���������ܽ�����������������켼�g�о��Mչ(3)
2 ������SLM���g�����о��Mչ
��SLM���ι�ˇ���棬�������о�����ȱ�ݿ��ơ� �������ơ������^�M����׃����߳��μ����W���ܵȷ����_չ�˴����о��������� �����ʻ����о��� ��Fraunhofer, ILT���о��ˆT��SLM���β�ͬ�ۺ� ��AlSi10Mg�p�ұ����r�� �������M���A�ᣬ �l�F���A��ضȞ�250��r�� ��Ч�ؽ�������ض��ݶȮa���ğᑪ���� �����μ��c������x��ͬ�ۺ���p�ұ�����δ�l��׃�κ��_�ѡ���Ɲ��W��Olakanmi�ȿ��Y�˽�������緶����ᘌ��X�Ͻ�SLM���εĹ�ˇ���^�M�������W���ܵ��о��ɹ���
����˹�ش�W��Majumdar���о���316L���P䓷�ĩSLM�����^�����^�M����׃��Ҏ�ɣ��l�Fԇ���ϱ������ڟ����ظ�������ɢ�����S���@�M����ԇ���²����ڟ�e��Ч�����L��ִ�����M�����������ܶ�Խ����Խ������W��Mumtaz����SLM����Inconel625���ڼ��r�������}�_���μ��g��׃�}�_���ڃȵ������ֲ�����Ч�p���˳����^���еķ�ĩ�w�R�������˳��μ��ı����|���������A��������W���A�пƼ���W��������ͨ��W���K�ݴ�W����SLM���ι�ˇ����Ҳ���˴����о������磬�K�ݴ�W���X����Ȍ�SLM���ζ���X�Ͻ��M�����о��������˶���X�Ͻ�ı�����ò����϶�ʡ��@�M������M�ɼ��^���W���ܣ��l�F����ʞ�130W�r����϶������Ҷ���X�Ͻ����߶��_���{���e�������׃��������X�Ͻ�ļ{��Ӳ��Ӱ��^��
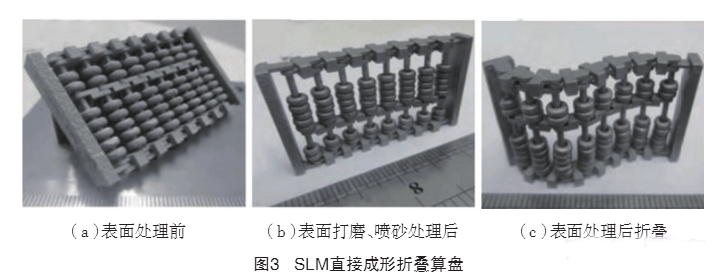
�A��������W�Ą���Ȳ���SLM�������g϶�ߴ��0.2mm��һϵ�ЃAб�Ƕȵ��g϶�������о��˳��κ�ȡ��Aб�ǶȺ�����ݔ��ȹ�ˇ�������g϶��С��Ӱ푣�����������M�b���ۯB��P����D3��ʾ�� ͬ�r�������������������P�о��C������IҲһֱ��������SLM�O����аl���Ե�Fockele & Schwarze ��F&S���c�����ʻ����о�����Fraunhofer, ILT�������Ƴ���һ�_SLM�O���ԁ���SLM���g���O���аl�õ�Ѹ�ٰlչ��
���⌦SLM�O����аl��Ҫ�����ڵ����������ձ��ȇ��ң�Ŀǰ�@Щ���Ҿ��Ќ��I���aSLM�O��Ĺ�˾�������EOS��SLM Solutions��Concept Laser��˾��������3D Systems��˾���ձ���Matsuura��˾�ȡ���EOS��˾�Ƴ���EOS M100/M290/M400��EOSINT M280��PRECIOUS M080��SLM�O�䣬����EOS M400��SLM�O�������γߴ��400mm��400mm��400mm��SLM Solutions��˾�аl��SLM 500HL��SLM�O�������γߴ��500mm��280mm��365mm��2015�꣬�����ʻ����о�����Fraunhofer, ILT����Concept Laser��˾���аl��Xline2000R��SLM�O�䣬�������γߴ��_��800��400mm��500mm��
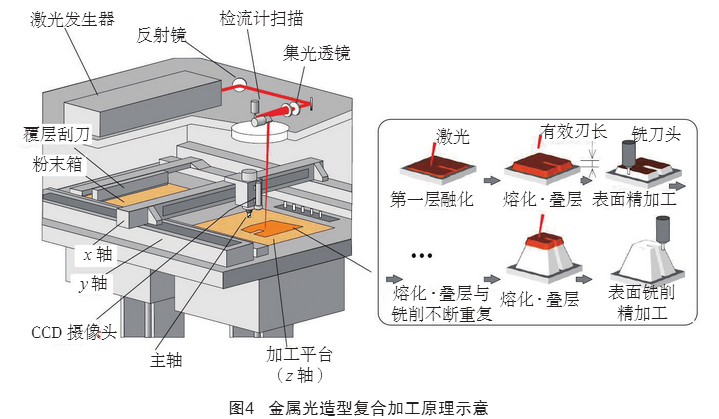
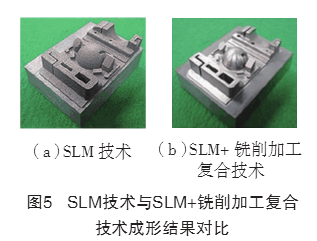
Ŀǰ���ձ�Matsuura��˾���Ƴ��˽��ٹ����͏ͺϼӹ��O��LUMEX Avance-25��ԓ�O�䌢���ټ�����κ������ӹ��Y����һ�𣬼����ۻ�һ���Ӕ���ĩ�������һ�Σ������M���@�ӵĹ���ֱ����������ӹ���ɣ��Ķ�����˳��μ��ı����|���ͳߴ羫�ȣ��c�μ��Ľ��ٷ�ĩ�����x�^�ۻ����g��ȣ���ӹ��ߴ羫�� С�ڡ�5��m���D4����ٹ����͏ͺϼӹ�ԭ��ʾ��D���D5��SLM���g�cSLM+����ӹ��ͺϼ��g���νY�����ȡ����ȷ��棬�A�пƼ���W���A��������W���������I��W��������ͨ��W�ȸ�У��SLM�O����аl�������˴������о����������У��A��������W����ӹ�������c����¡Դ��˾��������������һ��DiMetal-100��SLM�O�䣬�������ܶȽ���100%�Ľ������������ֲڶ�RaС��15��m���ߴ羫���_0.1mm/100mm��
2016�꣬�A�пƼ���W��h��늇��Ҍ���ҵļ������M�����о��F������ڇ��H�����Ƴ����γߴ��500mm��500mm��530mm��4������ߴ�SLM�O�䣬�״���SLM�O���������p��䁷ۼ��g������Ч�ʸ߳�ͬ��O��20%~40%��
(؟�ξ���admin)

 δ����3D��ӡ���鹩��朎�
δ����3D��ӡ���鹩��朎� �x�^�����ۻ�SLM�^���д�
�x�^�����ۻ�SLM�^���д� 3D��ӡ�ᳱ���^���²�����
3D��ӡ�ᳱ���^���²����� ��؛��3D��ӡ��һ������
��؛��3D��ӡ��һ������ 3D��ӡ�C������ڭh�����}
3D��ӡ�C������ڭh�����} 3D��ӡ�鹩��朎������벻
3D��ӡ�鹩��朎������벻- ��δ����3D��ӡ���鹩��朎�����Щ��׃��
- ���x�^�����ۻ�SLM�^���д�ӡǻ�Қ��w��
- ��3D��ӡ�ᳱ���^���²�����ΰlչ��
- ����؛��3D��ӡ��һ������܇�аl�c���a
- ��3D��ӡ�C������ڭh�����}�ϰ�������Ҫ
- ��3D��ӡ�鹩��朎������벻���ĸ�׃
- �����3D��ӡ���ͼ��g����܇�аl�еČ���
- ��ȫ�Ԅӻ�����3D��ӡ���a���S��ԇ�\��2
- ���������m���W���x���Լ����ۻ��^��
- ��3D��ӡ���g��ˎ���Ƅ��еđ��ú�����
 ���3D��ӡ���ͼ�
���3D��ӡ���ͼ�

