����ļ��g�����ü���-늻��ͺϹ�ˇ��49�ݡ������o��늻���50�ݡ����g��܈��51�ݡ����g�N����52�ݺ͌��g����Ħ���ӹ���53�ݵȏͺ��������켼�g��
2.2.2 �Ѽy
�����Ѽy���X�Ͻ�WAAM�^���еĵ���ȱ�ݣ��ߏ��X�Ͻ���Ѽy�������^�ߣ������е����ķ�ʽ�ж��o����ȫ�����54�ݡ��X�Ͻ���Ќ��������̜ضȷ����Լ�����Һ���Ĵ��ڣ��ߟ�Դ���¸����٣�ʹ�����ڮa�������Ѽy������Gu�ȣ�55�ݵ��о����ڳ��e�Ͻ��������~�ĺ�����һ���̶ȵؽ��������Ѽy�������ԡ�Ouyang�ȣ�56���J��ִ�ľ����;���λ�õڶ����ƫ���Ǽӄ�WAAM�����Ѽy�����Ե���Ҫԭ�����ڌ��g���w�ۻ�����ֶ����������ӷӻ��߷��xҲ�dz�Ҋ���@ȱ�ݣ��o��ͨ�^��̎�����ߟ�̎�����gȥ������������ͨ�^��ѭ�m���Ĺ�ˇ���������⡣�ɴ˿�Ҋ�������Ͻ�ɷ֡����������^��Ԫ��ƫ���������������{���m�����������������ߏ��X�Ͻ��Ѽy����Ҫ;����
2.2.3 ��������
WAAM�^����Ҫ����������ļӟ����sѭ�h���ڸߟ�ݔ�댧�¾����ִ�ȽM�����}��ͬ�r��߀���a������������׃�ε��Π�}���������������^����ͺ��^����đ�����Ŀǰ���о��l�F���ӟ�ݔ�����Ч�ؽ��͚���������57�ݣ��c֮�෴�s�����˟�׃�������������ژ����Ŀv���������^�����ڻ���͘�������̎�����������������D׃�鉺�������@�c���廡���a���Ě����������ơ�ĿǰWAAM�������������P�I���ذ�����58�ݣ����g�ض��ݶȡ�����Û�c�տs����׃�����ԡ���ƽ���c����-��׃����ģ�͡�
3 �ߏ��X�Ͻ�WAAM���܃����ֶ�
Ŀǰ���o��������WAAM�б��V�����Á����M�ߏ��X�Ͻ������|�������܃�����Ҫ���������������OӋ���ɷ��OӋ���p�z/��z/��zWAAM���^�Y���OӋ�������̺�̎������̎�����Cе���������⇊�裩�������^���нM���{�أ��ͺϟ�Դ�����|�w�������o�������g��s����ˇ�����o�����������ͺ��������췽�������g��܈���Cе�N��������Ħ���ӹ���������ȡ�
3.1 �����OӋ
���ϣ��T��Ȃ��y�ӹ����g�ڴ��ߏ����պ����X�Ͻ𘋼��������^�������R�T�����ܲ�I�w�ȸߵ������59�ݣ����Խ��Խ���о��ˆT�_ʼ�о��ߏ��X�Ͻ���WAAM���õĿ����ԡ���һ�������Ǻ������̘I�ߏ��X�Ͻz���ۺ��^�������׳��F���Ѽy�͚�ף�����Ӱ푏��ȡ���չ�Ե����ܣ�60�ݡ���һ�������Ǹߏ��X�Ͻ�z�ĵ����a�O�����y����������z�^���мӹ�Ӳ���ͳ��폊���dz��������y���z��ˇ�������l����z���o���ӹ���Ŀǰ��ֹ��WAAM���a�ĸߏ��X�Ͻ��ЃɷN������һ�Ƕ�z���ۣ�61-62�ݣ���������ԭ�ϣ�46��63-64�ݡ�Yu�ȣ�61�ݲ������z����ER2319��ER5356��Zn�탞���ߏ��X�Ͻ����ڳɷֲ���������F�����͵ĸ����ԣ�ˮƽ�ʹ�ֱ�������Ȟ�241 MPa��160 MPa��Klein�ȣ�46���_�l��һ�N���ߏ��X�ϽzAl-3.6Zn-5.9Mg-0.3Cu����CMT�M�����죬���e���M�Ѓɼ��rЧ̎�������������_��477 MPa��Guo�ȣ�63-64���_�l��7B55-Sc���z���������^����Al3��Sc��Zr���w���������^�������鮐�|�κ˴��M���S�����γɣ��������@�M���������ĺ��M��T6��̎����ˮƽ�������ȸ��_618 MPa�����J����WAAM����600 MPa���X�Ͻ��ͻ�ơ��@ʹ�ö�z����ԭλ�Ƃ�ߏ��X�Ͻ�ɞ����µİlչ˼·�����ҿ���ͨ�^�{�ؽz�ĵķN��ͽz�ٶ��_���Ƃ��O���Ͻ�ɷֵ��X�Ͻ��Լ��ݶ��X�Ͻ�
���˲��ò�ͬ�ğ�Դ�M����������֮�⣬������W��߀ͨ�^���Ʋ�ͬ���ͽz�O�䡢�۵��^�ɠ�B�͟�ݔ��탞�����e�^�̡�WAAM������X�Ͻ��������ڸߵğ�ݔ��͜ض��ݶ��γɴִ�ľ����͵ڶ��࣬�@ʹ�������½���61��65�ݡ���ˣ�ͨ�^�p��늻���ݔ�������������һ����Ҫ�ă����ֶΣ�66�ݡ���z늻��������켼�g��HWAAM����һ�N����WAAM���������췽�������ԫ@�þC���������õ������67�ݡ�HWAAM��ԭ������WAAMϵ�y�Ļ��A������������Դ������Դ�����Oͨ�^���K�B�����z�ģ�ؓ�O�B�������壬���z�����M�۳ؕr�·�Bͨ�����a����������ӟ�z�ġ���z���H�܉��o�����z�ۻ�����߳��eЧ�ʣ������܉�p��늻�����ݔ�룬���M�������S���D����Fu�ȣ�67�ݲ���HWAAM�ɹ��Ƃ������ܶȞ�99.64%��2024�X�Ͻ𣬲��ҿ��������_��399 MPa��
3.2 ���̺�̎��
���ڟ�̎�폊�����X�Ͻ�WAAM���M�П�̎���ѽ��ɞ���ͨ�õ�̎���ֶΣ���������T6��̎�팍�F���폊�����Á���߿������Ⱥ;����^�M����68-69�ݣ�ͬ�r�܉�p�ٚ���������Li�ȣ�69��7ϵWAAM�����M����T6��̎�����Y���@ʾT6̎�����Ԝp�ٵڶ���Ĕ����ͳߴ磬����Ԫ�ؾ���ֲ���Ӳ�ȡ��������Ⱥ������ʶ����˺ܴ��������Ȼ��ֵ��ע����ǣ����ھ����X�Ͻ�WAAM�����ğ�̎���^�̣����l��������s���µ�׃�ο��ƣ����������F�_�ѵĿ����ԣ�����Ӱ푘����ľ��ʶȺ����ܡ���ˣ��x����m����s���Ϻ�ᘌ����ό��Ե������̎����ˇֵ��ȥ�_�l��
����֮�⣬������W��߀�����̺��M���˙Cе��̎����������呺͇���ȣ����^Ŀǰֻᘌ�����F���ϣ�70-72�ݡ���칤ˇ���Ԍ����s�������뵽��������У��Ķ��Ͽ�϶�����Ӿ���������������p�ټy�������Ʊ���❍�ȡ�����ͬ����ʹ���ϱ���l������׃���T�������������@������ƣ�ډ����͏��ȡ�������Ҫ�������Ҫ��ĸߏ��X�Ͻ𣬌����������M������̎���܉�һ���̶���߿����g�ԡ���Ħ��ĥ�p�Ϳ�ƣ�ڵȣ����ֵ���_�l�m�ϸߏ��X�Ͻ�ęCе��̎����
3.3 �����^���нM���{��
�ͺϟ�Դ�ĺ��Ӽ��g�ڲ����B�����ѽ����F�˺ܺõđ��á��������˔U��WAAM�Ŀ����ԣ���Q�����۷e���µľ����ߴ��^��Ć��}��һЩ���͏ͺ�WAAM���g�õ���ʹ�á�Bai�ȣ�73�ݰl�F���Æ�һTiG���e��2219�X�Ͻ�ľ����ߴ�s��50 ��m��Cong�ȣ�47�ݲ�����һ�N���M��������^���}�_��CMT-PADV����ˇ��Ч�������˿�϶�������˾������������Ⱥ������ʵõ�������������늻��ͺ��ǿ��Ԍ����ܼ�����m���ԏ���TIG�Y����һ��ĸ�Ч�����|���Ĺ�ˇ�����ڼ���늻��ąfͬЧ���������ݔ��ɼ���С���еľ������F����s���ʣ��M��������W���ܣ�74�ݡ�Wu�ȣ�49�ݲ������ͼ���-TIG�ͺ��������켼�g�ɹ��Ƃ��˟o�Ѽy����϶�ٵ�2219�X�Ͻ��۳ط֞����ϲ���늻��^��AZ�����²��ļ���^��LZ�����ڼ���Ĕ��������¾������Ӽ�С��Ԫ�طֲ����Ӿ���Liu�ȣ�75�݄����_�l���}�_����늻��ͺϹ�ˇ�����M���˟�̎�����ɹ��Ƃ��ˏ��ȸ��_602 MPa��Al-Zn-Mg-Cu�X�Ͻ�ͨ�^��Ҏ늻�������������Ӳ��{�����l���}�_��������Ԍ��F���l���}�_늻���Դ���{�l���}�_늻��ё����ڽ����ۺ���ˇ����������늻������p�ٚ��ȱ�ݡ����������ȃ��ݡ�Cong�ȣ�76�ݲ��Â��y�Ŀ�׃�O�ԣ�VP���ͳ��l���}�_��׃�O�ԣ�UFVPP����TIG늻�ģʽ�M����2024�X�Ͻ�����죬�p���˿�϶�����ҏ��Ⱥ�Ԫ�ؾ����Եõ���������
����WAAM�Ĺ̻��О飬��Ȼ���ڿ�϶���w���ĈF�ۆ��}�������ջ�������Ч�������������ѽ����ڂ��y�ۺ���ˇ������������P�W���ڳ����o����UA���������췽���M�����о���Wang�ȣ�50������̽�^ֱ�ӽ���ֲ��۳ز��ڳ��e늻������S�M���ɹ��Ƃ���7075�cTiB2�{�ͺϲ��ϡ��Y���@ʾ����UA��Ӱ��£���϶�ʵͣ����̽Y���������{�����ӈF�۷�ɢ�^�١��S��Wang�ȣ�77���Mһ���_�l��UA��HWAAM��ˇ���Ƃ���TiB2�{���w��������7075�X�Ͻ��ڟ�z�ͳ����ąfͬЧ���£��@���˸��Ϳ�϶�ʡ��ֲ�������ļ{�����Ӻ��������W���ܡ�
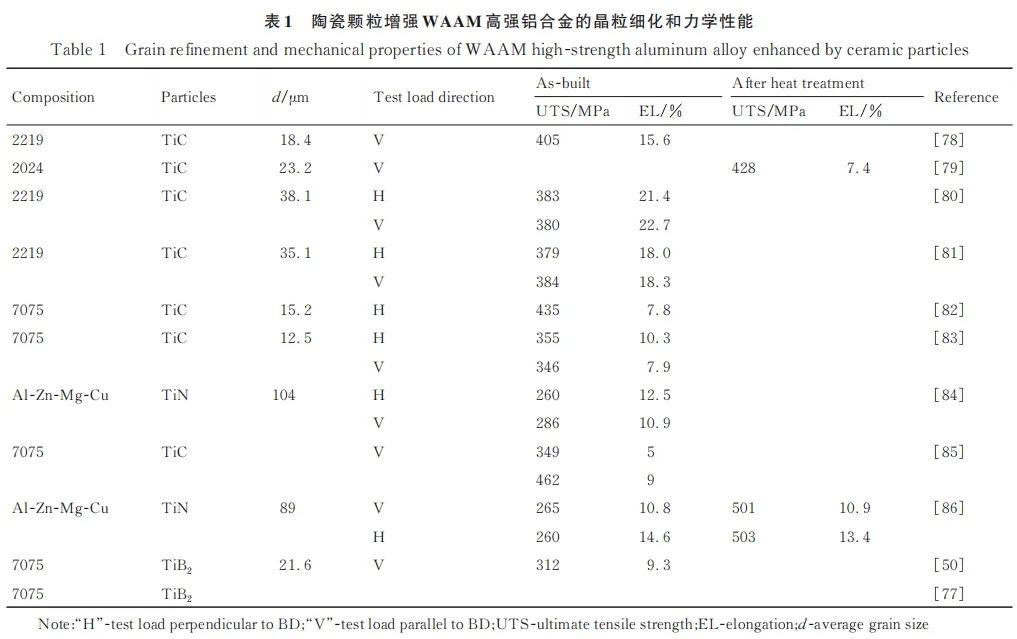
�c�����������o������������������Ԫ�ظ��ƾ���ɷ֡��ӹ�Ӳ���͟�̎����ʹ���|Ԫ�����·ֲ����M�����������ȏ���������ȣ������մ��w�����ߏ��X�Ͻ����鮐�|�κ��c���������ƾ���ƫ����ͬ�r����������Ŀǰ�о��W�ߌ��w������WAAM�M���˴����о���78-86�ݣ��մ��w����Ҫ��TiC��TiN��TiB2�ȡ���1 ��50��77-86�ݞ鲻ͬ�����w�����ߏ��X�Ͻ����ܵ�Ӱ푡�Fu�ȣ�82���Ƃ��˺�TiC�{���w����7075�X�Ͻ�z�ģ�TiC�w�������cλ�ھ���ĵڶ���Y�ϣ�ͬ�r�������鮐�|�κ��c���M�κ��ʣ���K�@���˼�С�ĵ��S���M�������e�B����������435 MPa�����i�ȣ�87�ݞ�������Al-Cu�Ͻ�WAAM���F������;���ƫ����ȱ�ݣ������TiC�w�����l����o�����ӌ�2219�X�Ͻ�WAAM���g���ķ������ĸ����ϸ����˽Y���^�̣�������ƫ���͚��ȱ�ݵĮa����
��1
WAAM��������ݔ�벻���У���s����Ҫ�ͺܶ࣬��������ͨ�^��ǰ���e�Č���ɢ�����w������ͨ�^������ݗ��ɢ�䵽�h���՚⣬�S�������߶ȵ����ӣ�����Ă��������@�����ӣ�ֱ����ݔ���ɢ���_��ƽ��r������88-89�ݡ�һ���棬�����۷e���H���p���۳ص������ٶȣ�ʹ�ú������A�ڸ���������Ӱ푎ξ��ȡ��������ú����a�ʣ�89�ݡ���һ���棬���ڳ��폊���ĸߏ��X�Ͻ����̷����V�����ٌ������Ѽy���������Ƿdz��@���ġ�ͬ�r�����g�ضȌ����M�ӑB�����^�����P��Ҫ����ˣ�Geng�ȣ�90��ָ���m���Č��g�ضȿ��ƺ͟�ݔ���{���������¶��ϵ����������^���Ќ��F�ͱ��ֽyһ�ğ�߅��l������Ч�k����Li�ȣ�91-92���_�l��һ�N���ڟ����s���g���^��������sϵ�y��ʹ���ό�ɢ������_���c����ͬ��ˮƽ�����H���������ͽz�ٶȣ�9%~15%����߀���Ԝp�ٌ��gͣ���r�g��42%~45%�������wЧ������0.97�����ϡ�Dong�ȣ�93��ͨ�^���ƌ��g�ض��о���Al-Zn-Mg-Cu�Ͻ���WAAM�^�����^�Y���c���g�ض�֮�g�ď��s�Pϵ���Y���@ʾ�^�ߵČ��g�ضȕ����\��֦��ȡ��ֲ����������ֻ��Լ���ǶȾ�������ӣ��ߵČ��g�ض������ڼ��لӑB�����^�̣����dz����ޡ�
3.4 �ͺ��������췽��
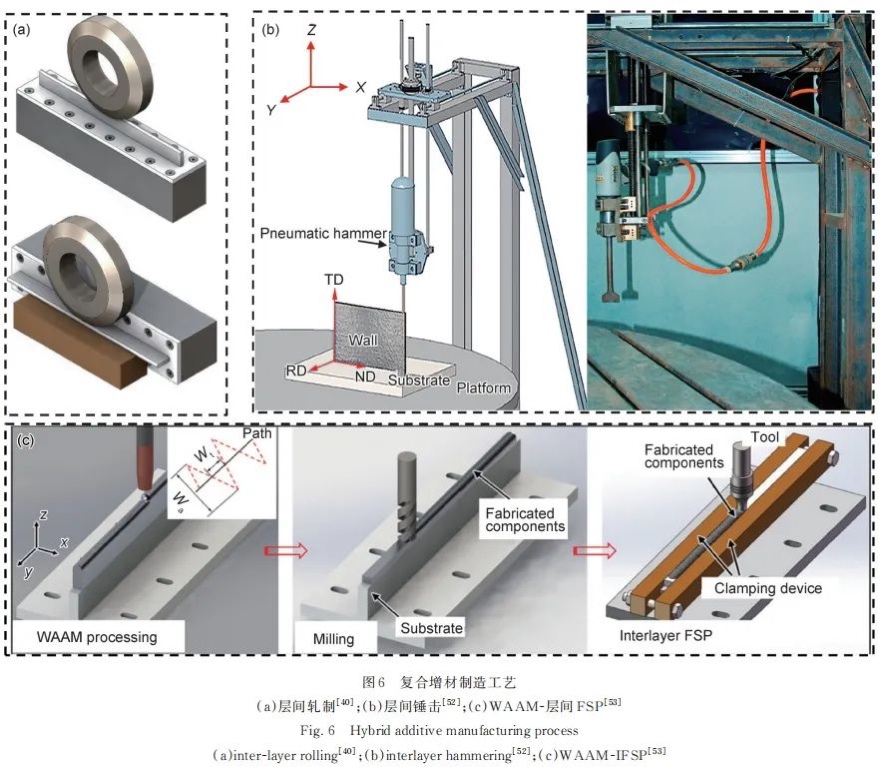
���˿˷���������͂��y���칤ˇ��ȱ�c��ˇ���ƣ����I��͌W�g���_�l�����칤ˇ�ďͺϷ������������H���a���̿ƌWԺ��CIRP���Ķ��x���ͺ����칤ˇ����ͬ�r���ܿصĹ�ˇ�C��/��Դ/���ߵ�����ã�����ˇ���ܾ����@��Ӱ푣�94�ݡ�����������Ĺ�ˇ�c�������a�����Y��ʹ�ã��Ԍ��F��K�������IJ������ԡ��OӋ�ͳߴ繫���95�ݡ�Ŀǰ���о����ѽ����ߏ��X�Ͻ��ͺ��������칤ˇ��hybrid-AM���M�����о�����Ҫ�������g��܈���Cе�N��������Ħ���ӹ���FSP������������Ȝp���졣���͵Č��g�ͺ��������췽����D6 ��40��52-53����ʾ��
�D6
��ÿ�����e���M��݁���ѽ��C�����Ԝp�ٚ���������׃�Σ�51�ݣ����H���Խ��͚���������߀���Ԏ���������ĽM�������ܣ��@�������^�Y���ظ����ԡ�ͬ�r��܈���^�̕��a�����ܶ�λ�e���@Щλ�e��������ԭ�Ӛ����յă���λ�c��96���Լ���Uɢ�ܵ������S�Uɢ�����棬��ˮ����g��܈�r���Ԝp���������������д��ڵĿ�϶��Gu�ȣ�36��68��97���о��ˌ��g܈�ƺͳ��e���̎�팦��϶�ʵ�Ӱ푣��O��p���˚�ה��������ܵõ���������Hönnige�ȣ�40���о��˴�ֱ���g܈�ƺͳ��e���܈��WAAM���a��2319�X�Ͻ��αډ���Ӱ푣���ֱ���g܈�Ƹ�׃�ˆαډ��еĚ�������������������׃�Σ�ͬ�r���M�˲��ϵ���Ȼ�rЧ��
���g�N���ǽ�������������һ�N���͏ͺϼ��g������ڌ��g܈�ƣ��o���c�����O��M�b���ṩ������B�m�o�����������c���I�C���˺ܺõؽY�ϣ����F���ߵļӹ����ɶȣ�˲�g�_�������F�ߵ�����׃�Σ���׃�ʸߣ��m������С�Ҵ��Y��������Fang�ȣ�52�������аl�˚���N���b�Ì��F��2319�X�Ͻ𘋼��Č��g׃�Σ�50.8%׃�Θ�Ʒ�Ŀ����������ӵ�334.6 MPa������֮�⣬���ü��⇊�衢�����_���Ȍ��g̎���ѽ���䓺�⁵Ƚ����ϵõ��ˑ��ã���߀δ�ڸߏ��X�Ͻ����ĵõ����`����Ҫ���M���ǣ����ͼ���ț_��̎�팦�̑B����Ӱ푷dz����ޣ��ܵ�����ȵ����ƣ����_���Ĵ����������������60 ��m����ˣ��mȻ����ܺõĺ�̎���ֶΣ���Ч������
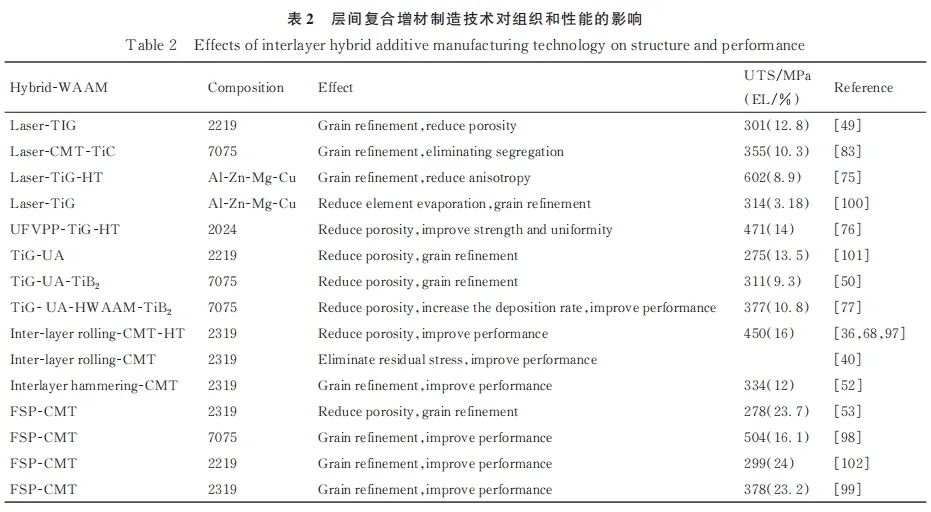
���������칤ˇ��������g����׃�ο����ڼ���������ͬ�r���λ�e�ܶȣ��Ķ���ߘ��������ܡ�Ŀǰ������Ħ���ӹ���FSP���͔���Ħ�����e���ģ�AFSD���ѽ��ڲ��ϸ��ԺͲ������췽��ȡ������Ҫ�ijɹ����������d�Ľ��ٹ���ӹ����g��������ȫ�����ۻ����ĵĹ���ȱ�c����ˣ������Ե،�FSP�ͺ�WAAM�����䪚�صă��ݡ�Wei�ȣ�53��ͨ�^�ͺ�WAAM-���gFSP��WAAM-IFSP����ˇ�Ƃ���2319�X�Ͻ�������ڔ���^��SZ���@�þ������^�Y������Ч������϶���S��ԓ�n�}�M��98�ݲ���ͬ�ӵķ����Ƃ���Al-Zn-Mg-Cu��SZ�^���@ʾ�����_504 MPa�Ŀ������ȡ�Yuan�ȣ�99�ݲ���WAAM-IFSP������2319�X�Ͻ𣬫@�����ɽ���ľ����ΑB���������^�Y��������23.2%�ĸ����L�ʡ���2 ��36��40��49-50��52-53��68��75-77��83��97-102�ݿ��Y�ˌ��g�ͺ��������켼�g���M�������ܵ�Ӱ푡��ɴ˿�Ҋ���ڌ��g��������׃�Ξ��Ƃ�ߏ��X�Ͻ��ṩ���µİlչ����
��2
3 δ���lչڅ��
���^ȥ��20���У�WAAM�ѽ��V�������ڱ���I�I����s�㲿�������죬����Ҫ�����I��֮һ�Ǻ��պ���I��ԓ�ИIʹ�ô����߱ȏ��ȺͱȄ����Լ���ɫ�Cе�ӹ����ܵĸߏ��X�Ͻ�Ȼ�������Ĺ�ˇ�ڸߏ��X�Ͻ��е��m������Ȼ�ܵ��^������ơ��M�ܶ�����������о���������������ȵp�ٻ��������@Щȱ�ݣ������ā��f߀�H�H̎�����A�Σ����WAAM���������Ժ͔U��ߏ��X�Ͻ�đ��÷����ǂ��������
��1��WAAM�ߏ��X�Ͻ�C���u�r�wϵ��Ŀǰ���о���Ҫ������ͨ�^�p��ȱ�ݺͼ��������M�Џ����u�r�������պ�����ߵİ�ȫ��Ҫ�ߏ��X�Ͻ�����Ɠp��ʣ�����ȣ��Լ���ʼ�Ѽy���R���Ѽy�Uչ�ĉ�����������_Ҫ�������WAAM�ߏ��X�Ͻ��ƣ���Ѽy�Uչ���ʡ������g�ԡ����������g���ܵ�ͬ������˸��ߵľC��Ҫ�������ֹ�@������о��^�١�
��2��WAAM�øߏ��X�Ͻ�ɷ��OӋ�ͽz���аl���ض�WAAM������Ҫ�M������K��;���ض����ܣ�����-�^�Y��-�Ͻ�ɷ��ܲ��ɷ֡�WAAM��ζ���ߜ��ۻ�ѭ�h�����X�Ͻ�ē]�l��Ԫ�������pʧ���أ����������Ͻ�Ԫ�،��ߏ��X�Ͻ�ď��Ⱥ����g�����������P��Ҫ��ͨ�^���^�ȺϽ����Խ�QԪ�ؓ]�l���}���{���մ��w���ͺϲ����X�Ͻ�z������fͬ�Բ�Č��g���ӹ�ˇ������WAAM���Ϻ�WAAM���w�������ͺϲ��Ϻ��z����δ�����Ĺ��I�h���İlչ���ܵ��߶���ҕ��
��3��WAAM�ߏ��X�Ͻ��̎���ƶȡ�WAAM���ӟ�ݔ����γɕrЧ������Ę����������Ӟ��^�rЧ��B����ˣ����ˌ������ֲ����^�M�����˲��ö��Ɵ�̎��������������ܡ�ͬ�r߀��Ҫ���]�Ͻ�Ԫ�ء��{���κ��w���͌��g׃��̎���ȵ�Ӱ푣���ֿ��]늻����ԕrЧ�͟�̎��׃�ε����أ��аl��Ч�͵ͳɱ��ğ�̎���ƶȡ�
��4���ͺ��������켼�g�ąfͬ�ԡ��ͺ��������칤ˇĿǰ�Hͣ����̽���A�Σ��������xɢ�������ɵ�һ���µ��b�����M�І΅^��ӹ����кܸߵ��y�ȡ�ͬ�r���ͺ������^���нM�������ܵ��ݻ��C���Լ�����׃�ε�Ӱ푙C���r�Ј�����䱾�|���ÙC����Ӱ푹��c�в����_���������������c���e�ΌӸ߶ȵąfͬ���Cе׃���c���g�ضȵąfͬ���A׃�κ���e���c��̎���ƶȵąfͬ�ȡ���ˣ��ͺ��������켼�g�ąfͬ�����͟�-��-��-�Եı����Pϵ߀���Mһ��̽����
��Դ��������,ꐘ��,�w�U�S,��.�ߏ��X�Ͻ�늻�����������о��Mչ[J].���Ϲ���,2024,52(7):1-14.
WANG Shuwen, CHEN Shujun,ZHA0 Qiyue ,et al. Research progress in arc additive manufacturing of high-strength aluminum alloys[J]. Journal of Materials Engineering,2024,52(7):1-14.
(؟�ξ���admin)

��һƪ��ͨ��3D��ӡ֧�ܞ�Ѫ�ܻ����γ�����
��һƪ�������r�ִ�W���ĵء������x�����ø��g��ˮ���z3D��ӡ���ƿɴ������Ԃ�����
��һƪ�������r�ִ�W���ĵء������x�����ø��g��ˮ���z3D��ӡ���ƿɴ������Ԃ�����
 649��Ԫ��Revopointȫ��Me
649��Ԫ��Revopointȫ��Me 649��Ԫ��Revopointȫ��Re
649��Ԫ��Revopointȫ��Re �K�����������WԺ�Ƴ���
�K�����������WԺ�Ƴ��� �F���������F���t��Ժ�ǿ�
�F���������F���t��Ժ�ǿ� �㽭ʡ�����tԺ/�㽭��W
�㽭ʡ�����tԺ/�㽭��W ADNOC Gasʹ��3D��ӡ����
ADNOC Gasʹ��3D��ӡ����������
- ��649��Ԫ��Revopointȫ��MetroX 3D����
- ��649��Ԫ��Revopointȫ��Revopoint Metr
- ���K�����������WԺ�Ƴ�����3D��ӡģ��
- ���F���������F���t��Ժ�ǿ��[���F꠳ɹ�
- ���㽭ʡ�����tԺ/�㽭��W�Fꠣ����ܸ�
- ��ADNOC Gasʹ��3D��ӡ���������P�I��Q
- ��SpaceX��������Ş����ل��o䛣�����3D
- �����a�մ�3D��ӡ�˹����ޏͣ������Ƽ���
- ��3D��ӡ�����NƬ������С���ӡ�����
- ������é˹ˇ�g��W�W����������������
 �炐�ȁ���W����
�炐�ȁ���W���� ʧȥ1/3����,���
ʧȥ1/3����,��� 3D��ӡܛƤ�|����
3D��ӡܛƤ�|���� 3D��ӡ��Q������
3D��ӡ��Q������ ���ܲ����¡����T
���ܲ����¡����T �����\��Ʒ��Jack
�����\��Ʒ��Jack���c����
- ��3D��ӡ��������3D��ӡ�P���������ij���
- ����3D��ӡ�C�����b���ˣ�����3d��ӡ��һ
- ���Լ�������һ�_ֻ��20��Ԫ��3D��ӡ��
- ���֙C��ע���ˣ��Ø�ݮ��+3D��ӡ�C����
- ���P�c3D��ӡ���ޏ�������E�еĽ��䰸��
- ���D�⣺3D��ӡ�������a����
- ��SOLS��˾�l���ɶ��Ƶ�3D��ӡ�C��Ь�|
- ��ӯ��3D��ӡ�������䰸������
- ��10�����ص�3D��ӡ���裬����һ������ϲ
- ��3D��ӡ���҃��b�đ��ã��cȼ�㌦���g


