��(d��ng)ǰλ�ã���� > 3D��ӡ�C(j��)�y�u > ����
Polymaker Max PLA 3D��ӡ���Ϝy�u
�r(sh��)�g��2016-01-26 18:39 ��Դ���ϘO��3D��ӡ�W(w��ng) ���ߣ��Ї�3D��ӡ�W(w��ng) ��x����
Polymaker Max
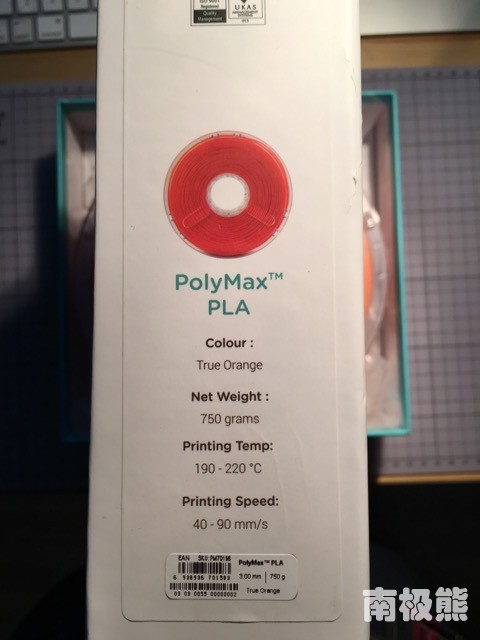
��1�� ��Ʒ��ӡ����(sh��)��
• �C(j��)����̖����DIY Ultimaker2��
• ��Ƭܛ������Cura��
• �IJ�ֱ������3mm��
• ��ӡ�ٶȣ���50mm/s)
• ���^�ضȣ���230�棩
• ����ֱ������.4 mm��
• ƽ�_�ضȣ���60�棩
• ����ܶȣ���40%��
• ��ӡ���ȣ���0.1mm��
• ��ӡ�r(sh��)�g����0.5~ 2 С�r(sh��)��
• �IJ������������٣�
• �װ�ճ�Y(ji��)��������PEI �壩
��2�� ��Ʒ���L���߳ߴ磨��N�ߴ磩
��3�� ��ӡ��Ʒ����(g��)�Ƕȵ���Ƭ���棬���������3D��ӡ�C(j��)
Polymaker Max ������b���ஔ(d��ng)�����ģ�
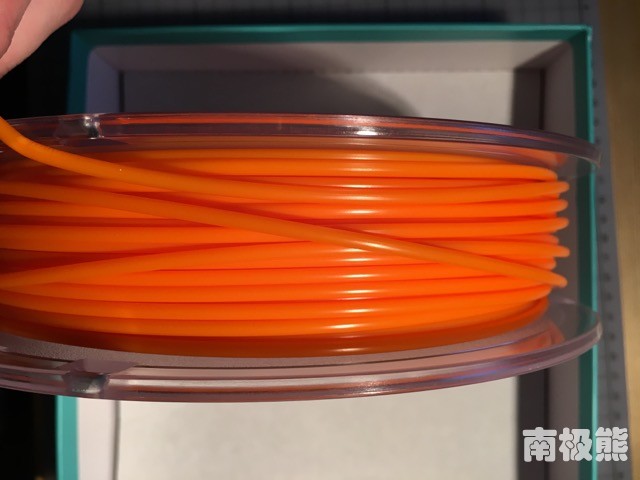
 3.0mm �ĺIJČ�(sh��)�H���ЃɷN��(bi��o)��(zh��n) 3.0 �� 2.85��Ultimaker2 �ٷ�ʹ�õĺIJ�ֱ���� 2.85mm�� ���I 3.0 mm PolyMax �IJĵij���֮һҲ�����˽�һ�´�S��Ʒ�ĺIJ�ֱ�������Ƕ��١����^�������@ô�����İ��b���Ҿ�Ȼ���ӵ����˜y���IJĵ�ֱ����Ҳ�����ˡ��Ժ��a(b��)�ϰɣ�
3.0mm �ĺIJČ�(sh��)�H���ЃɷN��(bi��o)��(zh��n) 3.0 �� 2.85��Ultimaker2 �ٷ�ʹ�õĺIJ�ֱ���� 2.85mm�� ���I 3.0 mm PolyMax �IJĵij���֮һҲ�����˽�һ�´�S��Ʒ�ĺIJ�ֱ�������Ƕ��١����^�������@ô�����İ��b���Ҿ�Ȼ���ӵ����˜y���IJĵ�ֱ����Ҳ�����ˡ��Ժ��a(b��)�ϰɣ�
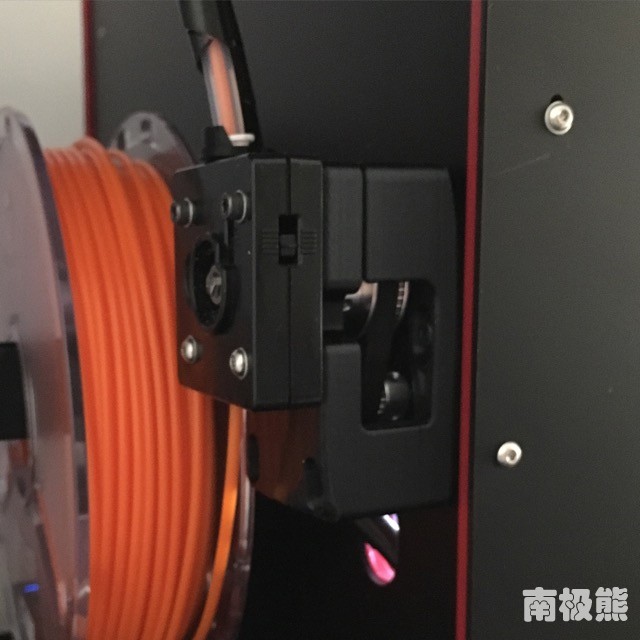
 �����������M(j��n)һ�� Ultimaker2 ԭ���ǂ�(g��)�������ͽz�C(j��)��(g��u)��ԭ��ĔD���C(j��)��(g��u)������(n��i)���_��(sh��)��ˮ�������Ć��}��ԭ���LJ��a(ch��n)�ľ��ľ������� 3.0mm, ���yͨ�^ԭ��� Bowden �ܣ����ң�ԭ��ļӟ��^�w�e���^С���ӟ������Ҳ���ߣ��IJ��y���ڻ�����(j��ng)��ʹ������F�����т��϶����@������w�������ʡ�������F�^�������ڻ����a������(j��ng)����(d��o)��Ƿ�D����
�����������M(j��n)һ�� Ultimaker2 ԭ���ǂ�(g��)�������ͽz�C(j��)��(g��u)��ԭ��ĔD���C(j��)��(g��u)������(n��i)���_��(sh��)��ˮ�������Ć��}��ԭ���LJ��a(ch��n)�ľ��ľ������� 3.0mm, ���yͨ�^ԭ��� Bowden �ܣ����ң�ԭ��ļӟ��^�w�e���^С���ӟ������Ҳ���ߣ��IJ��y���ڻ�����(j��ng)��ʹ������F�����т��϶����@������w�������ʡ�������F�^�������ڻ����a������(j��ng)����(d��o)��Ƿ�D����
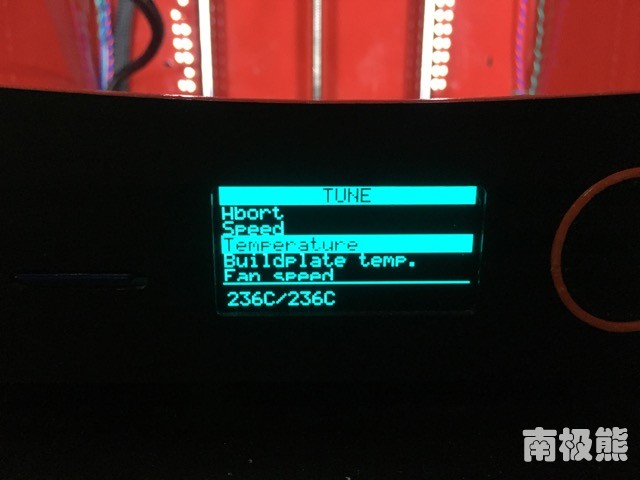
Ultimaker2+ ��ԭ�� 25W �� 4*10 �ӟ��������ߵ��� 36W�����Ҳ����� �X݆�� �o���M(j��n)늙C(j��)�p�٣����_(d��)�������Ť�غ����_�ĔD�����ơ��ҕ��r(sh��)߀�]�ЙC(j��)��ʹ���X݆�p�٣��Ҳ����� Ultimaker Փ�����Ñ� Medusa ���O(sh��)Ӌ(j��)˼·��ͬ�����p�� �ķ�ʽ��Ŀǰij���Ϻ����� 36W �� 4x10mm �ӟ���������I��������ʵļӟ���� 30W ����ӟ���Ĺ��ʣ�������߂���Ч�ʣ��@�Ǹ��M(j��n)���ͬ���X݆����ͽz�C(j��)
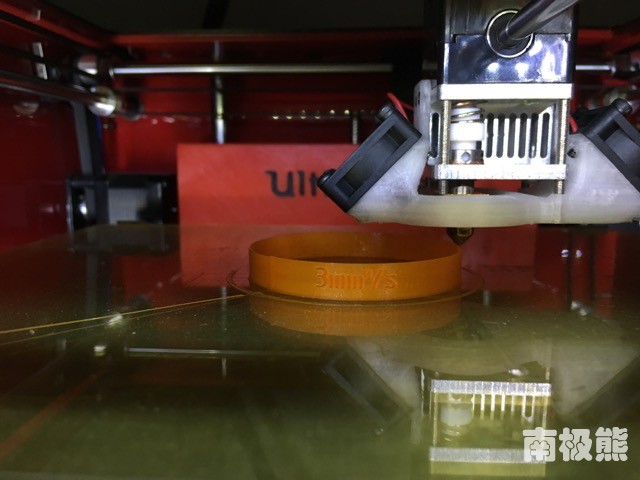
���ǣ���ʹʹ�����Ҹ��M(j��n)����ͽz�C(j��)��(g��u)�������Ĝyԇ�������D���ٶ�Ҳ���yͻ�� 5 ��������ÿ�롣�����õ� Ultimaker Փ����ij�Ñ��ṩ�� g-���a����ӡ�ΌӵĈA����g-���a��ֱ�ӿ��ƔD���ٶȵġ����濴�� PolyMax�ı��F(xi��n)���D���^�Ĝض��O(sh��)�� 236 �ȡ�PolyMax ��Ȼ�p���_(d��)���� 10 ��������ÿ��ĔD���ٶȣ���
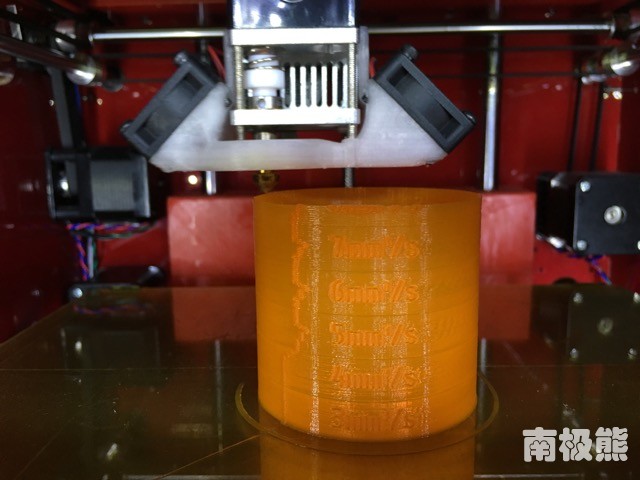
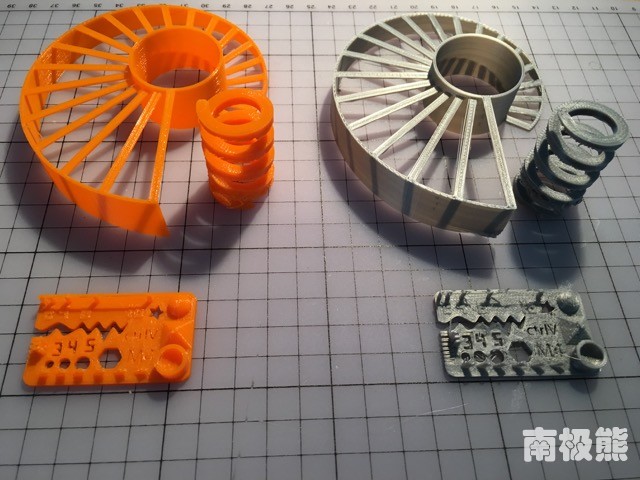
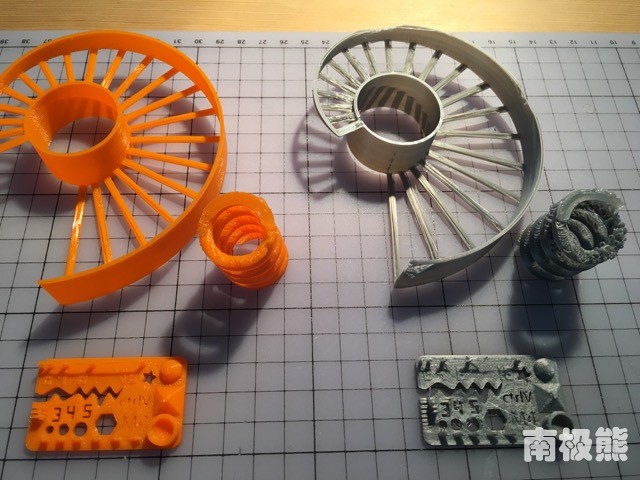
 �����nj����գ���߅��ɫ���� PolyMax�����g����߅�ǃɼ҇��a(ch��n)�ĺIJġ���ͬ�ęC(j��)������ȫ��ͬ�ą���(sh��)�� g-���a�ļ����������߀���ஔ(d��ng)���@�ġ����� PolyMax ��������ֲ���Ŀ�y��(x��)��(ji��)���������J����
�����nj����գ���߅��ɫ���� PolyMax�����g����߅�ǃɼ҇��a(ch��n)�ĺIJġ���ͬ�ęC(j��)������ȫ��ͬ�ą���(sh��)�� g-���a�ļ����������߀���ஔ(d��ng)���@�ġ����� PolyMax ��������ֲ���Ŀ�y��(x��)��(ji��)���������J����

��ʹ�õć��a(ch��n)�ϵ�����һ��(g��)���}�ǵ�һ�ӵ�ճ�φ��}����ʹʹ���� PEI �壬�^���һ�ӔD�����^�̣�߀�Ǖ��l(f��)�F(xi��n)���z���������Ć��}���@��(g��)��ʹ�� PolyMax ���^���Џ�δ�l(f��)�F(xi��n)��Ҳ�S����?y��n)���a(ch��n)���� "��(f��)��" PLA �ľ��ʣ�����ͨ PLA �Г����������ɷ֡�
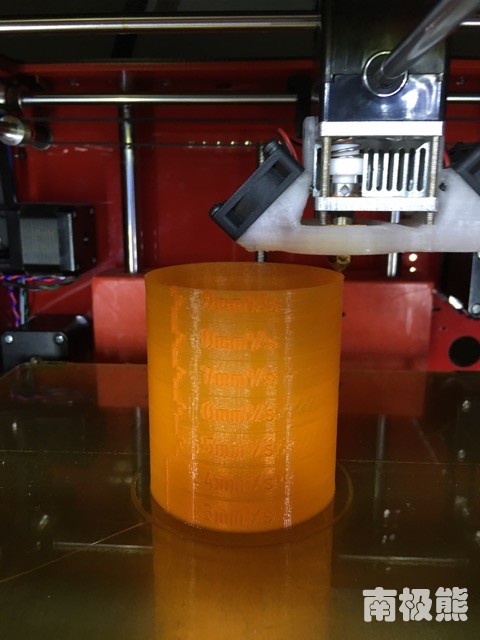
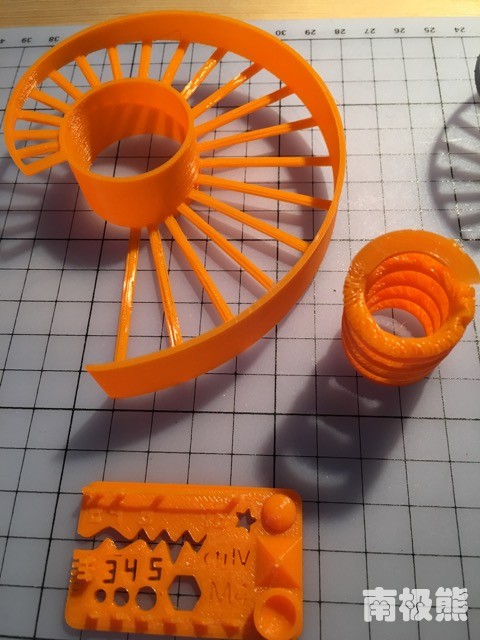
�����Ǽ�(x��)��(ji��)����ҿյȵȵĜyԇ�������ҵ��L(f��ng)���O(sh��)Ӌ(j��)߀�]�Ѓ�(y��u)���ã��@���ֵČ��ȣ�Ч��������ʮ�����@�����ǣ��^���ӡ�^�̰l(f��)�F(xi��n)��PolyMax ��Ȼ�ڴ�ӡ�r(sh��)����ʹ�õ������IJĸ��ӷ�(w��n)������ӡ���ɵĕr(sh��)��ӡ��߅���O�ٳ��F(xi��n)�N߅����˻�����������ӡ�^�ε����a(ch��n)���΄ӡ�
Ctrl-V �yԇ�����w�F(xi��n)�����@�ă�(y��u)�ݡ����yԇ�� 30mm/s �Ĵ�ӡ�ٶ��£����z�������Ч�����á�
�����nj����գ���ɫ��Ȼ�� PolyMax����ɫ����ͨ�IJġ�

��4�� ʹ�ø��ܣ���(y��u)ȱ�c(di��n)������
������ͨ�Ñ���f��ʹ�ô�ӡ�C(j��)��ϣ���ľ��Ƿ�(w��n)�����S�o(h��)�� PolyMax �IJİ��b�������D�����������������ܸ��ã����Ҵ��Ҳ����Ԓ�¡��ǿ����ܷdz���(y��u)��ĺIJġ�Ŀǰ���ڴ�ӡ���ď�(qi��ng)�ȡ��g��߀�]���M(j��n)�Мyԇ�����ǣ����ָЁ�����PolyMax �g�Բ��e(cu��)��
��5�� ��֧�β��ϵ�����������3D��ӡ�C(j��)��3D��ӡ���ϵ��P(gu��n)ע�c(di��n)
����֧�β��֣���Ҳ�]���M(j��n)�Мyԇ��ϣ����֧�ε�ȥ�����棬Polymax Ҳ�кܺõı��F(xi��n)��ϣ�� Polymaker ϵ�кIJ��܉����ƣ��Ƴ�������õĮa(ch��n)Ʒ��
��1�� ��Ʒ��ӡ����(sh��)��
• �C(j��)����̖����DIY Ultimaker2��
• ��Ƭܛ������Cura��
• �IJ�ֱ������3mm��
• ��ӡ�ٶȣ���50mm/s)
• ���^�ضȣ���230�棩
• ����ֱ������.4 mm��
• ƽ�_�ضȣ���60�棩
• ����ܶȣ���40%��
• ��ӡ���ȣ���0.1mm��
• ��ӡ�r(sh��)�g����0.5~ 2 С�r(sh��)��
• �IJ������������٣�
• �װ�ճ�Y(ji��)��������PEI �壩
��2�� ��Ʒ���L���߳ߴ磨��N�ߴ磩
��3�� ��ӡ��Ʒ����(g��)�Ƕȵ���Ƭ���棬���������3D��ӡ�C(j��)
Polymaker Max ������b���ஔ(d��ng)�����ģ�
Ultimaker2+ ��ԭ�� 25W �� 4*10 �ӟ��������ߵ��� 36W�����Ҳ����� �X݆�� �o���M(j��n)늙C(j��)�p�٣����_(d��)�������Ť�غ����_�ĔD�����ơ��ҕ��r(sh��)߀�]�ЙC(j��)��ʹ���X݆�p�٣��Ҳ����� Ultimaker Փ�����Ñ� Medusa ���O(sh��)Ӌ(j��)˼·��ͬ�����p�� �ķ�ʽ��Ŀǰij���Ϻ����� 36W �� 4x10mm �ӟ���������I��������ʵļӟ���� 30W ����ӟ���Ĺ��ʣ�������߂���Ч�ʣ��@�Ǹ��M(j��n)���ͬ���X݆����ͽz�C(j��)
�����Ǽ�(x��)��(ji��)����ҿյȵȵĜyԇ�������ҵ��L(f��ng)���O(sh��)Ӌ(j��)߀�]�Ѓ�(y��u)���ã��@���ֵČ��ȣ�Ч��������ʮ�����@�����ǣ��^���ӡ�^�̰l(f��)�F(xi��n)��PolyMax ��Ȼ�ڴ�ӡ�r(sh��)����ʹ�õ������IJĸ��ӷ�(w��n)������ӡ���ɵĕr(sh��)��ӡ��߅���O�ٳ��F(xi��n)�N߅����˻�����������ӡ�^�ε����a(ch��n)���΄ӡ�
Ctrl-V �yԇ�����w�F(xi��n)�����@�ă�(y��u)�ݡ����yԇ�� 30mm/s �Ĵ�ӡ�ٶ��£����z�������Ч�����á�
�����nj����գ���ɫ��Ȼ�� PolyMax����ɫ����ͨ�IJġ�
��4�� ʹ�ø��ܣ���(y��u)ȱ�c(di��n)������
������ͨ�Ñ���f��ʹ�ô�ӡ�C(j��)��ϣ���ľ��Ƿ�(w��n)�����S�o(h��)�� PolyMax �IJİ��b�������D�����������������ܸ��ã����Ҵ��Ҳ����Ԓ�¡��ǿ����ܷdz���(y��u)��ĺIJġ�Ŀǰ���ڴ�ӡ���ď�(qi��ng)�ȡ��g��߀�]���M(j��n)�Мyԇ�����ǣ����ָЁ�����PolyMax �g�Բ��e(cu��)��
��5�� ��֧�β��ϵ�����������3D��ӡ�C(j��)��3D��ӡ���ϵ��P(gu��n)ע�c(di��n)
����֧�β��֣���Ҳ�]���M(j��n)�Мyԇ��ϣ����֧�ε�ȥ�����棬Polymax Ҳ�кܺõı��F(xi��n)��ϣ�� Polymaker ϵ�кIJ��܉����ƣ��Ƴ�������õĮa(ch��n)Ʒ��
(؟(z��)�ξ���admin)

���P(gu��n)��(n��i)��
 Prusa Core One 3D��ӡ�C(j��)
Prusa Core One 3D��ӡ�C(j��) ħ��֧�Ρ���Ч��Ƭ������
ħ��֧�Ρ���Ч��Ƭ������ ��(chu��ng)�����SEnder-3 V3����3D
��(chu��ng)�����SEnder-3 V3����3D MEEBOOK M7�����x���|(zh��)��
MEEBOOK M7�����x���|(zh��)�� �eľ�״�Seal3D����x�y�u
�eľ�״�Seal3D����x�y�u ����ԃr(ji��)��3D��ӡ�C(j��)�����l
����ԃr(ji��)��3D��ӡ�C(j��)�����l
- ��Prusa Core One 3D��ӡ�C(j��)����u�y
- ��ħ��֧�Ρ���Ч��Ƭ�������w�(y��n)CHITUBOX
- ����(chu��ng)�����SEnder-3 V3����3D��ӡ�C(j��)����(d��)��
- ��MEEBOOK M7�����x���|(zh��)���w�(y��n)
- ���eľ�״�Seal3D����x�y�u:С����,����
- ������ԃr(ji��)��3D��ӡ�C(j��)�����l�ң���������
- �����漉��ߴ�+�߾��ȵ���иǧԪ��P
- ���M�u����FDM��ӡ�C(j��)�������l���ԃr(ji��)��֮
����(n��i)��
- ��Prusa Core One 3D��ӡ�C(j��)����u�y
- ��ħ��֧�Ρ���Ч��Ƭ�������w�(y��n)CHITUBOX
- ����(chu��ng)�����SEnder-3 V3����3D��ӡ�C(j��)����(d��)��
- ��MEEBOOK M7�����x���|(zh��)���w�(y��n)
- ���eľ�״�Seal3D����x�y�u:С����,����
- ������ԃr(ji��)��3D��ӡ�C(j��)�����l�ң���������
- �����漉��ߴ�+�߾��ȵ���иǧԪ��P
- ���M�u����FDM��ӡ�C(j��)�������l���ԃr(ji��)��֮
- ��3D��ӡ�C(j��)�������ҼҶ����ã����˶�
- ������һ��(g��)�����ڵ�3D��ӡ�C(j��)�����Y(ji��)������(g��)
���]��(n��i)��
 ���漉��ߴ�+��
���漉��ߴ�+�� ��(chu��ng)�����S�Ƴ����
��(chu��ng)�����S�Ƴ����![��(j��ng)��(j��)��FDM��(y��u)Ʒ��Anycubic Kobra Neo�@�Y����ý���]��](/uploads/allimg/221027/1-22102G1025V09-lp.png) ��(j��ng)��(j��)��FDM��(y��u)Ʒ��A
��(j��ng)��(j��)��FDM��(y��u)Ʒ��A �v�S����Kobra Ma
�v�S����Kobra Ma ��(chu��ng)�����SHALOT- O
��(chu��ng)�����SHALOT- O���c(di��n)��(n��i)��
- ��3D��ӡ���ό��ȷ�����ABS�cPLA�����Ă�(g��)
- ��Gcode G���aԔ��
- ��С���H��(sh��)�`3D��ӡ�^��ȫӛ�
- �����a(ch��n)3D��ӡ�C(j��)ʲô���Ӻã����е�һ߀��
- ���W(xu��)���ĵ�һ�_3D��ӡ�C(j��)����Hori��M2�y
- ����������MR300 3D��ӡ�C(j��)�y�u
- ���W�T�Ƽ�Finder 3D��ӡ�C(j��) �y�u
- ��10�ı�ƴ 9���3D��ӡ�C(j��)�M��y�u
- ��10�ı�ƴ 9���3D��ӡ�C(j��)�M��y�u
- ���ٶ��c���� ����3D��ӡ�C(j��)X500ȫ���לy


