����������ԭλ�մɏ�(qi��ng)���ߏ�(qi��ng)�X�Ͻ�
�����3D��ӡ���g(sh��)�l(f��)չͻ�w���M(j��n)�����M(j��n)��ĩ�Ƃ似�g(sh��)��3D��ӡ�Ļ�ʯ���_�l(f��)�µ��m���� 3D ��ӡ�ķ�ĩ�����Ȟ���Ҫ�����y(t��ng)�X�Ͻ��ĩ���ڼ��������ʵ͡�ճ���^���l(w��i)�Ƿ۶ࡢ���a(ch��n)Ч�ʵ͵Ȇ��}��3D��ӡ��ˇ���_�l(f��)�y�Ⱥܴ��Ҵ�ӡ���ľC�����ܺܲ��(y��ng)�È���ʮ�����ޡ�
 ���X����3D��ӡ��Ƥ����
���X����3D��ӡ��Ƥ����
![]() �ߏ�(qi��ng)�X�Ͻ�3D��ӡ����
�ߏ�(qi��ng)�X�Ͻ�3D��ӡ����
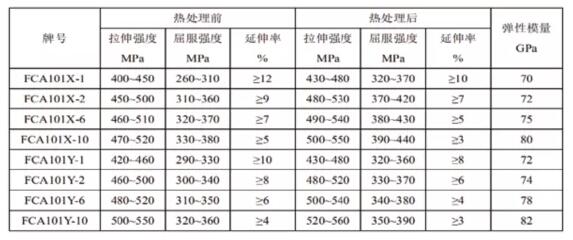
���K�������²��ϿƼ�����˾���Ϻ���ͨ��W(xu��)���Ƃ����ڈF(tu��n)�(du��)�Ͱ�������(f��)�ϲ�������˾������Ⱥ������ڲ����wϵ�_�l(f��)���Ʒ۹�ˇ�о��ȷ����M(j��n)���˴����о����ɹ��_�l(f��)���m����3D��ӡ�ĸ��������X��(f��)�ϲ��Ϸ�ĩ�����ӡ�����������(qi��ng)�ȳ��^540MPa�����������L�ʳ��^15%��
 ��(y��ng)�Ì�(sh��)��-���оƬ�����P(gu��n)�I�㲿��
��(y��ng)�Ì�(sh��)��-���оƬ�����P(gu��n)�I�㲿��
�a(ch��n)ƷҎ(gu��)��116mm��28mm��12mm
��ĩ��̖��FCA101Y-10
����ָ��(bi��o)��ģ����85Gpa
�p�����g(sh��)�F(tu��n)�(du��)�Y(ji��)�����X��(f��)�ϲ��ϵ��������c(di��n)���Č����O(sh��)�䡢��ˇ�{(di��o)�ء����ϽM��һ�w���O(sh��)Ӌ(j��)���������֣�
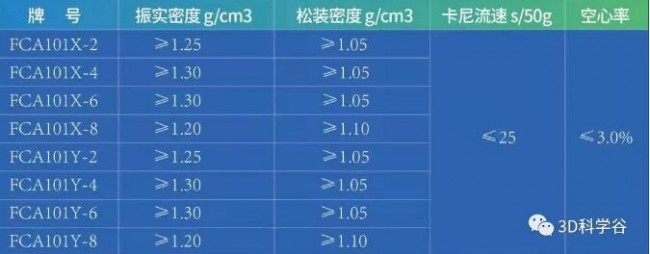
1. �ڌ����O(sh��)���O(sh��)Ӌ(j��)�ϣ���(y��u)���ؿ�ϵ�y(t��ng)���Ś�ϵ�y(t��ng)���F��ϵ�y(t��ng)�����O(sh��)Ӌ(j��)�ˌ��õķ�ĩ��̎����ˇ������p���l(w��i)����Ϳ�����ı���������ĩ�Ļ������ٿs�̵�75s/50g�ԃ�(n��i)�����b�ܶ�������1.4g/cm3���ϣ�
 ���X��(f��)�Ϸ�ĩ��������
���X��(f��)�Ϸ�ĩ��������
2. ͨ�^ȫ��ˇ���̿��ƣ��������˷�ĩ�ɷ֡����ȼ����������P(gu��n)�Iָ��(bi��o)�����η�(w��n)���ԣ�
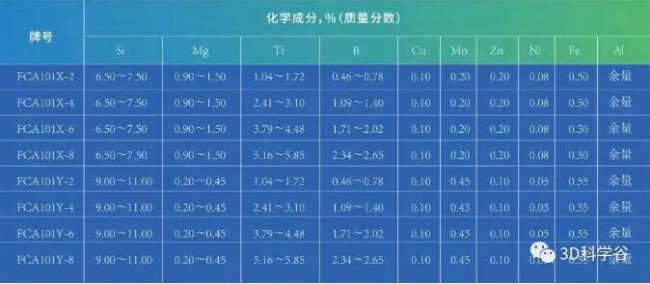 ���X��(f��)�Ϸ�ĩ���W(xu��)�ɷ�
���X��(f��)�Ϸ�ĩ���W(xu��)�ɷ�
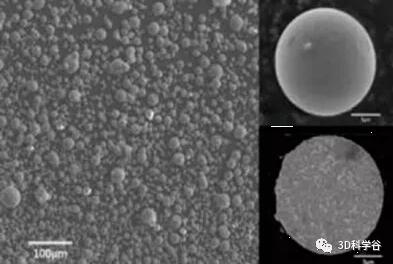 ���X��(f��)�Ϸ�ĩ��R��Ƭ
���X��(f��)�Ϸ�ĩ��R��Ƭ
3. ����TiB2�{���w���Ķ����۟����Ƽ��g(sh��)����ϳɷ��O(sh��)Ӌ(j��)��ʹTiB2��(qi��ng)�������Ƃ�ԭ�ϡ����a(ch��n)��ĩ�ʹ�ӡ�ɼ����^���У����ܾS������ͬ�Ġ�B(t��i)�����H�˷����X�Ͻ������ʵ͵Ć��}��߀�����γɳ���(x��)���S���Y(ji��)��(g��u)����Q�����X��(f��)�ϲ��Ϲ��I(y��)���B�m(x��)���a(ch��n)�y�}��
�����Џ���������ӡ�����У��oՓ���M(j��n)��߀�LJ��a(ch��n)���O(sh��)�䣬���X��ĩ�Ĵ�ӡ���ܶ��dz���(y��u)�㣬��������ϡ����(qi��ng)���ĸߏ�(qi��ng)�X�Ͻ�
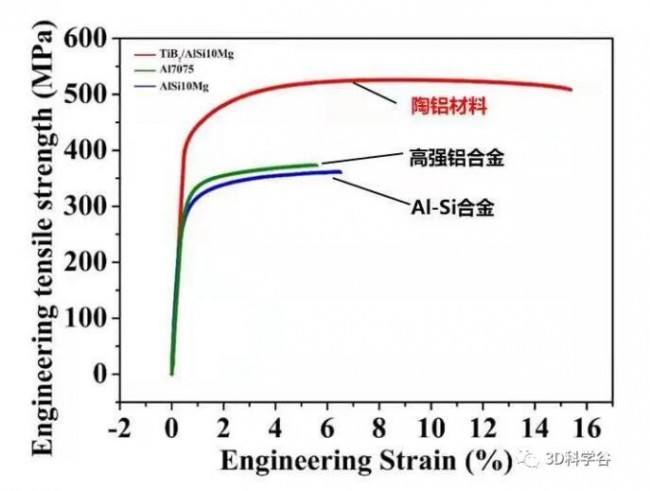 ���X�c���y(t��ng)�X�Ͻ��ӡ���܌���
���X�c���y(t��ng)�X�Ͻ��ӡ���܌���
�ڌ�(sh��)�H��ӡ���^���У����ڏ�(qi��ng)����TiB2�ǏĻ��w��ԭλ���L�ģ��c���w֮�g�Ľ��治���ڝ����ԵĆ��}���܉��γɏ�(qi��ng)���W(xu��)�I����˺Ͻ�M���܉�ʬF(xi��n)ƽ�������ߴ磼500nm�ij���(x��)���Y(ji��)��(g��u)�������(qi��ng)���˺Ͻ�ľC�����W(xu��)���ܣ���ʹ�����ĽM�����F(xi��n)��һ���ĸ���ͬ�����ܡ�
 ���X��(f��)�ϲ��ϴ�ӡ������
���X��(f��)�ϲ��ϴ�ӡ������
ͬ�r��ͨ�^�{(di��o)���ļ���ʡ������ٶȺͷ�ʽ�ȴ�ӡ����(sh��)���܉��ڹ����ڃ����Ͼ��a(ch��n)����(x��)С����ĵ��S�������������W(xu��)���ܲ�sС��5%�ԃ�(n��i)���ԝM����͏�(f��)�s�Y(ji��)��(g��u)�ij���Ҫ��
(؟(z��)�ξ���admin)

��һƪ��ռ�I(l��ng)ӡ�����������Ј���ڽ�ɽ��AMACE�Ƴ��������3D��ӡ�C(j��)ALM-400
 �l(f��)���ߌ�(d��o)���X�Ͻ����η�ĩ
�l(f��)���ߌ�(d��o)���X�Ͻ����η�ĩ EOS �Ƴ��ɷN���ͽ��ٲ���
EOS �Ƴ��ɷN���ͽ��ٲ��� EOS�Ƴ�100%�����XAlSi10M
EOS�Ƴ�100%�����XAlSi10M Metalysis�����ͽ��ٺϽ�
Metalysis�����ͽ��ٺϽ� ������(qi��ng)��1265MPa��1,700
������(qi��ng)��1265MPa��1,700 ![Protolabs�ؽM���g�P(gu��n)�]������3D��ӡ���S�������a(ch��n)�D(zhu��n)�������Ј�](http://www.ypwyruw.cn/uploads/allimg/241031/0T410Lc-0.jpg) Protolabs�ؽM���g�P(gu��n)�]��
Protolabs�ؽM���g�P(gu��n)�]��
- ���l(f��)���ߌ�(d��o)���X�Ͻ����η�ĩ3D��ӡ���ϣ�
- ��EOS �Ƴ��ɷN���ͽ��ٲ��ϣ��U(ku��)չʯ����
- ��EOS�Ƴ�100%�����XAlSi10Mg����������
- ��Metalysis�����ͽ��ٺϽ��ĩ���a(ch��n)����
- ��������(qi��ng)��1265MPa��1,700 �A�϶ȸߜ��\(y��n)
- ��Protolabs�ؽM���g�P(gu��n)�]������3D��ӡ
- ������B�Ƴ���N���ͽ��������������
- ��ɽ�ؾS���Ƴ�����Osprey HWTS 50������
- ���l(f��)���ߌ�(d��o)���X�Ͻ����η�ĩ3D��ӡ���ϣ�
- ��EOS �Ƴ��ɷN���ͽ��ٲ��ϣ��U(ku��)չʯ����
- ��EOS�Ƴ�100%�����XAlSi10Mg����������
- ��Metalysis�����ͽ��ٺϽ��ĩ���a(ch��n)����
- ��������(qi��ng)��1265MPa��1,700 �A�϶ȸߜ��\(y��n)
- ��Protolabs�ؽM���g�P(gu��n)�]������3D��ӡ
- ������B�Ƴ���N���ͽ��������������
- ��ɽ�ؾS���Ƴ�����Osprey HWTS 50������
- ��6K Additive�cMPW��ӆ�����f(xi��)�h�����a(ch��n)��
- ��EOS��ʽ�Ƴ��XAl5X1����3D��ӡ���ϣ���
 3D Systems �Ƴ�
3D Systems �Ƴ� �¼������켼�g(sh��)��
�¼������켼�g(sh��)�� ������܇��ExOne
������܇��ExOne APWORKS�Ͻ����3
APWORKS�Ͻ����3 ���ݻʼ�ī������
���ݻʼ�ī������ ������܊�����W(xu��)Ժ
������܊�����W(xu��)Ժ- ��3D��ӡ���ٲ���֮⁼�⁺Ͻ����
- ���²����ИI(y��):3D��ӡ⁷��ļҏ�(qi��ng)
- ���F�����g(sh��)��������|(zh��)���Ľ���3D��ӡ��ĩ
- ��FDM 3D��ӡ���پ��ģ�Virtual Foundry
- ���㽭��ͨ���x�����D(zhu��n)�F����Ʒ�|(zh��)��������
- ���������W(xu��)���M(j��n)�½������������о�����
- ��Virtual Foundry�Ƴ����~�����~�Ƴɵ�
- ��Filamet3D��ӡ���Ͽ������ӡ�C(j��)��ӡ
- ��Materialise����3D��ӡ����E-STAGE����
- ��TEKNA��APERAM�_�l(f��)�����������������


