����3D��ӡ���ٷ�ĩ���Ƃ䷽��(3)
�r�g��2017-02-11 22:14 ��Դ���ϘO�� ���ߣ��Ї�3D��ӡ�W(w��ng) ��x����
2.2.1�����F�����g(sh��)
�����F�����g(sh��)���ɵ�Nanoval��˾�������ԓ���g(sh��)����Ҏ(gu��)�����M(j��n)�����ش���M(j��n)���D3������F������Y(ji��)��(g��u)�D�����M(j��n)����F�������F��Ч�ʸߣ���ĩ���ȷֲ�խ����s�ٶ��_(d��)106��107K/s����2.0MPa���F�������£���Ar��N2����|(zh��)�F���~���X��316L���P䓵ȣ���ĩƽ�������_(d��)��10��m��ԓ��ˇ����һ����(y��u)�c�ǚ��w�������ͣ���(j��ng)��(j��)Ч���@���������m���ڴ����(sh��)���ٷ�ĩ�����a(ch��n)��ȱ�c�Ǽ��g(sh��)�����y�ȴ��F���^�̲���(w��n)�����a(ch��n)��С�������|(zh��)������С��1kg/min���������ڹ��I(y��)�����a(ch��n)��Nanoval��˾���������@Щ���}�Ľ�Q��
2.2.2���o����F�����g(sh��)
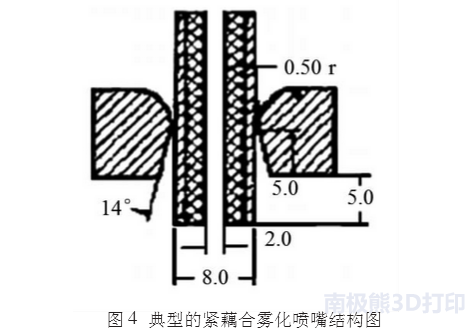
���o����F�����g(sh��)����Ӣ��PSI��˾�����ԓ���g(sh��)���o��ϭh(hu��n)�pʽ�����M(j��n)�нY(ji��)��(g��u)��(y��u)����ʹ�����ij����ٶȳ��^�٣��������ӽ��ٵ��|(zh��)�����ʡ��D 4����͵ľoź���F������Y(ji��)��(g��u)�D-Unal�F�����졣 ���F���߱����ܵĽ����粻�P䓕r����ĩƽ�����ȿ��_(d��)20��m���ң���ĩ�Ę�(bi��o)��(zh��n)ƫ����Ϳ��Խ���1.5��m��
2.2.3����w�F����
�������Ӣ����PSI��˾��������HJF��˾�քe������w�F�������ü��C(j��)���M(j��n)���˴������о��� HJF��˾��1.72MPa�����£������w�ӟ���200��400�� �F���y�Ͻ�ͽ�Ͻ𣬵ó���ĩ��ƽ�������͘�(bi��o)��(zh��n)ƫ����S�ض����߶����͡��c���y(t��ng)���F�����g(sh��)��ȣ�����w�F�����g(sh��)��������F��Ч�ʣ����͚��w�������������ڂ��y(t��ng)���F���O(sh��)���ό��F(xi��n)ԓ��ˇ����һ헾��Б�(y��ng)��ǰ���ļ��g(sh��)�����ǣ�����w�F�����g(sh��)�ܵ����w�ӟ�ϵ�y(t��ng)�͇�������ƣ��H���ٔ�(sh��)���о��C(j��)��(g��u)�M(j��n)���о���
(؟(z��)�ξ���admin)

 3D��ӡ̫�������?q��)��ɞ��?/a>
3D��ӡ̫�������?q��)��ɞ��?/a> ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a�� �P(gu��n)��3D��ӡ����������P(gu��n)֪
�P(gu��n)��3D��ӡ����������P(gu��n)֪ Cura��һ���O(sh��)�ã���ʼ��
Cura��һ���O(sh��)�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z����(n��i)��
���]��(n��i)��
 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M3D
2023��������M3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM ���c��(n��i)��
- ����Ҋ���N3D��ӡ���g(sh��)��FDM��SLS��SLA��
- ��SLM 3D��ӡ��ˇ��ԭ�������c����(y��ng)��
- ������3D��ӡ���g(sh��)֮�T��ɰ��3D��ӡ
- ����̻�3D��ӡ�C(j��)��ʹ�õĹ�����֬������
- ���҇�3D��ӡ��I(y��)����Щ��
- ��3D��ӡ�C(j��)ُ�Iָ�ϣ�����x����m��3D��
- ��SLA 3D��ӡ��ˇ��ԭ�������c����(y��ng)��
- �����ώ��̴�����D(zhu��n)��̻�3D��ӡ --�\ՄS
- ��ʲô��3MF������STL��ʽ�Æ
- ���������˽�N�Ҋ��3D��ӡ����


