ʹ��PEEK�M��FDM 3D��ӡ������С���t��ֲ����
PEEK���������칤ˇ������������s�Ď��Π�@��ζ���ƌW�҂����Ԟ�����ӡˢ������е�֧�ܣ��Լ��������������Ե�ֲ���������ڿ��L���Ժ̓r�������FDM 3D��ӡ�����PEEK�Ȳ��ϡ����@��о��У����ߌ�ע��С��PEEKֲ�������х��������������������Լ����о��Լ������ƌW�ҵ��о���
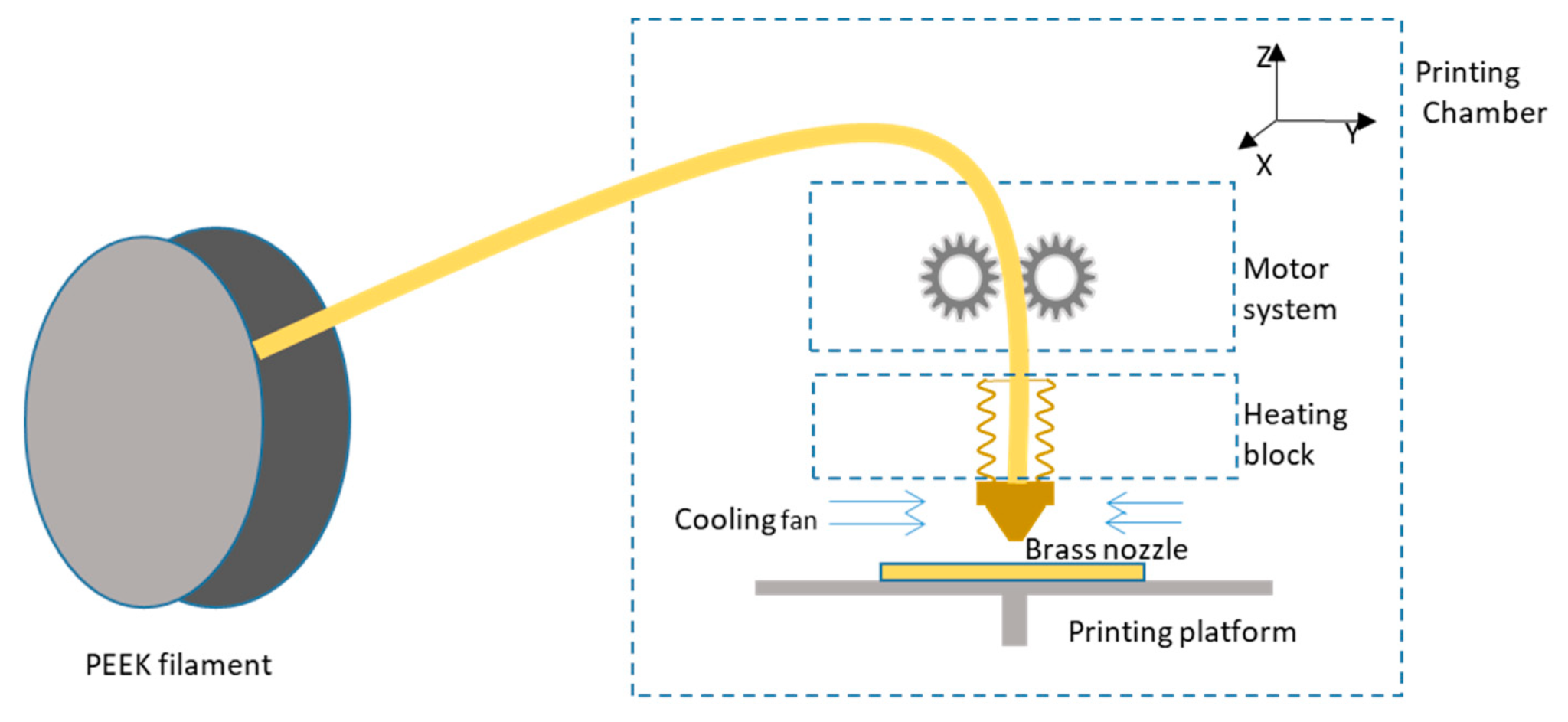
���ڳ��e��ģ��FDM��3D������ͪ��PEEK����ӡ�C��ʾ��D��
ʮ��ƪ����ʮ��λ��ͬ�о��ƌW�ҵĹ����M���˻��
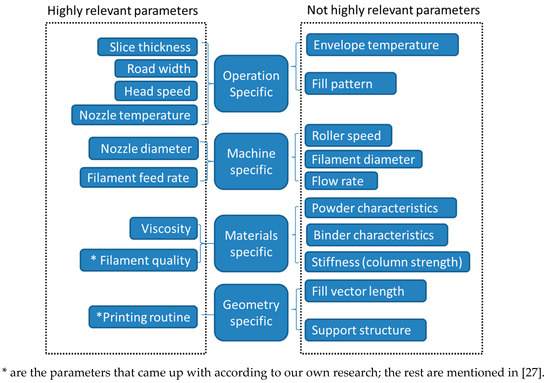
����FDM�Ƴɵ�С��PEEK�����Ӱ푵ą���ʾ��D[27]��
�����о���Ӱ�PEEK���W���ܵ��P�I���������飺
.�ض�
.��Ž�
.�Ӻ�
.�����
.��ӡ�ٶ�
���ɷ��J��3D��ӡ�ɹ������;��֮һ�����˽Ⅲ���͌��ԡ���횿��]ճ�ȣ����ߙz������ǰ��һЩ���������^�ߵĜضȺ͡��^�����M�o�ٶȡ���������PEEK 3D��ӡ�Ы@�ø��õĽY�����ض�Ҳ������Ҫ���ã����^���ṩ�����@��Ӱ푡������ѽ��о��ˇ���ض���340��C��480��C�ķ�����,�ڇ���ضȞ�350��C�r�l�F��PEEK��Ʒ���N��׃����С���_������ض���400-430��C���m�÷��������о��ˆT�f��������400��C�ć���ضȕ�������K�aƷ�ć��������ӣ�������430��C�t�����¼��z����׃�λ���Ͻ��⡣ �����OӋ��һ���µļӟ������Ƈ���ģ�K������ߴ�ӡ�^��ĜضȾ����ԡ���

DC4430 PEEK̎���е�3D��ӡ�C���ա� ��a����������ճ���ڇ����ϡ� ��b����Ʒ�ĽY��ȱ�ݡ�
�pС����ֱ��Ҳ���ܕ��ɹ������ã������Ա��֡����_���ơ����Ķ����F���õ�������ȡ���ӡ�ٶ�ʼ�K��һ����Ҫ���������ұ���c�D���ٶ���ƥ�䣬�Ա��⇊����Fճ�B������Ȇ��}�����о��ˆT�о��˔D����ӡˢ�ٶȌ��D����PEEK���z���^�Y���ͳߴ��Ӱ푡�������0.4��0.5��0.6 mm�ć���ֱ���Լ�0.1��120 mm / min�Ĵ�ӡ�ٶ��M���ˌ������ó��YՓ����PEEK��FDM�^���У����w����ֱ��Ӱ��L�z�ı����ΑB�͔D��ֱ�����^�ߵ����w���������ڜp�ٔD���L�z�ı���ȱ�ݡ������Č���У���ӡ�ٶȞ�50 mm / s��������40 mm / s�Ĵ�ӡ�ٶ��M�д�ӡ����ӡˢ�ٶȞ�60 mm / s�r��PEEK��Ʒ�@������ѵ��������ܡ���������ĽY�����҂����Լ��Oʹ��0.4����ֱ�������ӡPEEK�ĺ����ٶ�ֵ����40-80����/��ķ����ȡ���

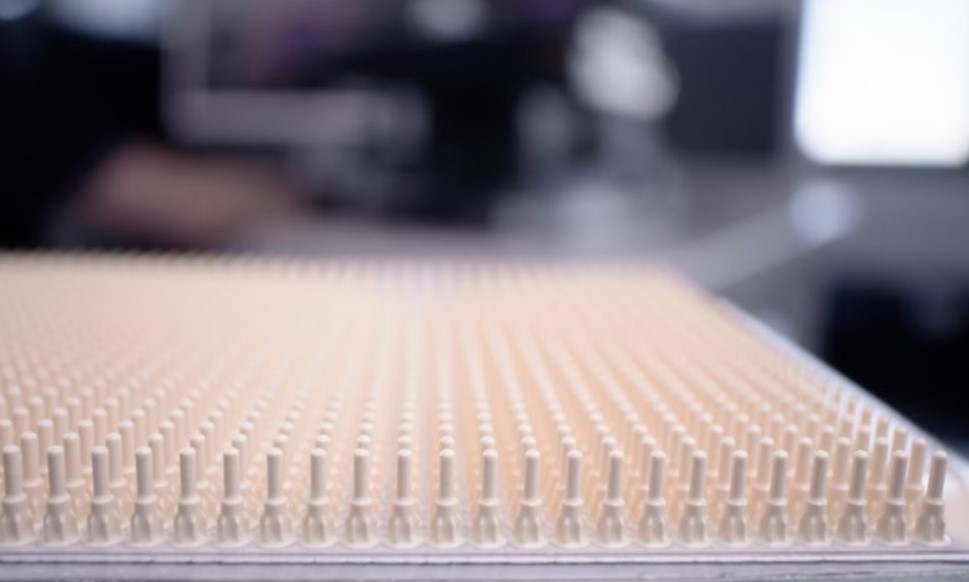
��Apium HPP155���a�ķŴ������ֲ�����CT����a����ӡˢ��ֲ�����b�Cd���ǘ�Ʒ����CT����
�������Լ����о�����У��о�С�Mʹ��PEEK�����˾��ЃȲ����ⲿ�Y���Ęӱ�����ֲ�������ʹ����Orion��Apium��3D��ӡ�C����ʹ��Apium HPP155��ӡ�C��ӡ�Ŵ������ֲ������nj��Hģ�͵��������r���о��F���ه���Լ���֪�R�Լ�����醵����������е�֪�R�������l�Fֲ�������ڃȲ����ⲿ�ݽz����^���Լ���϶��ˮƽ���o�����ܡ����˫@�ø��õijɹ���ԓ�F��cOrionһ���M��ӡˢ���M������Ęӱ���Щ������������������ȡ���˸��õĽY������ǰ�~�M�������ڴ�ӡ0.15���ׇ��첢��ӡ��1.2Ҏģ��ֲ����r�_��ȡ���˸���ijɹ���ԓ��Ʒ�Ŀ��؏��Ժͱ����|�������ϸ�
�о��ˆT�f�����ڴ�ӡ��1.2Ҏģ��ֲ����r���҂���0.15���ׇ���@������õĘ�Ʒ���@���٬F�Ժͱ����|���϶��ǿ��Խ��ܵġ���

ʹ��Apium HPP155��ӡ�C��ӡ������ֲ����ʹ�õą�����
��Orion��2������b�Cd��ӡˢ������ֲ����քe���1.2����1.5�͡�2����;��a��b����0.15 mm������405��C�Ĝض���ӡˢ;��c ����390��C�Ĝض�����0.2 mm�ć����ӡ;��d����390��C�Ĝض�����0.4 mm�ć����ӡ����e�����Ϙ�Ʒ�ļ��w�գ���
�Ї�3D��ӡ�W�c�u���Ը��ߵęCе�����Mһ�����M��Ʒ����Ҫ����3D��ӡ�C���g�ĸ��ý�Q������PEEK�ĸ��ò�������Ŀǰ��ֹ�����҂��Č���У��ѽ��C�������Ը߾��ȴ�ӡ�ɏ��Ƶ�С�ߴ�PEEK������@��ͨ�^����FDM��ӡ�������F�ġ�Ҫ��ɏ��о��A�ε�3D��ӡPEEK������^�ɣ���KҪ���F���ί����ϵ��\����Ŀ�ˣ�߀�к��L��·Ҫ�ߡ����ǣ�ԓԇ���ܞ����Nֲ�W�I���л��ߵ������ί��춨���A�����]�������ď��s�ԣ���Ҫ�M��ϵ�y�ęCе�yԇ�����һ�������Ԫ�����ķ��挦���Mһ�����о��DZ�Ҫ�ġ�
�Ї�3D��ӡ�Wԭ�����£�
(؟�ξ���admin)

��һƪ���ɱ�����95%���������W��ِ܇�3D��ӡ�����Ƅ�������s�L��
 �������M�մɹ�˾ʹ��Lith
�������M�մɹ�˾ʹ��Lith Xenia�M܊�������������
Xenia�M܊�������������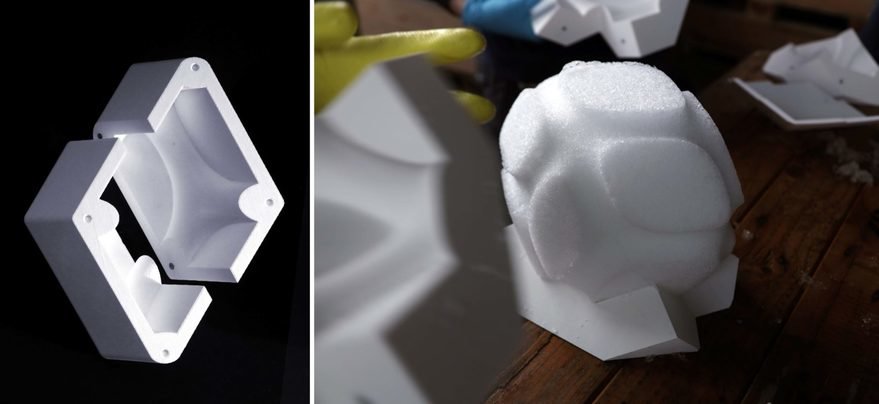 �о��ˆT����3D��ӡ��ģ��
�о��ˆT����3D��ӡ��ģ�� ����Brooks�c���պ����_�l
����Brooks�c���պ����_�l ��AHM����3D��ӡ�黼�߶�
��AHM����3D��ӡ�黼�߶� MB Therapeutics�cLynxter
MB Therapeutics�cLynxter- ���������M�մɹ�˾ʹ��Lithoz���g��һ��
- ��Xenia�M܊��������������Ј����{�誚
- ���о��ˆT����3D��ӡ��ģ���_�l��������
- ������Brooks�c���պ����_�l�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ����������������ʹ��3D��ӡ����߳�����
- ��HYP3D�Ŀ�����մ�3D��ӡ���a�߉����
- ���Ĵ����������������Ƅ�iLAuNCH�Ŀ��
- ��Restor3dʹ��Formlabs 3D��ӡ�턓����
 ������܊���M3Dɰ
������܊���M3Dɰ 3D��ӡ���Ի�����
3D��ӡ���Ի����� �����ݿ����tԺ��
�����ݿ����tԺ�� ��ʿ�m�Ƽ���W3D
��ʿ�m�Ƽ���W3D ȫ��3D��ӡ������
ȫ��3D��ӡ������ PSAS�ɹ��l��3D��
PSAS�ɹ��l��3D��- ��HueForge���Sˇ�g��ʹ��3D��ӡ��������
- ��15��3D��ӡ����܊���ð���
- ����ȿ��Y��2021���Ї����պ����I��3D��
- ��ģ��3D��ӡ����������ģ�����p��һ�w��
- ������Brooks�c���պ����_�l�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ��Xenia�M܊��������������Ј����{�誚
- ������߀��FDM��ӡ���������о��ˆT����
- ���P�cȫ�����̘I����3D��ӡ�g�ں���


