��ĩ������������ٺͺϽ��^�̵Ķ�߶�ȱ�ݵ��γ�ԭ����������
�r�g��2024-01-16 09:30 ��Դ������ȼ�C�YӍ ���ߣ�admin ��x����
������������(AM)���g�ṩ�˳�ɫ���OӋ���ɶȣ����Џ��s���Π�IJ������Ի����A���x��Ӌ��C�o���OӋ(CAD)ģ���p�ɵ��������졣���N AM ���g�ѽ����_�l���V���������OӋ�����������P�I���I���õĸ����ܽM�����������պ��죬�t������܇�I��
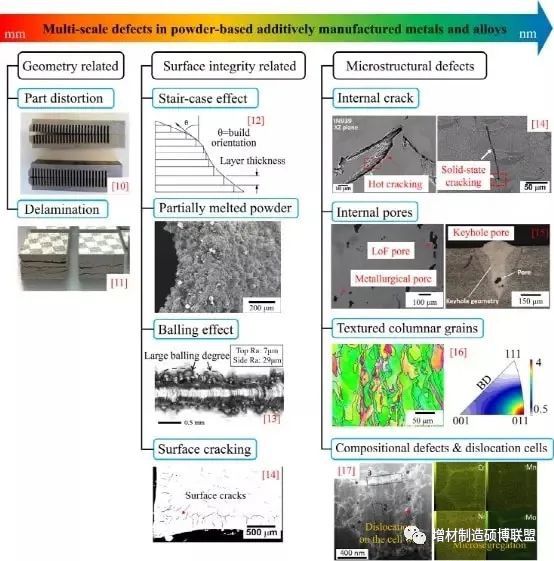
���ڷ�ĩ������������ٺͺϽ��ж�߶�ȱ�ݵ���Ͱ����ߴ�ȱ�ݡ������|��ȱ�ݡ��@�M��ȱ���Լ��ɷ�ȱ�ݡ����������W���������I��W��������Ĵ�W�ĸ�������ڵ�������˻��ڷ�ĩ������������ٺͺϽ��^���еĶ�߶�ȱ�ݣ����U���˸��ȱ���γɵĝ��ڙC���Լ����Ʒ��������Y�˽�������������ȱ�ݵ��Ɖ��Ժͷ��Ɖ��ԙz�y��������B�˶�߶���������ȱ�ݽ�ģ���о��Mչ������ӑՓ�˸��ȱ����������������켰ƣ�����W���ܵ�Ӱ푙C�ơ�
��߶�ȱ�ݵķ���[
���� AM �����������ںܴ�̶���ȡ �Q��������|�����^�Y��������Ӱ푱����|�����Y������Ҫ���ذ����������ܡ��OӋ���P���ء���ˇ������ϵ�y�O�á����m���Ĺ�ˇ���ÿ��ܕ�����K�� AMed �M��������ȱ�ݣ������϶���Ѽy�����ڬF�еĽ��� AM �īI���� AMed ��������ͽY�����R�e���ĺ����{�׳߶ȵĶ�߶�ȱ�ݡ���D��ʾ������߶�ȱ����Ҫ�֞�������������Pȱ�ݡ��������������Pȱ�ݺ��Y��ȱ�ݡ��e�أ��҂����Ȍ�������������ͺ�-�Y��ȱ�ݺ�λ�e������ AMed �����ձ���ڣ����� AMed Ԫ�������ܮa����ҪӰ푡�
1�����Pȱ��
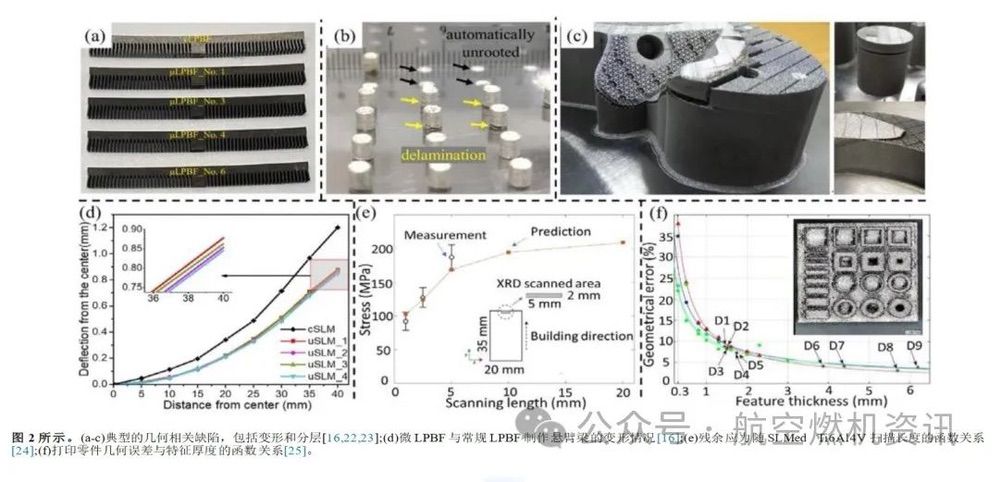
��ȱ����Ҫ����������Y���c���� CAD ģ��֮�g �ijߴ�͎�ƫ������Pȱ����Ҫ�������׃�κͷӡ�����AM �^���Ъ��ص��_���О飬�@������ AM ����������ģʽ�����|���Q���ġ����͵����׃�κͷ���D (a-c)]��ʾ�����׃�κ�Ó�����ɺ��^������������ģ������^����������Դ�ڿ��g�� �ݶ�
���磬����ڟ�ѭ�h�^���еIJ�������Û���տs���Լ�������ķǏ��ԑ�׃��Ӱ푚����������P׃�ε������кܶࡣ�c�O�����P�����ذ��������߳ߴ硢����ĺ�Ⱥ��A��ȣ��������T�l�@�ȱ�ݡ����҂����F�Ĺ����У��҂����^�� LPBF(ʹ��ֱ���� 25 m �ļ�������)�ͳ�Ҏ LPBF �a���đұ����Ļ�׃����D (a.d)��ʾ������ԭλ���������˻���@���������������a���Ļ�׃��С����ˣ��� LPBF ϵ�y���п������a���ξ��ȸߵIJ��������⣬Corbin ���о����r��Ⱥ��A�ጦ DED Ti6A14V ׃�ε�Ӱ푡������ó��YՓ:�r���A����r�Ļ�׃��Ч���ͣ������r�Ļ�׃�t���ӡ���ˣ��x����m�Ļ����Ⱥ��A��ضȁ�p�ٚ��������Ǻ���Ҫ�ġ�
 �о��˼���ʡ������ٶȡ�����Ӻ�Ⱥ͒�����Եȹ�ˇ�������������������׃�ε�Ӱ푡�Mugwagwa
���ˈ���˒����ٶȺͼ���ʵ����ӌ����ɚ������������ LPBFed
�ұ�׃�ο��w������څ�ݣ����ӌӺ���p��׃�Σ������������ܶȽ��Ͷ����ӿ�϶�ʡ�Salem
�����Ø����ʷ�̽ӑ�˒�����Ԍ���׃��Ӱ푣��Y��������ͨ�^�s�̒���ʸ������׃���ȜpС�������أ�Promoppatum �� Yao�������
Ti6A14V�� SLM �зքeʹ�� 5 mm �� 1 mm �Ē����L�ȕr������������ 185 MPa ���͵� 90 MPa(�D
(e))����ˇ��������������Ӱ푵����څ��Ҳ�����M���˻��
�о��˼���ʡ������ٶȡ�����Ӻ�Ⱥ͒�����Եȹ�ˇ�������������������׃�ε�Ӱ푡�Mugwagwa
���ˈ���˒����ٶȺͼ���ʵ����ӌ����ɚ������������ LPBFed
�ұ�׃�ο��w������څ�ݣ����ӌӺ���p��׃�Σ������������ܶȽ��Ͷ����ӿ�϶�ʡ�Salem
�����Ø����ʷ�̽ӑ�˒�����Ԍ���׃��Ӱ푣��Y��������ͨ�^�s�̒���ʸ������׃���ȜpС�������أ�Promoppatum �� Yao�������
Ti6A14V�� SLM �зքeʹ�� 5 mm �� 1 mm �Ē����L�ȕr������������ 185 MPa ���͵� 90 MPa(�D
(e))����ˇ��������������Ӱ푵����څ��Ҳ�����M���˻��
���׃�ε��OӋ���P���ذ� ������ڻ����ϵķ����λ�á�����Π�����ߴ�ֱ�ӽ��ټ�����Y Ti6A14V ����Ďξ��ȡ��Y�����������`���S�������ߴ�����Ӷ��pС���Ք���һ���㶨ֵ�������ߴ����P�տs�ǎβ����ȵ�ԭ���⣬�ҿջ�ͻ�������ڏ��s�Y���кܳ�Ҋ��������ȱ���ײ�֧�Σ������y��ͨ�^ AM���� PBF ��ˇ����ĩ�����������@Щ�Y����֧�Ρ�Ȼ�������ڷ�ĩ���c���w�Ҵ��Y��֮�g��늌��ʲ�����ܕ��a�����еĚ������������½Y���N����������׃�Ρ���ˣ����������БҴ���ͻ�������r����Ҫ�OӋ֧�νY��������֧�ΑҴ������⣬���õ�֧�νY���OӋ߀���Ա��C���_�ğ���������ģ���ֹ��ߚ����������a���^���׃�Ρ�
2�������������Pȱ��
����������ȱ����ָ�c CAD �OӋģ�͵�����݆����ƫ�x�IJ������Ҏ�t�ı����������҂����Y����� AMed �����������������Pȱ�ݵ��Ă���Ҫ���أ����A��Ч���������ۻ��ķ�ĩ����Ч���ͱ����Ѽy���c�Cе�ӹ��Ȃ��y���칤ˇ��ȣ��@Щȱ���±���ֲڶ��^�ߣ��|���;����^�ͣ��@�� AM ��ˇ���еľ�����֮һ.
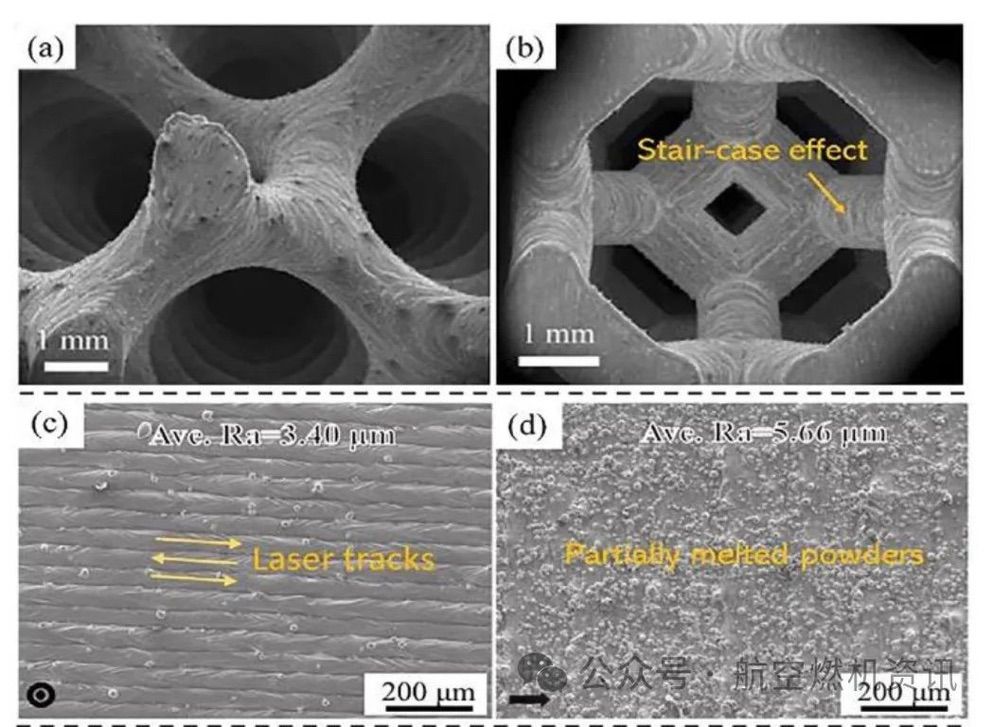
�A��Ч����ָ��������ֱ��ʵ����ƣ������б��Čӌ���ͨ��������Ч�������ƽ������ֲڶ�(Ra)�ɌӺ�Ⱥ������ڽ�������ăAб��(BD)�Q�������ӌӺ�������@���Ę���Ч������ı���ֲڶȡ����� AM �ľ���Y�����@�N���Б���֧���ď��s���Π����������Ч����alketan �������� LPBF �����˸��N�����Խ��ٰ���Y�����l�F���ڱ������Y���ăAб�Dz���׃��������c����֧����Ʒ����ȣ��������Y���е��A��Ч������ô���@����D(a, b)��ʾ��
Ӱ� AMed �������ֲڶȵĵڶ��������Dz����ۻ��ķ�ĩ���� AM �^����ʹ�õ�����ݔ��r����ĩ���Բ����ۻ���ճ����������档���ڲ����ۻ����a����ƽ������ֲڶȿ����_���c������ͬ�ij߶ȡ����⣬�c�^С�ķ�ĩ��ȣ��^��ߴ�ķ�ĩ���y��ȫ�ۻ����Ķ������^��ı���❍�ȡ���ͬ�ı���ȡ��Ҳ�����˲�ͬ�ı���ֲڶȡ����҂�֮ǰ�Ĺ����У��҂�����������и���IJ����ۻ��ķ�ĩ���ȱ����픱�����и��ߵı���ֲڶȣ���D(c, d)��ʾ�����⣬������֪�����ڸ���ķ�ĩ�A���ڲ����ۻ���ճ�����±��棬����±���ͨ�����ϱ�����и���ı���ֲڶȡ�
 �� AM �^���У�����Ч����һ���ஔ�ձ�Ć��}���������J���ǽ��� AM
�б���ȱ�ݺ͚����Ҫԭ��֮һ���������X�Ͻ���p�|�Ͻ����l���� AM
�^���У����Һ�B���ٵı��揈��ͨ�^�a��Һ�w���wʹ����e��С��������Ч����һ�N���s��ұ���О飬�����ɝ����Բ��Һ���w�R����ġ��������ݔ�벻�㣬�t�۳��²�̫�\���o����֝B���²��ӣ������ܿ˷��ϲ��ı��揈�����@�N�^��ĝ����ԣ�ֱ�ӌ���Һ����γɡ�
�� AM �^���У�����Ч����һ���ஔ�ձ�Ć��}���������J���ǽ��� AM
�б���ȱ�ݺ͚����Ҫԭ��֮һ���������X�Ͻ���p�|�Ͻ����l���� AM
�^���У����Һ�B���ٵı��揈��ͨ�^�a��Һ�w���wʹ����e��С��������Ч����һ�N���s��ұ���О飬�����ɝ����Բ��Һ���w�R����ġ��������ݔ�벻�㣬�t�۳��²�̫�\���o����֝B���²��ӣ������ܿ˷��ϲ��ı��揈�����@�N�^��ĝ����ԣ�ֱ�ӌ���Һ����γɡ�
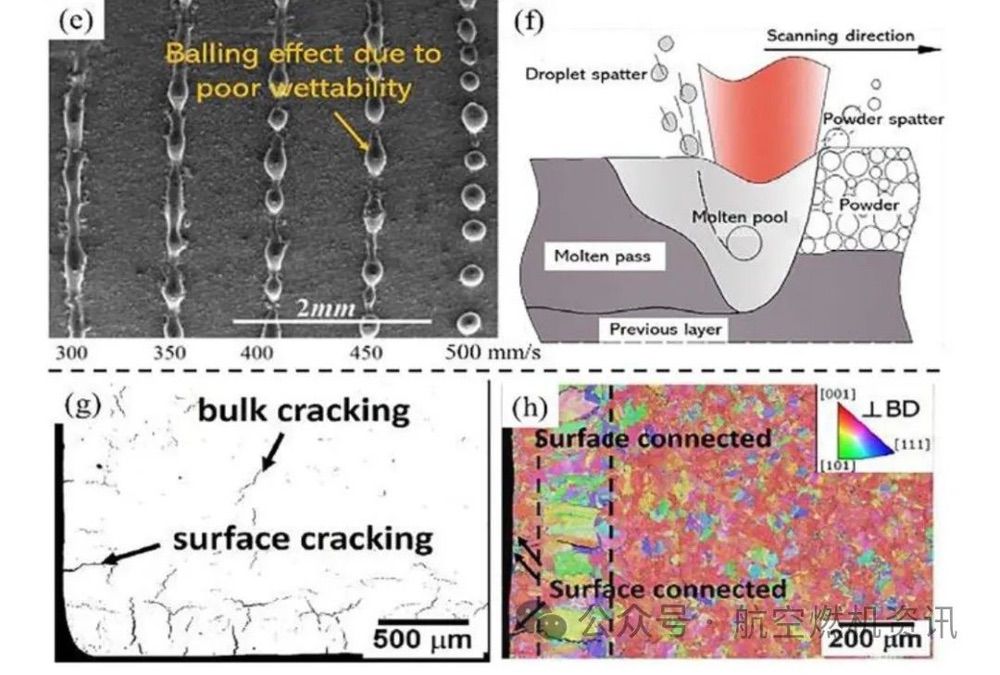
Һ����γɡ����磬�ڈD (e)�У��S����������ٶȵ�����(����ݔ��Ĝp��)���۳ر����L�����S�������ԵĽ��ͣ������������ѳɲ��B�m��С����һ���̶�����������ݔ�룬���Ը��Ɲ����ԣ����Ƴ���Ч����Ȼ�����^�������ݔ����ܕ���Һ���w�R���ٴ��T�l����Ч������D (f)��ʾ����˸ߵ������ܶȕ��a�����������۳أ����S�����ٵ����l���^��ķ��_���������ۻ��Ľ��ٺ�δ�ۻ��ķ�ĩ�w�R���R���Һ�B�����γ��߶ȵ��������w���ڱ����ϡ�����Һ�w�ĵ�ճ�Ⱥ��L�������@�NҺ���w�R�T������Ч���ڸ���ʺ͵͒����ٶȵėl�����ձ���ڡ����ң���Ч�����H�����±���ֲڶ����ӣ�߀�����½��ٷ�ĩ���e�����������T�l��϶�ͷӡ�
��������Ҫ���ǣ������ѼyҲ��һ����Ҫ�Pע���P�Iȱ�ݡ�Tang ���� SLM ���� CM247LC �r����߅�������ԣ�ּ����߱���❍�ȡ��mȻʹ��߅�������ԫ@���˹⻬�ı��浫�Y���������c�w�K�^����ȣ�߅��^����ڸ�����Ѽy����D(g)��ʾ���S�����ߙz����߅��^���w�^���w�Y�����քe�Դ�������ͼ��L������������������D (h)��ʾ�������Ѽy��߅��^��ĸ߽ǶȾ�����F��߅��^�^���������c���ܶȵĎα�Ҫλ�e(GND)���P���@��ζ�����ߵăȑ������Ķ����ߵ��Ѽy�����ԡ���ˣ��ڱ���❍�Ⱥͱ��渽���^����Ѽy֮�g�ę�����Ѽy���кϽ�(��懻��ߜغϽ�)�� AM ���P�I���}����Ҫͬ�r���]�@Щ���،���ˇ�����M���м�������
���ڷ�ĩ������������ٺͺϽ��ж�߶�ȱ�ݵ���Ͱ����ߴ�ȱ�ݡ������|��ȱ�ݡ��@�M��ȱ���Լ��ɷ�ȱ�ݡ����������W���������I��W��������Ĵ�W�ĸ�������ڵ�������˻��ڷ�ĩ������������ٺͺϽ��^���еĶ�߶�ȱ�ݣ����U���˸��ȱ���γɵĝ��ڙC���Լ����Ʒ��������Y�˽�������������ȱ�ݵ��Ɖ��Ժͷ��Ɖ��ԙz�y��������B�˶�߶���������ȱ�ݽ�ģ���о��Mչ������ӑՓ�˸��ȱ����������������켰ƣ�����W���ܵ�Ӱ푙C�ơ�
��߶�ȱ�ݵķ���[
���� AM �����������ںܴ�̶���ȡ �Q��������|�����^�Y��������Ӱ푱����|�����Y������Ҫ���ذ����������ܡ��OӋ���P���ء���ˇ������ϵ�y�O�á����m���Ĺ�ˇ���ÿ��ܕ�����K�� AMed �M��������ȱ�ݣ������϶���Ѽy�����ڬF�еĽ��� AM �īI���� AMed ��������ͽY�����R�e���ĺ����{�׳߶ȵĶ�߶�ȱ�ݡ���D��ʾ������߶�ȱ����Ҫ�֞�������������Pȱ�ݡ��������������Pȱ�ݺ��Y��ȱ�ݡ��e�أ��҂����Ȍ�������������ͺ�-�Y��ȱ�ݺ�λ�e������ AMed �����ձ���ڣ����� AMed Ԫ�������ܮa����ҪӰ푡�
���ڷ�ĩ������������ٺͺϽ��ж�߶�ȱ�ݵķ��
1�����Pȱ��
��ȱ����Ҫ����������Y���c���� CAD ģ��֮�g �ijߴ�͎�ƫ������Pȱ����Ҫ�������׃�κͷӡ�����AM �^���Ъ��ص��_���О飬�@������ AM ����������ģʽ�����|���Q���ġ����͵����׃�κͷ���D (a-c)]��ʾ�����׃�κ�Ó�����ɺ��^������������ģ������^����������Դ�ڿ��g�� �ݶ�
���磬����ڟ�ѭ�h�^���еIJ�������Û���տs���Լ�������ķǏ��ԑ�׃��Ӱ푚����������P׃�ε������кܶࡣ�c�O�����P�����ذ��������߳ߴ硢����ĺ�Ⱥ��A��ȣ��������T�l�@�ȱ�ݡ����҂����F�Ĺ����У��҂����^�� LPBF(ʹ��ֱ���� 25 m �ļ�������)�ͳ�Ҏ LPBF �a���đұ����Ļ�׃����D (a.d)��ʾ������ԭλ���������˻���@���������������a���Ļ�׃��С����ˣ��� LPBF ϵ�y���п������a���ξ��ȸߵIJ��������⣬Corbin ���о����r��Ⱥ��A�ጦ DED Ti6A14V ׃�ε�Ӱ푡������ó��YՓ:�r���A����r�Ļ�׃��Ч���ͣ������r�Ļ�׃�t���ӡ���ˣ��x����m�Ļ����Ⱥ��A��ضȁ�p�ٚ��������Ǻ���Ҫ�ġ�
���׃�ε��OӋ���P���ذ� ������ڻ����ϵķ����λ�á�����Π�����ߴ�ֱ�ӽ��ټ�����Y Ti6A14V ����Ďξ��ȡ��Y�����������`���S�������ߴ�����Ӷ��pС���Ք���һ���㶨ֵ�������ߴ����P�տs�ǎβ����ȵ�ԭ���⣬�ҿջ�ͻ�������ڏ��s�Y���кܳ�Ҋ��������ȱ���ײ�֧�Σ������y��ͨ�^ AM���� PBF ��ˇ����ĩ�����������@Щ�Y����֧�Ρ�Ȼ�������ڷ�ĩ���c���w�Ҵ��Y��֮�g��늌��ʲ�����ܕ��a�����еĚ������������½Y���N����������׃�Ρ���ˣ����������БҴ���ͻ�������r����Ҫ�OӋ֧�νY��������֧�ΑҴ������⣬���õ�֧�νY���OӋ߀���Ա��C���_�ğ���������ģ���ֹ��ߚ����������a���^���׃�Ρ�
2�������������Pȱ��
����������ȱ����ָ�c CAD �OӋģ�͵�����݆����ƫ�x�IJ������Ҏ�t�ı����������҂����Y����� AMed �����������������Pȱ�ݵ��Ă���Ҫ���أ����A��Ч���������ۻ��ķ�ĩ����Ч���ͱ����Ѽy���c�Cе�ӹ��Ȃ��y���칤ˇ��ȣ��@Щȱ���±���ֲڶ��^�ߣ��|���;����^�ͣ��@�� AM ��ˇ���еľ�����֮һ.
�A��Ч����ָ��������ֱ��ʵ����ƣ������б��Čӌ���ͨ��������Ч�������ƽ������ֲڶ�(Ra)�ɌӺ�Ⱥ������ڽ�������ăAб��(BD)�Q�������ӌӺ�������@���Ę���Ч������ı���ֲڶȡ����� AM �ľ���Y�����@�N���Б���֧���ď��s���Π����������Ч����alketan �������� LPBF �����˸��N�����Խ��ٰ���Y�����l�F���ڱ������Y���ăAб�Dz���׃��������c����֧����Ʒ����ȣ��������Y���е��A��Ч������ô���@����D(a, b)��ʾ��
Ӱ� AMed �������ֲڶȵĵڶ��������Dz����ۻ��ķ�ĩ���� AM �^����ʹ�õ�����ݔ��r����ĩ���Բ����ۻ���ճ����������档���ڲ����ۻ����a����ƽ������ֲڶȿ����_���c������ͬ�ij߶ȡ����⣬�c�^С�ķ�ĩ��ȣ��^��ߴ�ķ�ĩ���y��ȫ�ۻ����Ķ������^��ı���❍�ȡ���ͬ�ı���ȡ��Ҳ�����˲�ͬ�ı���ֲڶȡ����҂�֮ǰ�Ĺ����У��҂�����������и���IJ����ۻ��ķ�ĩ���ȱ����픱�����и��ߵı���ֲڶȣ���D(c, d)��ʾ�����⣬������֪�����ڸ���ķ�ĩ�A���ڲ����ۻ���ճ�����±��棬����±���ͨ�����ϱ�����и���ı���ֲڶȡ�
Һ����γɡ����磬�ڈD (e)�У��S����������ٶȵ�����(����ݔ��Ĝp��)���۳ر����L�����S�������ԵĽ��ͣ������������ѳɲ��B�m��С����һ���̶�����������ݔ�룬���Ը��Ɲ����ԣ����Ƴ���Ч����Ȼ�����^�������ݔ����ܕ���Һ���w�R���ٴ��T�l����Ч������D (f)��ʾ����˸ߵ������ܶȕ��a�����������۳أ����S�����ٵ����l���^��ķ��_���������ۻ��Ľ��ٺ�δ�ۻ��ķ�ĩ�w�R���R���Һ�B�����γ��߶ȵ��������w���ڱ����ϡ�����Һ�w�ĵ�ճ�Ⱥ��L�������@�NҺ���w�R�T������Ч���ڸ���ʺ͵͒����ٶȵėl�����ձ���ڡ����ң���Ч�����H�����±���ֲڶ����ӣ�߀�����½��ٷ�ĩ���e�����������T�l��϶�ͷӡ�
��������Ҫ���ǣ������ѼyҲ��һ����Ҫ�Pע���P�Iȱ�ݡ�Tang ���� SLM ���� CM247LC �r����߅�������ԣ�ּ����߱���❍�ȡ��mȻʹ��߅�������ԫ@���˹⻬�ı��浫�Y���������c�w�K�^����ȣ�߅��^����ڸ�����Ѽy����D(g)��ʾ���S�����ߙz����߅��^���w�^���w�Y�����քe�Դ�������ͼ��L������������������D (h)��ʾ�������Ѽy��߅��^��ĸ߽ǶȾ�����F��߅��^�^���������c���ܶȵĎα�Ҫλ�e(GND)���P���@��ζ�����ߵăȑ������Ķ����ߵ��Ѽy�����ԡ���ˣ��ڱ���❍�Ⱥͱ��渽���^����Ѽy֮�g�ę�����Ѽy���кϽ�(��懻��ߜغϽ�)�� AM ���P�I���}����Ҫͬ�r���]�@Щ���،���ˇ�����M���м�������
(؟�ξ���admin)

 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��������
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ����c����
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


