���ں��ӵ�懻��ߜغϽ����������켼�g����
懻��ߜغϽ�{�����ߜء����g���͏��s���������ܣ��������u݆�l�әC�����~Ƭ�������~Ƭ���w�C�l�әC�Լ����I��ȼ��݆�C�ȸߜ��㲿��������ЏV�����m���ԣ�Ҳ��˱��Q�����l�әC�����K���������@Щ�㲿���ڸߜء����s�������e ���ں�ˮ�еȏ��s�h���¹����r�� ���a���Ѽy��ĥ�p�����Ѻ��g�ȣ���ʹ�㲿��������U���������������켼�g���U�f�㲿���������족����ʹ��rֵ�õ����̶ȵİl�]���@�þ�Ľ������� ��

���������켼�g�������������������g���U�f �㲿���M���������ޏͣ�
���ȣ����Ô��ּӹ���һЩԭ�������㲿����3�S����ģ�ͣ�
Ȼ������ģ���M�к�̎�����ó�ȱ�p���ֵ�3�S����ģ�ͣ�
���ͨ�^һ��һ�����ϯB�ӵķ�ʽֱ�ӿ��ټӹ� ��ȱ�p���֡�
�佨���ڔ���CAD/CAE/CAM �����ӡ��²��ϵ����еij��켼�g���A֮�ϣ����������ǡ����ӯB�ӡ��ӳ��Ρ�����20���o�_ʼ����������B-52�Zը�C��M1̹�˵�܊���b�����M���������� ���죬 ��������ϵ�y�ĸ��Q���������켼�g�О�����Ƽ����c�о��I����Ҳ�ɹ��،����� �����켼�g�����ڸ��N܊���b���ϣ��a���˾�� ����Ч�� ���������������켼�g����߀������죬Ŀǰ�� ����̎�ڳ����A�Σ���˴����S��ؽ����Q�Ć��}����ˣ������ں��ӵ����������켼�g�о��F���M�к�Ҫ��B��ͨ�^���Ȳ�ͬ���ӹ�ˇ�����δ���lչ���о����c��
1 ���ӹ�ˇ
1��1 �u�O�廡��
�u�O�廡����GasTungstenArcWelding�� GTAW�������u������늻�һ�O�Ě��w���o늻������䑪�÷dz��`��������c�����۸���ȣ����Ը�����̎���~���X���V����ɫ���ٵ����������졣���⣬�仡�L��늻������Ժã�������������ܺ��z �۵��^�ɵ������Ƽs����ͺ���������õ�2A��������������һЩ���㣺һ���棬�u�O�ij��d������ �ޣ��^���������ʹ�u�O���p���Ķ������������ һ���棬�S������������u�O늻��İlɢ׃�Ç��أ�ʹ���۳س���֮�����ݣ�����Ӱ푳����|����
Ӱ�GTAW��ˇ��������Ҫ�к���������u�Oֱ�������L��늻�늉������ٵȡ����У���������ǛQ��GTAW���p���ε��P�I�������������l����׃�r��������������ӿɌ���늻���������ݔ�뼰����ֱ�����ӣ�ʹ���p����ی������L����ͨ����0��5��3��0mm�������μ�׃��С�r�����Lȡ���ޣ���tȡ���ޣ������ٶ����{��GTAW��ݔ��ͺ����Π����Ҫ��������������_����������������ȡֵ���������^ԓ�������ޣ��׳��F�Ѽy��ҧ߅��ȱ�ݡ�

1��2���x�ӻ���
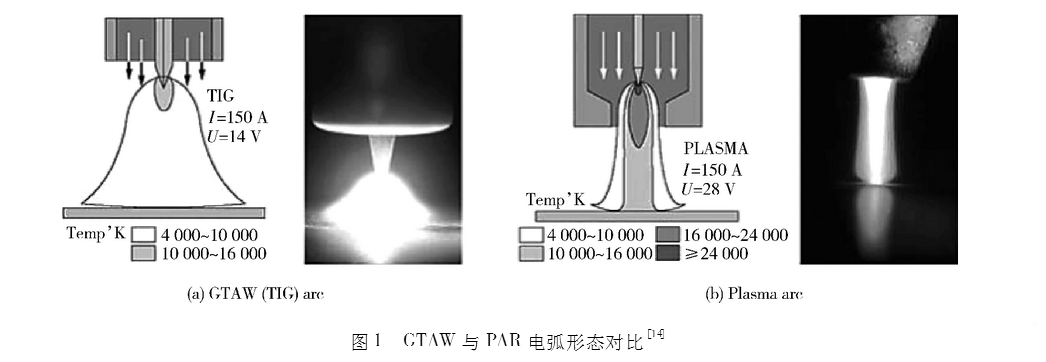
�Ե��x�ӻ��麸�ӟ�Դ�����������췽���Q����x�����������죨PlasmaAdditive��emanufactu-ring��PA�ң������У����x�ӻ���һ�N���s���u�O�廡���u�O�廡��ߜضȞ�10000��24000K�������� ��С��104W/cm2 �������x�ӻ��Ĝضȸ��_24000 ��50000K�������ܶȿ��_106��108W/cm2����������ęCе���s���ã�ͬ�r���S����С늉�ԭ�� �a���ğቺ�s�Լ�����������늴ʼn��s��ʹ���x�� ���������ܶ��h�h���^�u�O�廡�������܉��_������������ܶ� ���D1�����늻��ΑB�Č��ȣ�����늻��ĔUɢ�Ǽs��45�㣬���x�ӻ��t�H��5�㡣
�c���ü��⺸���Դ��ȣ�PA�Ҿ��н^���ijɱ����ݡ����Y���@ʾ����Ҋ���⺸���Դһ��r����50�f��Ԫ���ң������x�ӻ������Դ�r��tֻ��7000��Ԫ�����㼤�⺸���Դ�r���2%���cGTAW��ȣ�PA�ҵĹ�ˇ�{���^�鷱������Ҫ��������Y����늘O�ȿs�����x�Ӛ���������������������ٶȺ͇���߶ȡ����У�����Y����늘O�ȿs����������ˇ�����x���ǰ�ᣬͨ���������ϷNͳ��Ηl�����_�����x�Ӛ������Q���˵��x�ӻ��Ĵ������x�Ӛ�����Խ��늻�������Խ����
1��3�����۸�����
�Լ�����Դ��������������μ��gͨ�����Q�鼤���۸����Σ�LaserDepositionForming��LDF������Ŀǰ�lչ���V�����������켼�g֮һ������LDF�����|����������Ҫ�м���ʡ������ٶȡ���ĩ���ȡ��ͷ������d�������ȡ��cGTAW��PA���� �ȣ� LDF�����^����Ҫ���]��ĩ������������ʡ����ͷ���һ���r����ͨ�^�{������ʺ͒����ٶȁ��@������ļ���������LDF���@�����c�������ܶȸߡ�늻��������С����ӟ�Ӱ푅^С���ض��ݶȴ� ����Ч�ʸߣ��������кܸߵĚ�����������˶� �����}�_��ʽ�{������ğ�ݔ�롣Ŀǰ���о��Y�������������}�_�����۸����οɫ@���Ե͵ğ� ݔ�������܌����ӳ����и��õĿ��ơ�
�෴�� GTAW��PA�����ṩ�ߟ�ݔ������ͬ�r���������Ӱ 푅^���������κ��M�����ܡ������}�_��ˇ���t�������}�_��ֵ����ۻ����ġ���ֵ����S����ͨ �^��ֵ����c��ֵ����Ľ���׃������Ч�ط�ɢ�����^�̵ğ�e�ۣ��Ķ��pС���ӟ�Ӱ푅^�� Balachandar���о����������ú��m���}�_��ˇ������������Ч�p��GTAW�ĺ��ӟ�Ӱ푅^���Ķ�����ߺ��ӽ��^���W���ܵ�ͬ�r��Ҳ��߲������˺��ӽ��^Ӳ��ֵ�� �������W���܃��ں��ӟ�̎��������W���ܡ�Chen�Ȳ����}�_��ˇ���ȷ�����С��PA�Һ�GTAW���Y���l�F���}�_���x�ӻ�������Ч�pС���ӟ�Ӱ푅^���ȣ���ʹ�ۺυ^�Ľ��ٽM���������ܡ�
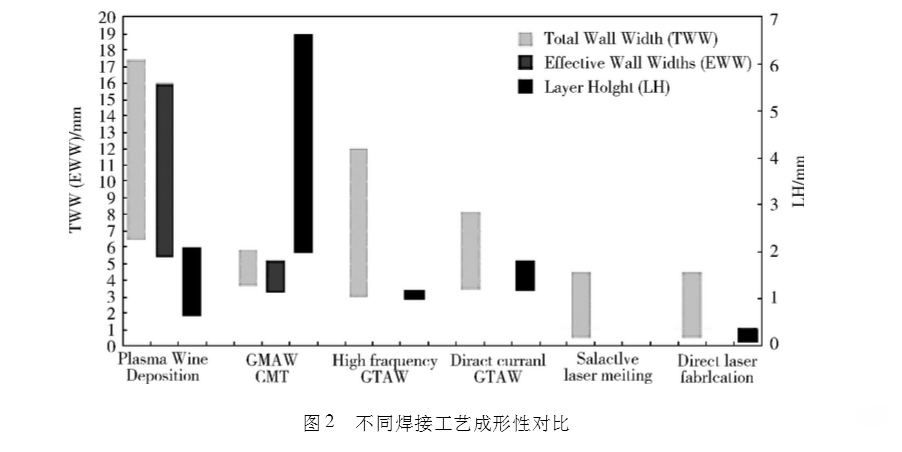
���ˌ����ڲ�ͬ���ӹ�ˇ�¿� �ٳ��εľC����Ч�ԣ� Martina������ֱ�ӳ��εČ��ȡ����g�߶ȵȅ����M�н�ģ���Y��������PA�� ��GTAW��LDFֱ�ӳ��ζ������@�����ݡ���ͬ ���ӹ�ˇ�����Ԍ�����D2��ʾ����֮�����ڲ�ͬ���ӹ�ˇ�����������켼�g�������c��GTAWЧ�ʸߡ��O��ɱ��ͣ�����ݔ�������������ξ��Ȳ��ߣ��}�_LDF��ݔ����С�����ӟ�Ӱ푅^С���ҳ���Ч�������������O��r���F��PA�Ҽ��g���O��ɱ������^��LDF�����@�����ݣ�����eЧ�ʼs��98%�������e�ʿ��_��1��8kg/h�������������Ч���Ⱥͳ��e�ʸ���GTAW��LDF��
(؟�ξ���admin)

 3D��ӡ̫������ɞ���
3D��ӡ̫������ɞ��� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a�� �P��3D��ӡ����������P֪
�P��3D��ӡ����������P֪ Cura��һ���O�ã���ʼ��
Cura��һ���O�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M3D
2023��������M3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM 

