FDM ��ӡС�Nʿ����α����ӡ�^���е��^�ȔD�����}��
�r�g��2023-07-17 10:31 ��Դ���ϘO�� ���ߣ�admin ��x����
���x�����������܉����s�����ܵĽY�������Ñ��ṩ�o�c���ȵ��OӋ���ɶȡ��������µ�2023 �� Hubs ��棬FDM ��ӡ���g��Ҳ�Q�����ڳ��e��ģ�����������Ժ��Ñ��Ѻ��Զ��ɞ����ܚgӭ�� 3D ��ӡ��ˇ��
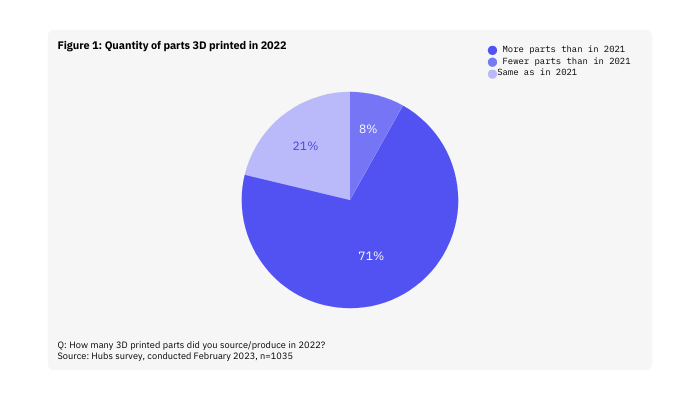
��Hubs �����71% �ą��c�߱�ʾ�������� 2022 �� 3D ��ӡ���������һ�����
Ȼ�����c�κδ�ӡ����һ�ӣ����ۺϷ��^���ж����ܕ����F�e�`�����´�ӡ�������^��o��ʹ�ã�������F���������z���N���Ȇ��}������������Ҫ�۽�����ν�Q FDM ��ӡ�^���п��ܳ��F����һ����Ҋ���}���^�ȔD������ 3D
��ӡ�C�ĔD���C���e�^��IJ��ϕr���͕��l���^�ȔD����ͨ�������´�ӡ����߅��������Û�����⣬�����ӵĺ�ȿ��ܲ�һ�£����±��治ƽ���Ҳ����^���S���r�g�����ƣ��^��IJ���������������������������������У��҂���һһ���e�^�ȔD���Ŀ���ԭ���ṩ�����ĝ��ڽ�Q�������Ա����ڌ����Ĵ�ӡ�г��F���e�`��

���^�ȔD�����F�鲿��߅���^����Û�Լ�ȱ�����Ⱥͼ�������Ƭ��Դ��Creality��
�ڴ������r�£��^�ȔD���ɚw���ڴ�ӡ�ض��^�ߡ���3D��ӡ�C�ϵĜض��O��̫�ߕr�����z�ۻ�̫�죬�D���Cʧȥ�����ٵĿ��ơ���ˣ��^�ߵĜض��O�Õ��a�����������ԵĔD�����ϡ����@�N��r�£���s�L�ȟo��������s���z�����²������^���첻�ܿ������^�ࡣ�^�ȔD������һ��Ӱ����������ü��z��ֱ����������z��ֱ��С�ڇ��죬�����ܕ��^���ͨ�^�������^�ȔD����ͬ�ӣ���Ƭ�Cܛ���в����_�ļ��zֱ���O��Ҳ�����²����_�����ٺ��^�ȔD����
��������ÿ��D���ĺIJ�����������ӡ�ٶȡ�����ߴ�͌Ӹߵ����ش_�����������O�õ�̫�ߕr���^��ļ��z�����^���죬�����^�ȔD�����F�����ѽ��˽��˴�� 3D ��ӡ�e�`�Ŀ���ԭ�����҂�̽ӑһ���ޏ�ԓ�e�`����ֹ���ٴΰl���Ŀ����x헡�

���ʹ�ӡ�ض��Է�ֹ�^�ȔD��
���˽�Q�^�ȔD���Ć��}�����h���șz���ӡ�ضȣ����ڱ�Ҫ�r���͜ضȡ���Ҫע����ǣ���Ѵ�ӡ�ضȿ�����ʹ�õĽz����Ͷ��������磬��ʹ��PLA��ӡ�r���ضȷ���ͨ������190��C��220��C֮�g����ABS����230��C��260��C�����ȴ�ӡ��PETGͨ����Ҫ210��C��250��C�Ĝضȡ����h��u��ÿ��5��C���������ʹ�ӡ�ضȣ��_����Ҫ�^�Ƚ��͜ضȣ�����@���܌���Ƿ�D�������²����������㡣
У�ʼ��zֱ��
��һ�N�����Ǹ����z�ĵľ��_ֱ��У���������Ј��ϴ�����z�Ķ��И˜ʳߴ磬��1.75���ס�2.85����3���ס��_���ڴ�ӡ�O���Мʴ_�O���˽z�ijߴ�dz���Ҫ���mȻͨ��ָ�������̵�Ҏ�������ˣ���������}��Ȼ���ڣ��ք���C�z��ֱ�����ܕ��������������Ҏ����ܴ���Сƫ�ʹ�Ô��ֿ��ߣ����������傀��ͬ���c�Ϝy��ֱ����Ӌ��ƽ��ֵ��Ȼ�����˜y��ֵݔ�뵽��Ƭܛ���еĽz���O�ã���C���������С����y����ֱ�������c������Ҏ�����в�ͬ�����磬��ӛ��2.85���Ľz�Ŀ��ܾ���2.84����ֱ�����@���ܕ�Ӱ�������

���^�ȔD��ʾ������Ƭ��Դ��Ultimaker ��^
�D�����������������{��
�D�������O�ÿ��ƴ�ӡ�^���о��ĵ����١�ͨ�����D��������Ĭ�Jֵ�O�Þ� 100%�����ǣ����˽�Q�^�ȔD���Ć��}�������� 2.5% �� 5% ��������u�pСԓֵ��ͨ�^�yԇ��ӡ��yԇ���u��ÿ���{����Ӱ푷dz���Ҫ��
���ߣ���һ�N�����_�ķ������_���m���ĔD�������{���������������z�ľ��x�D���C픲�120mm
�M�Мy���͘�ӛ��Ȼ��ָʾ3D ��ӡ�C�D�� 100���ļ��z���D���y���ĔD���C픲�����ӛ����ʣ���L�z�����磬����l�F�D���� 104
���ļ��z���t���Ԍ��������� 4%��
ֵ��ע����ǣ����ڲ�ͬ�IJ��ϣ����]�ĔD���������ܕ�������ͬ�����磬������Ƭ�Cܛ��Simplify3D ���h�� PLA ʹ�� 0.9 (90%)�ĔD�������������� ABS�����h���ֽӽ� 1.0 (100%)��ֵ��
�����o��
ʼ�K���և����坍����ßo�p���P��Ҫ�����ڙz�释���Ƿ���ĥ�p�E���e����ʹ��ĥ�ϣ����纬��ľ�ġ����ٻ�̼�w�S�w���ļ��z���r���S���r�g�����ƣ�������ܕ�ĥ�p��������ֱ����������l�F�@�Nĥ�p��Ո�ձظ��Q�����Դ_����ѵĴ�ӡЧ����
��ĥ�p���죨�ң������죨�ć���ֱ�����^������Ƭ��Դ��Stack Exchange��
ͨ�^��ʩһЩ�P�I���ԣ��҂�������Ч�ص�����ӡ�^���п����������^�ȔD�����}���@Щ���������ʹ�ӡ�ضȡ��ʴ_У�ʼ��zֱ�����{���D�������Լ����_�S�oģ�ߡ������@Щ��ʩ���Դ_�����õĴ�ӡЧ��������ȵp���^�ȔD���İl����
(؟�ξ���admin)

 3D��ӡ̫������ɞ���
3D��ӡ̫������ɞ��� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a�� �P��3D��ӡ����������P֪
�P��3D��ӡ����������P֪ Cura��һ���O�ã���ʼ��
Cura��һ���O�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z������
 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M3D
2023��������M3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM ���c����


