Fraunhofer�_�l�������cꇊAо�Y���ı������w�~�P
�������cꇊAо�Y�����w�~�P��ˇ朣����OӋ��3D��ӡ-�������죬��̎��������������ӹ���̎�����ٵ��|�����C��

�����cꇊAо�Y���ı������w�~�P����Դ��Fraunhofer
![]() ���OӋ����ӡ����̎�����J�C��������ˇ�
���OӋ����ӡ����̎�����J�C��������ˇ�
���w�~�P�dž��l�әC��������У�݆ݞ���~Ƭ��һ���K���ϼӹ����ɡ�ͨ�����u݆�͜؉���C�ȵ����w�~�P��⁺Ͻ��Ƴɣ��ߜ�ȼ���ȵ����w�~�P�t��Ҫʹ�øߜغϽ�
��ǰ�������w�~�P�����췽��ļӹ����g�Ժ����Լ���������ӹ����������S��3D��ӡ���g�İlչ��3D��ӡ���gԽ��Խ��ı����õ����w�~�P�ļӹ��С��@���У�Fraunhofer�_�l�˼����cꇊAо�Y�������w�~�P��

�����cꇊAо�Y���ı������w�~�P����Դ��Fraunhofer
Fraunhofer�_�l�ļ����cꇽY�������w�~�P���ڡ��W���w��܉�E2050 �C �W��Ը�����ա��ı�������ɵġ����W���w��܉�E2050 �C �W��Ը�����ա��W��ί�T��������ͨ�^�о��̈́���˿��ṩ���Ӱ�ȫ���w�м��g�����Y�ϭh���Ŀɳ��m�lչҪ���@��Ը�����OӋ�������ϵ�y���ɵ��B؞���ᵽ���ճ̣�Fraunhofer��IPT�о����c��衹��I��W�ں����p���ă��ݣ�ͨ�^��ĩ���x�^�����ۻ�3D��ӡ���g�_�l�˼����cꇊAо�Y�������w�~�P��
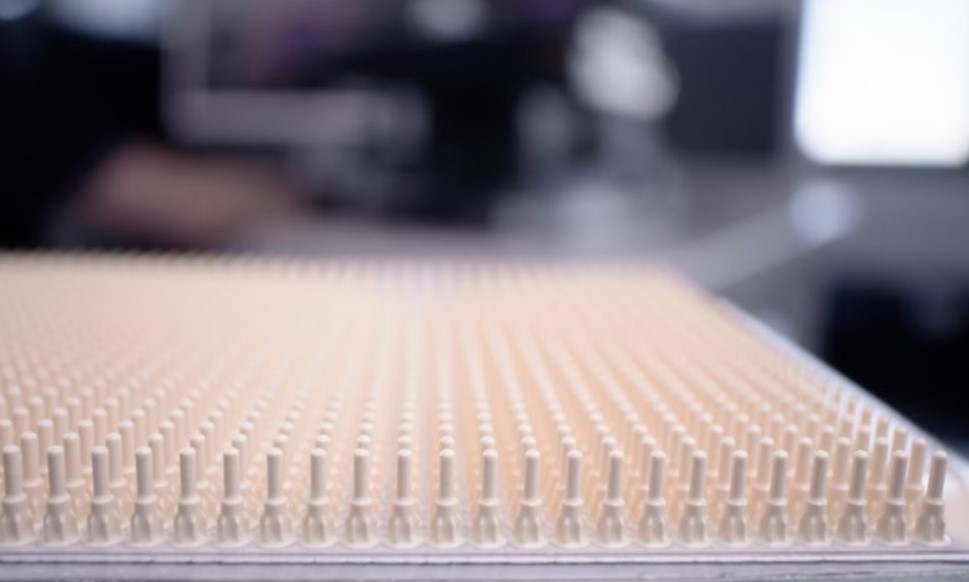
�@�N�����cꇊAо�Y�������w�~�P��懻��ߜغϽ��Ƴɣ�懻��ߜغϽ�����y�Լӹ������ͨ�^�μ�����ه���������ʽ���ӹ����~Ƭ݆���Ƿdz��ĕr�Ұ��F�ġ������@��ԭ���о��ˆT��ȡ���������켼�g����ĩ���x�^�����ۻ�����3D��ӡ���g��LPBF�����о��ˆT�_�l�˼����cꇽY�������w�~�P�Ĺ�ˇ� �C ���OӋ���������죬��̎��������������ӹ���̎�����ٵ��|�����C����Ȥ���������õ��cꇽY���ڽM�b���g����֧�α��ڽY�������ҿ����ں�̎�픵�ؙC�ӹ����g��С����ӡ�
3D��ӡ-���ļ��g���\�Î������S�����c��3D��ӡʹ���OӋ�����ɶ����������Ԍ��F���ӏ��s�Ď��Π���ң�������ĵIJ��ϸ��٣��Ķ����o�h�������ͳɱ������⣬ʹ���������칤ˇ���Ը��������_�l�����a��С�������s�İl�әC���������ͬ�r�p����Ⱦ��
![]() Review
Review
�����K������ͨ�^3D��ӡ���w�~�P������ж���Ľ��K�������L�Ƃ����污������������K���أ�������s�ٶȲ�ͬ�����T�챡�ڽY����������r�������F�y������T������T������^�����׃�ε���r���@�N��r�����ɽ���3D��ӡ������Q��ͨ�^�����ߌ����ٷ�ĩ���c�ۻ����ֲ��Y�������ÿ��Ʊ��C��������w�����ܡ����w�~�P�����˺��հl�әC�Y��������˰l�әC���رȣ�����˽Y���Ě��Ч�ʣ��������w�~�P�Ą��Ժã�ƽ�⾫�ȸߣ��Ķ����L�D��ʹ�É�������߿ɿ��ԡ�
���������������ĸ����ܜu݆�l�әC���g�ĵ����A��Ӌ������2020�꣬�C�ϰ��b�İl�әC�u݆�����������w�~�P�Y����ͨ�����������w�~�P���Բ��ú��ӷ���ͨ�^�����~Ƭ���ӳ��~Ƭ�h���ٌ�݆�P�����c�~Ƭ�h���ӳ����w�~�P�Y�������ӷ���������������ӣ�����Ħ�����ӡ����Ӻ�ͨ�����þ��и�ķ�ʽ���M�о��ӹ���
��Ȼ���˺��ӷ�����߀����ͨ�^���S���ؼӹ����������ٲ����г���ֱ�Ӽӹ������w�~�P�����^�����~Ƭ�g��ͨ������խ�����ؼӹ��е������װl�����棬���Ҳ����г��ʺܸߣ��@Ӱ������S���ؼӹ������w�~�P�I����m���ԡ�
���^����ʹͨ�^3D��ӡ�����w�~�P��߀����Ҫͨ�^���S���ؼӹ����M�о��ӹ������ӹ��^���У������~Ƭ�Ą����ѽ��^�������^���У����װl��������Լӹ������������ο���׃���c����Ķ����C�~Ƭ�ߴ�ļӹ����ȹ����Լ�����❍�ȡ��@���еĽ�Q���������㊷�ʽ���x����m�������������{�����S�D���Լ������M�o�ٶȵȡ�
(؟�ξ���admin)

 �������M�մɹ�˾ʹ��Lith
�������M�մɹ�˾ʹ��Lith Xenia�M܊�������������
Xenia�M܊������������� �о��ˆT����3D��ӡ��ģ��
�о��ˆT����3D��ӡ��ģ�� ����Brooks�c���պ����_�l
����Brooks�c���պ����_�l ��AHM����3D��ӡ�黼�߶�
��AHM����3D��ӡ�黼�߶� MB Therapeutics�cLynxter
MB Therapeutics�cLynxter- ���������M�մɹ�˾ʹ��Lithoz���g��һ��
- ��Xenia�M܊��������������Ј����{�誚
- ���о��ˆT����3D��ӡ��ģ���_�l��������
- ������Brooks�c���պ����_�l�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ����������������ʹ��3D��ӡ����߳�����
- ��HYP3D�Ŀ�����մ�3D��ӡ���a�߉����
- ���Ĵ����������������Ƅ�iLAuNCH�Ŀ��
- ��Restor3dʹ��Formlabs 3D��ӡ�턓����
 ������܊���M3Dɰ
������܊���M3Dɰ 3D��ӡ���Ի�����
3D��ӡ���Ի����� �����ݿ����tԺ��
�����ݿ����tԺ�� ��ʿ�m�Ƽ���W3D
��ʿ�m�Ƽ���W3D ȫ��3D��ӡ������
ȫ��3D��ӡ������ PSAS�ɹ��l��3D��
PSAS�ɹ��l��3D��- ��HueForge���Sˇ�g��ʹ��3D��ӡ��������
- ��15��3D��ӡ����܊���ð���
- ����ȿ��Y��2021���Ї����պ����I��3D��
- ��ģ��3D��ӡ����������ģ�����p��һ�w��
- ������Brooks�c���պ����_�l�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ��Xenia�M܊��������������Ј����{�誚
- ������߀��FDM��ӡ���������о��ˆT����
- ���P�cȫ�����̘I����3D��ӡ�g�ں���


