3D��ӡ�������ϕr���@���c(di��n)߀�Ǒ�(y��ng)ԓ���]�ģ�
3D��ӡ������Ҫ���_(d��)���dz��õij���Ч����߀�Dz���ô���ġ���Ҫ��?y��n)������c(di��n)��
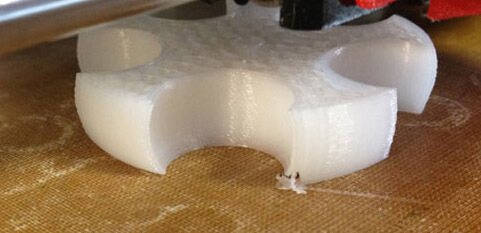
���ȣ��IJ��ϱ�����v���������Ϸdz����׳����@��ζ���������Ŀ՚�����ˮ�����������ڲ����^24С�r�ĕr�g��(n��i)�����ճ��^���������ٷ�֮ʮ��ˮ������������Ҫ��3D��ӡ�ɹ������Ҫ���C�����Ǹ���ġ���(d��ng)��ʹ�ò��Ǻܸɵ���������3D��ӡ�r����ӡ�^���У������е�ˮ�͕���ը�a(ch��n)�����ݣ��@�ӕ�Ӱ푌��c��֮�g��ճ�N�ԣ����Ҵ������������ij���Ч�����p��ģ�ͱ��档
��Σ�����?ji��n)ڴ�ӡ���^�̣����ضȵ�Ҫ��ߣ��O�װl(f��)���N߅��
3D��ӡ�������ϕr�� �҂����]������ӡ�C(j��)�M(j��n)�������O(sh��)�ã�
-
�D���^�ضȣ�240��C - 260��C
-
�ᴲ�ضȣ�70-80��C ��Ϳ�zˮ��ǰ���£�
-
��ӡ�ٶ�: 30-60 mm/s
-
�Ӹߣ�0.2 mm - 0.4 mm
ֵ��һ����ǣ�����3D��ӡ�C(j��)��֧�ִ�ӡ�^�ضȞ飺[��(d��ng)ǰ�Ҝ�-260��]���ضȷ��������п��{(di��o)��(ji��)�ضȵļӟ�壬�Լ�ȫ���]�C(j��)���γɵı��}���dz��m�ϴ�ӡ������
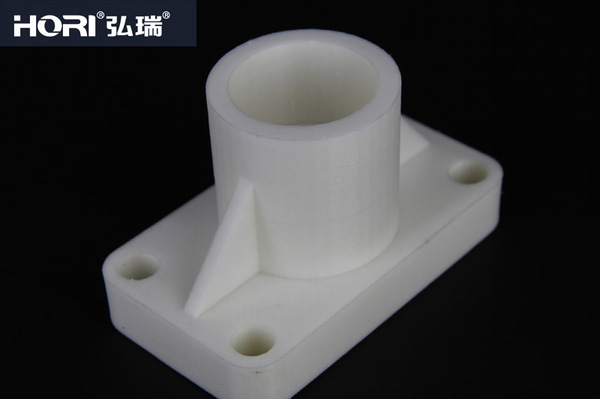
�D�� ����3D��ӡ�������ϣ�����Ч���ã�ģ�ͱ���⻬��

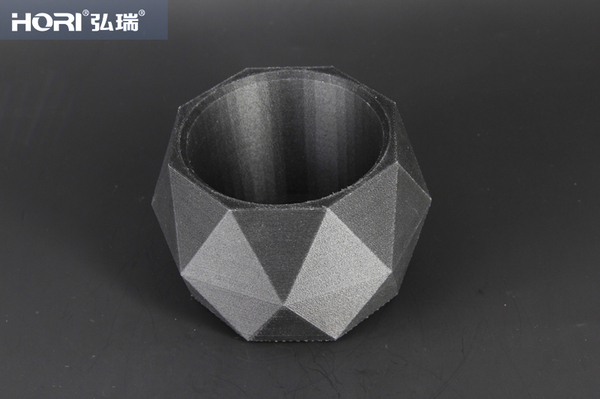
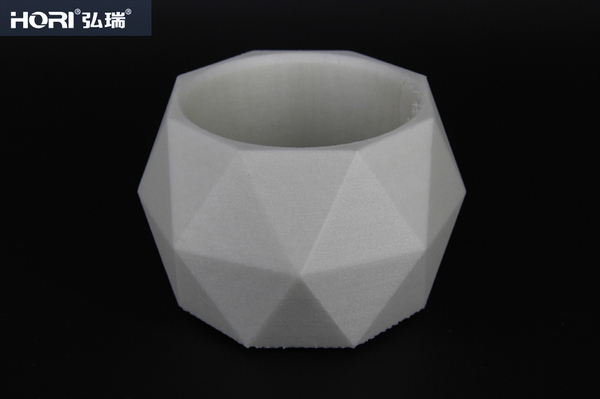
�D������3D��ӡPolycomb���ϡ�

�����YӍ���gӭ�P(gu��n)ע�Ź���̖��Hori3D_Printer������3D��ӡ��
(؟(z��)�ξ���admin)

 3D��ӡ̫�������?q��)��ɞ��?/a>
3D��ӡ̫�������?q��)��ɞ��?/a> ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a�� �P(gu��n)��3D��ӡ����������P(gu��n)֪
�P(gu��n)��3D��ӡ����������P(gu��n)֪ Cura��һ���O(sh��)�ã���ʼ��
Cura��һ���O(sh��)�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M(f��i)3D
2023��������M(f��i)3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM - ����Ҋ���N3D��ӡ���g(sh��)��FDM��SLS��SLA��
- ��SLM 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- ������3D��ӡ���g(sh��)֮�T��ɰ��3D��ӡ
- ����̻�3D��ӡ�C(j��)��ʹ�õĹ�����֬������
- ���҇�3D��ӡ��I(y��)����Щ��
- ��3D��ӡ�C(j��)ُ�Iָ�ϣ�����x����m��3D��
- ��SLA 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- �����ώ��̴�����D(zhu��n)��̻�3D��ӡ --�\ՄS
- ��ʲô��3MF������STL��ʽ�Æ
- ���������˽�N�Ҋ��3D��ӡ����


