���ٷ�о���z늻�����������@�M���c���W����
�r�g��2024-01-16 09:27 ��Դ����������T���� ���ߣ�admin ��x����
늻���������(WAAM)��һ�N���ڻ�����ˇ��3D���ٴ�ӡ���g��WAAM���Â��y���z���龀�ģ����e���ʸ��ҳɱ��ͣ�����m�������a���ͽ��ٲ�������Ҫָ�����ǣ���һЩ䓲������a�У���Ҫ����䓷N�������a��һ���������������ú��z�o���M�㡣���о�ͨ�^WAAM���ɽ��ٷ�о�Ƴɵ���̼䓣�Grade
XC-45���cXC-45�����ϳɷ����ƣ��M���˱��ڳ��e��֮�����x���@�N����ɷ֣�����������������a���d���ղ������x�ش��о������e�������^�Y����Ӳ���Լ����������M�����о�������ԇ���M���˽����о������ڽ����^���漰��Ο�ѭ�h��������^�Y���ϣ��ɰl�F���@�ֲ�׃�����M����ˣ���픲����ײ���ԓ����Ӳ����������ˮƽ�����e����ƽ������/�������Ȟ�620
MPa/817 MPa����ֱ����(��������)��580 MPa/615
MPa���ɷ��������ʲ�@����ˮƽ�����6.4%����ֱ�����11%��������Ľ����о����^�쵽�İ��ݽY�������о��_������������ģʽ�����⣬���о�߀ᘌ��Cе���ܣ���WAAM�c�T�졢���T����܈��ˇ���M����һ�����^���Y�������������о����T�OӋ�Ľ��ٷ�о�������a��Ӳ�ȷֲ������������ȸ��ߵĺϽ�
1. ����
��������(AM)ͨ�^���õ�3D CADģ�ͣ����ӳ��e���ϣ�ֱ�����a3D�M�������ڎ��Π�ɷ��^���s�ĽM�������Â��y��칤ˇ�y�Ԍ��F����AM ���@һ����t��һ�����ݡ�늻�����(WAAM)��һ�N��늻����Դ������龀�ĵ��������켼�g������ҕ��錦���yGMAW��ˇ�ĸ��M����������e���ʸߣ��c���ڷ�ĩ��ֱ���������e(DED)���g��ȣ�WAAM�²��������ʸߣ������r�g�̣����WAAM���g�ѱ������ں��ա���܇�ͺ����I���⣬���ٚ��w����(GMAW)���u�O���w����(GTAW)�͵��x�ӻ���(PAW)�ȎN���y��늻������gҲ�ѱ���������WAAM�ϣ����������ij��e������ͬ����ˑ����I��Ҳ������������⣬�˂�߀�l����������^��(CMT)�����B܈GMAW��GMAW������ˇ����������Ԟ�GMAW����A��WAAM��ˇ�ij��e�|����Ч�ʡ�Ȼ�����ĬF�е��@Щ��ˇ���������ڳ��e���ʸ���(���_160 g/min)��GMAW�ɞ�̕r�g�����a������������빤ˇ���Լ�WAAM�����ܚgӭ�Ĺ�ˇ����WAAM�\���ں����I����Ͳ��������һ��������WAAMpeller�����������ϵ�һ���@����3D��ӡ������������
��������֪��WAAM��ˇ���ò�δ���w���F�����к��ģ�ֻ���ٔ��C���������_�lWAAM��ˇ�ºϽ�����Ŀǰֻ���������a��Ҫ�\��WAAM��ˇ����ˌ�����Ͻ���Ј������߂��̘I��������ֻ�Ю��漰�����a�r���漰�ض����W�ɷ��T������ƵČ��ĺ��z��ˇ�ž��н��������ԡ�ĿǰWAAM��ˇ�������������L���䌢���MWAAM�IJĵİlչ��WAAM����ͨ��ָ����С�������a��ԭ�����죬����ͨ����Ҫ����ľ��ĽM�ϣ�����ͨ�^�ض��IJĽM���ԫ@�����벿��������о���z�e�m�������aһ���Ի�С�����������Գɷ֡�����о���z�ɽ����o������˸��N��ĩ��о���M�ɡ�ͬˎо���z��ȣ�����о�������������p�٣��@�����ڿ��ƺ��p�������s�|���γɡ����⣬����о���z�ĺϽ�ɷֿ��Եõ��Mһ���������Խ���ijЩ����ȱ�������ʣ����Ѽy�͚�ס�����о���z߀�m�����ޏͻ����컯�W�ɷ��c�F�к�������Ʒ��ƥ��IJ��������ڽ���о���������`���ԣ�������\�ÿ��Ԟ�WAAM�����@����̎��
����о���Ɍ����o�ͷ�ĩо���M��(��D1)����Ӳ�Ȳ��猍��о�����ڳ��e�^���У�����о����ֻͨ�^�o�ׂ���������Ķ��a�����ߵ�����ܶȡ������o�׃ȵķ�ĩ��늻��ۻ����Ķ��γɳ������������ķ�ĩ������Ȼ������ĩ�����в��]�аl�������D�ƣ�����ۻ���ͬ�w�e�Ľ���о������������ҪС�ڌ��Č��������@�N��r�£�WAAM������ݔ��p�٣������ڽ��ʹ������⣬���˫@����Ƶij��e���ԣ������Ρ��v�M�Ⱥͳ��e�ٶȵȣ�����о���z������������^�ͣ��@������WAAM��ˇ��

���^ȥ�Ķ�ʮ���У���������о���z�ă��c�����˱����о��ߺ��о��C�����Pע���о�����������о���z�m�����������졣Ȼ������Ŀǰ��ֹ��ֻ����������о���z��WAAM�еõ����ò��γ������P�о����Pע����̖: ��������T���ˣ����M�@ȡ���������Y�ϣ��۽�������������c���̑��ã�
�����о���һ�N����GWAM��ˇ�Ľ���о���z��֮�����x���@�N����ɷ֣�һ����������������d���պ��첿�����a�����e�����x����һ����������@�N���W�ɷ������ú��z�в������ڡ����о������e����ڵ����^���^�Y��������/���쏊�ȼ�����M���M�����о�����WAAM�ĝ��ڑ����ṩ������������
2. ���ϼ�����
���о�ʹ�õ�S355�Y��䓵װ��250 �� 60 �� 10 mm3�������Ϟ�XC-45(�˜�AFNOR, NF A37-502)����о�z��ֱ����1.2 mm�����о����ò��ϻ��W�ɷ�Ҋ��1��XC-45���W�ɷ֞���e���ٳɷ֣���ֱ�x���V�x�y�����á��ڳ��e֮ǰ���ñ�ͪ((CH3)2CO)��Һ��ϴ���档

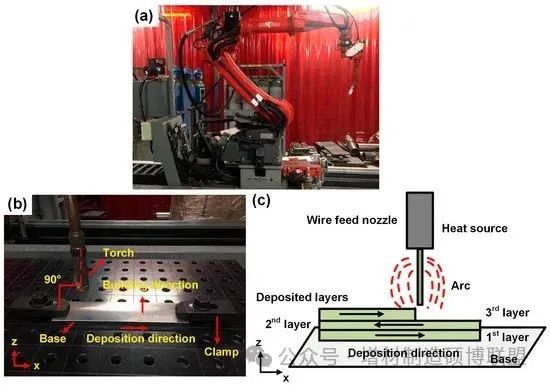
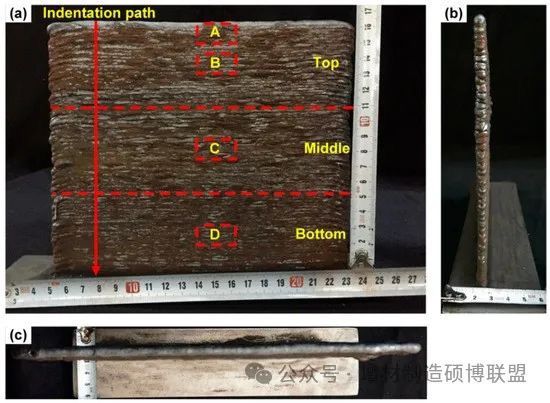
���eʹ�����Cе��(�D2a)����Valk���Ӽ��ɵ��Դ�M�С�����Autodesk PowerMill���OӋ���e����·����ܛ�������о�����O����D2b��ʾ���������e����������͊A��λ�á�����λ�ô�ֱ�ڹ���(PAλ��)��������D2c��ʾ�ij��e���ԣ������Dÿ�ӵij��e�����Ա��↢�Ӆ^��ֹͣ�^֮�g�a���߶Ȳͨ�^����ͽz�ٶ�(4-8 m/min)�������õ��������^�ͺ��m�Č��߱Ȟ���A���x����ѳ��e�l�������о�ʹ�õą������e�������2��ʾ��
�����e90�ӣ�ÿ����һ�������M�ɡ�ÿ�ӳ��e�������M���L�䣬ֱ�����ضȜy���_���Ҝأ��c��ͬ�r�����ֽ��|��˵��������x(CTWD)��1mm��
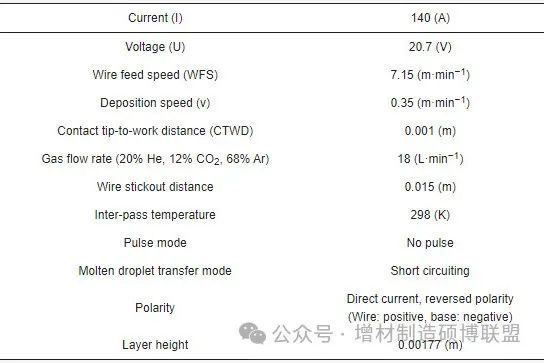
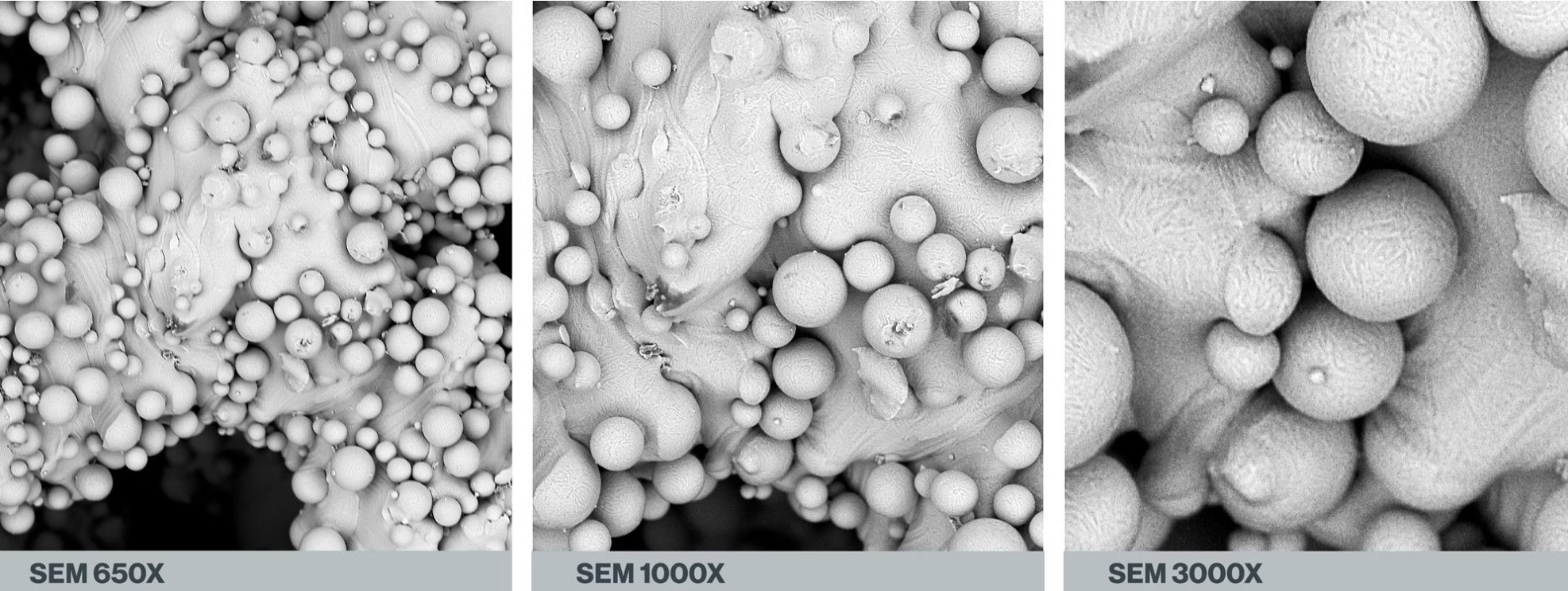
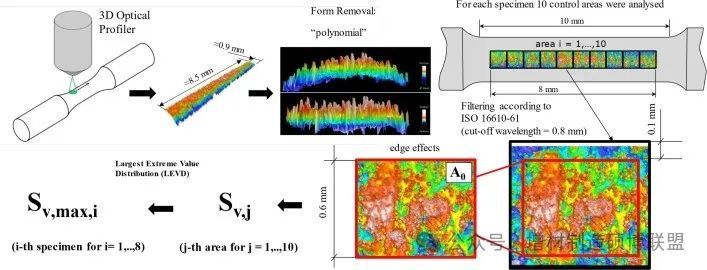
���M��ұ������W�о�������Ƃ��˳��e�ژ�Ʒ���Ƃ�������2% Nital(98%�Ҵ���2% HNO3)���g�����ڹ�W�@�R�^��(Keyence VHX-5000)������DIN EN 6892-1�˜ʣ�����Instron-5550����ԇ�C���Ҝ����M�Мyԇ������ASTM E8M-09�˜ʣ��ڴ�ֱ�����ˮƽ�����Ƃ�����ԇ�ӣ���D3��ʾ�����⣬ʹ��JEOL JSM-IT100��������@�R(SEM)�M���˔�ڽ����о����������������ɫɢ���V(EDS)������JEOL FEG-SEM JSM 5600F��������@�R(SEM)�M���˸߷ֱ����^�Y�������^�졣�ڱڙM�����Ϝy���S��Ӳ��(HV2��2 kgf)��������픲����ײ���ʹ��Struers durascan70�C�����s�M·������D4a��ʾ��
1. ����
��������(AM)ͨ�^���õ�3D CADģ�ͣ����ӳ��e���ϣ�ֱ�����a3D�M�������ڎ��Π�ɷ��^���s�ĽM�������Â��y��칤ˇ�y�Ԍ��F����AM ���@һ����t��һ�����ݡ�늻�����(WAAM)��һ�N��늻����Դ������龀�ĵ��������켼�g������ҕ��錦���yGMAW��ˇ�ĸ��M����������e���ʸߣ��c���ڷ�ĩ��ֱ���������e(DED)���g��ȣ�WAAM�²��������ʸߣ������r�g�̣����WAAM���g�ѱ������ں��ա���܇�ͺ����I���⣬���ٚ��w����(GMAW)���u�O���w����(GTAW)�͵��x�ӻ���(PAW)�ȎN���y��늻������gҲ�ѱ���������WAAM�ϣ����������ij��e������ͬ����ˑ����I��Ҳ������������⣬�˂�߀�l����������^��(CMT)�����B܈GMAW��GMAW������ˇ����������Ԟ�GMAW����A��WAAM��ˇ�ij��e�|����Ч�ʡ�Ȼ�����ĬF�е��@Щ��ˇ���������ڳ��e���ʸ���(���_160 g/min)��GMAW�ɞ�̕r�g�����a������������빤ˇ���Լ�WAAM�����ܚgӭ�Ĺ�ˇ����WAAM�\���ں����I����Ͳ��������һ��������WAAMpeller�����������ϵ�һ���@����3D��ӡ������������
��������֪��WAAM��ˇ���ò�δ���w���F�����к��ģ�ֻ���ٔ��C���������_�lWAAM��ˇ�ºϽ�����Ŀǰֻ���������a��Ҫ�\��WAAM��ˇ����ˌ�����Ͻ���Ј������߂��̘I��������ֻ�Ю��漰�����a�r���漰�ض����W�ɷ��T������ƵČ��ĺ��z��ˇ�ž��н��������ԡ�ĿǰWAAM��ˇ�������������L���䌢���MWAAM�IJĵİlչ��WAAM����ͨ��ָ����С�������a��ԭ�����죬����ͨ����Ҫ����ľ��ĽM�ϣ�����ͨ�^�ض��IJĽM���ԫ@�����벿��������о���z�e�m�������aһ���Ի�С�����������Գɷ֡�����о���z�ɽ����o������˸��N��ĩ��о���M�ɡ�ͬˎо���z��ȣ�����о�������������p�٣��@�����ڿ��ƺ��p�������s�|���γɡ����⣬����о���z�ĺϽ�ɷֿ��Եõ��Mһ���������Խ���ijЩ����ȱ�������ʣ����Ѽy�͚�ס�����о���z߀�m�����ޏͻ����컯�W�ɷ��c�F�к�������Ʒ��ƥ��IJ��������ڽ���о���������`���ԣ�������\�ÿ��Ԟ�WAAM�����@����̎��
����о���Ɍ����o�ͷ�ĩо���M��(��D1)����Ӳ�Ȳ��猍��о�����ڳ��e�^���У�����о����ֻͨ�^�o�ׂ���������Ķ��a�����ߵ�����ܶȡ������o�׃ȵķ�ĩ��늻��ۻ����Ķ��γɳ������������ķ�ĩ������Ȼ������ĩ�����в��]�аl�������D�ƣ�����ۻ���ͬ�w�e�Ľ���о������������ҪС�ڌ��Č��������@�N��r�£�WAAM������ݔ��p�٣������ڽ��ʹ������⣬���˫@����Ƶij��e���ԣ������Ρ��v�M�Ⱥͳ��e�ٶȵȣ�����о���z������������^�ͣ��@������WAAM��ˇ��
�D1 ���^�˽���о���z�c���ĺ��z�Ľ����Լ��ڶ�·�D�Qģʽ���ߵĽ��������D��ģʽ
���^ȥ�Ķ�ʮ���У���������о���z�ă��c�����˱����о��ߺ��о��C�����Pע���о�����������о���z�m�����������졣Ȼ������Ŀǰ��ֹ��ֻ����������о���z��WAAM�еõ����ò��γ������P�о����Pע����̖: ��������T���ˣ����M�@ȡ���������Y�ϣ��۽�������������c���̑��ã�
�����о���һ�N����GWAM��ˇ�Ľ���о���z��֮�����x���@�N����ɷ֣�һ����������������d���պ��첿�����a�����e�����x����һ����������@�N���W�ɷ������ú��z�в������ڡ����о������e����ڵ����^���^�Y��������/���쏊�ȼ�����M���M�����о�����WAAM�ĝ��ڑ����ṩ������������
2. ���ϼ�����
���о�ʹ�õ�S355�Y��䓵װ��250 �� 60 �� 10 mm3�������Ϟ�XC-45(�˜�AFNOR, NF A37-502)����о�z��ֱ����1.2 mm�����о����ò��ϻ��W�ɷ�Ҋ��1��XC-45���W�ɷ֞���e���ٳɷ֣���ֱ�x���V�x�y�����á��ڳ��e֮ǰ���ñ�ͪ((CH3)2CO)��Һ��ϴ���档
��1 �װ弰���z���W�ɷ�
���eʹ�����Cе��(�D2a)����Valk���Ӽ��ɵ��Դ�M�С�����Autodesk PowerMill���OӋ���e����·����ܛ�������о�����O����D2b��ʾ���������e����������͊A��λ�á�����λ�ô�ֱ�ڹ���(PAλ��)��������D2c��ʾ�ij��e���ԣ������Dÿ�ӵij��e�����Ա��↢�Ӆ^��ֹͣ�^֮�g�a���߶Ȳͨ�^����ͽz�ٶ�(4-8 m/min)�������õ��������^�ͺ��m�Č��߱Ȟ���A���x����ѳ��e�l�������о�ʹ�õą������e�������2��ʾ��
�����e90�ӣ�ÿ����һ�������M�ɡ�ÿ�ӳ��e�������M���L�䣬ֱ�����ضȜy���_���Ҝأ��c��ͬ�r�����ֽ��|��˵��������x(CTWD)��1mm��
���M��ұ������W�о�������Ƃ��˳��e�ژ�Ʒ���Ƃ�������2% Nital(98%�Ҵ���2% HNO3)���g�����ڹ�W�@�R�^��(Keyence VHX-5000)������DIN EN 6892-1�˜ʣ�����Instron-5550����ԇ�C���Ҝ����M�Мyԇ������ASTM E8M-09�˜ʣ��ڴ�ֱ�����ˮƽ�����Ƃ�����ԇ�ӣ���D3��ʾ�����⣬ʹ��JEOL JSM-IT100��������@�R(SEM)�M���˔�ڽ����о����������������ɫɢ���V(EDS)������JEOL FEG-SEM JSM 5600F��������@�R(SEM)�M���˸߷ֱ����^�Y�������^�졣�ڱڙM�����Ϝy���S��Ӳ��(HV2��2 kgf)��������픲����ײ���ʹ��Struers durascan70�C�����s�M·������D4a��ʾ��
�D2 (a)�C���ˌ�����늻�����(WAAM)�O�ã�(b)����O�ã�(c)���о����e����·��
��2 �о���ʹ�õ��ą������e����
�D3 �Ęӱ�����ȡ��������ԇ��ʾ��D
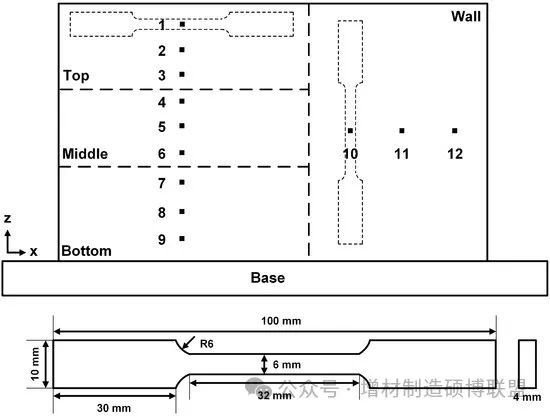
�D4 ����XC-45䓽z����WAAM���e�Ć���ڣ�(a)��ҕ�D��(b)��ҕ�D��(c)��ҕ�D (������2�г��ij��e����)
(؟�ξ���admin)

 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��������
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ����c����
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


