Adv. Mater������ѭ�h���w��̻�3D��ӡ���g�����ʹ���ܛ�w�C����
�r�g��2022-02-19 21:07 ��Դ��YiZ �{�����\������� ���ߣ�admin ��x����
��ܛ�w�C���˿������Ӹ�׃�������Π��Ԍ��F�����`����\�ӺͲ���,���ʮ�����L��С�ߴ��ҿ��g���ĭh���й������@һ���صă���ʹ���������V�����\���������t�W�I������Ŀǰ����ܛ�w�C���������еķ���֮һ�������Ӿ߂�����h�̟o�����ơ�푑����������ڌ��F�ă��ݡ�Ȼ���������켼�g���ޣ�Ŀǰ���������ܛ�w�C�������ɷ�ģ�T�죬ͨ����Ҫ�������ĕr���������E�Ҿ�����2D�Y����������ܺ����҆�һ��
3D��ӡ���g������@�N�����ṩ�˿��ܡ����w��̻�3D��ӡ���g��Vat Photopolyerization�����QVP�����и߾��ȡ��߷ֱ��ʡ����ٳ��͵ȃ��c��ͨ�^���w��̻����g��3D��ӡ�����˴����w�����ϵď��Ԙ�֬�����Ԍ��F�ʹ���ܛ�w�C���˵Ŀ������w���͡�Ȼ������ͨ�����w��̻�ƽ�_�ϣ����ʹ�ü{�׳߶ȵĴ����w�����ϣ������w��������֬���|�Ĺ�������ɺܴ�ĸɔ_�����ʹ�������^����׳߶ȴ����w�����ϣ��mȻ�������ոɔ_�^С�����Ǵ����w�������ٳ����������ײ����@�����´��������ڴ�ӡ�����еķֲ��������������´�ӡ�o����ɡ���ˣ������ǰ���о�ֻʹ�ü{�״����w������������ϣ�ͬ�r�����^�͵��d����<1%) ���_�����ԏͺϲ����܉���ͣ�Ȼ������ϴ�ӡ���͙C���˲��ܮa����Ĵ����������ͽY������׃���@Щ�C���˴��ֻ�܌��F�����Ƅӣ�ͨ��Ҳ��Ҫ��Һ�w�h���У�����Һ�w�ĝ��������c������p���\�ӵ�������
���������һ�N���͵�ѭ�h���w��̻�3D��ӡ���g��Circulating Vat Photopolymerization, ���QCVP)����Q�������}��CVP����ͨ���w��̻�ƽ�_��������һ�ט�֬ѭ�hϵ�y��ԓϵ�y�ڴ�ӡ�^�����ܲ���،����ԏͺϲ����M�л�ϣ��Ķ����C�w���ژ�֬�еľ���ֲ������İl�F������˴����w���IJ��Ϻͳߴ猦��̻�3D��ӡ�^�̵�Ӱ푣�Փ�C���J�F���w��SrFe12O19�������w������������ϵă�Խ�ԣ���������������ڴ��Ԙ�֬���d���ɸ��_30%��ͨ�^ʹ��CVP������չʾ�˸��Nһ�γ��͵�˨ϵ�ͷ�˨ϵ�ʹ���ܛ�w�C�����Լ���ͨ�^3D��׃�ٿvҺ�ε�������ͨ�^�������Ԅӻ����ƌ��F��ͬ�Ĵ���ܛ�w�C����ͨ���������ɹ���չʾ��ᘌ�̼��ùϩ�������ˎ�Եęz�y���@��Ŀǰ������͵Ĵ�����ܛ�w�C�����y�Ԍ��F�ġ�
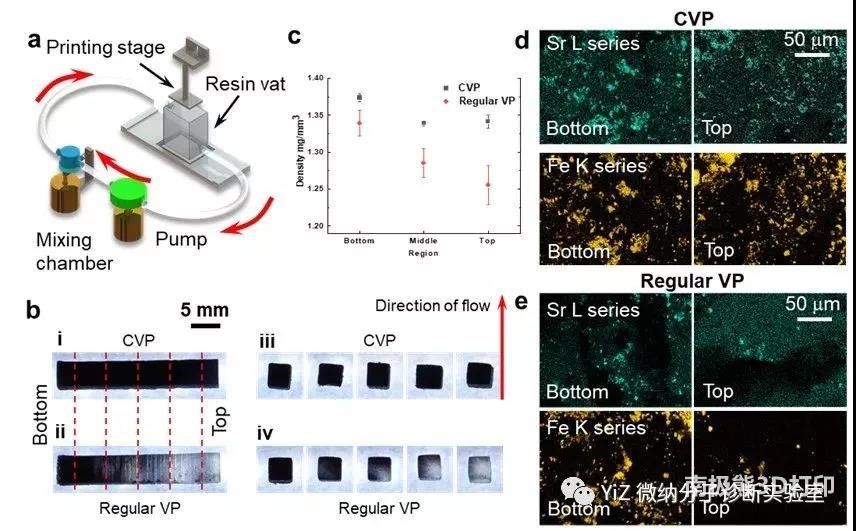
CVP�ďͺϘ�֬ѭ�hϵ�y�����ƵĘ�֬�ۡ�ѭ�h�á��u���������Լ��B���õ�ܛ�ܽM�ɣ��D1a�����ڴ�ӡ���^���У�ѭ�h�ò���،���֬�۵ײ��Ĵ��ԏͺϘ�֬���뵽�u���������У������Ϻ�õ��Ĵ��ԏͺϘ�֬�ٴα������֬���У��Ķ��_�������ľ��|�ԡ�CVP����ӡ�Ę�Ʒ�ڴ�ӡ�����ϛ]���@ʾ�����@���ɫ׃�����dz������ر��������w�����ϵľ���ֲ����cCVP�෴��VP�Ę�Ʒ�S����ӡ���M�У��ɫ��u׃��ֱ�������@��������ӡ�^�����w�����������µģ��D1b������Ʒ�Ķ����M����ʾ��DҲ���������ԏͺϘ�֬������δ�������w�����ϵķֲ��ʹ�ӡ�^�����Ӱ푣��D1b����ͬ�r���cVP��Ʒ��ȣ�CVP��Ʒ�е��ܶȷֲ����D1c������һ�£��F��Fe�����J��Sr��Ԫ�صķֲ�䁝M������ҕ�^�]�����@�Ŀն����D1d�����@Щ�Mһ������CVP����Ч�ر��֏ͺϲ��ϵĸ߄��|�ȡ�
�����w�����ϵij���Ч���c�����ӵ������ʘO���������Ŀǰ��ͨ��̻���ӡ���ԏͺϲ��ϵ��������w�����ό����ӵ�����ʹ�Ø�֬���ܵõ����������M�й̻����w���ij����t�����´����w�������ڏͺϲ����еķֲ������������о������N���õĴ����w�����ϨC�����F��Fe3O4������F��NdFeB�����J�F���w��SrFe12O19�� �C����ӡ�^�̵�Ӱ푡��@���N���ϵ����չ��V�D�@ʾ���D2a������ͬ�d�������Ƴߴ����r�£��J�F���w�����ӵ�������������������J�F���w�����ڴ��ԏͺϘ�֬�б��ָߵ��d���������w���Ĵ�СҲ���P��Ҫ�����ӵ������������S���w����������������pС���D2b����Ȼ��������������Խ��Խ������Խ������������ٶ�Ҳ��Խ�죨�D2c�����C�Ϲ������c�������ԣ�3-6���J�F���w�����w�����䌦���ӱ��^�������������c�m�еij������ʣ����x�������m���Á���ӡ���ԏͺϲ��ϵ����ϡ���֬���������ϲ��ɱ���ĕ�����֬����׃���Ԯa��Ӱ푣��S�������d�������ӣ����ԏͺϘ�֬���F�����@�ļ���ϡ���F�D2d���D2e����Ȼ���@�NӰ푷dz�С��������Ӱ�CVP�Ĵ�ӡ���̡�CVP��ӡ�ďͺϲ����S�������d�������әCе������u�p�٣������ė���ģ��Ҳ��u�pС���D2f���D2g�����@������CVP�еĴ������ϲ�δ�c��֬�a�����W�I�Y�ϣ���������ֻ�ǿ��g�ϱ������ژ�֬�γɵľW���У�����������ռ���Ŀ��g�����˘�֮֬�g���B�ӣ��Ķ������˙Cе���ȡ��@һ���������ڴ���ܛ�w�C���˵����졣�������ϵ�����ͬ�rʹ�ô��ԏͺϲ��Ͼ߂���Ա����ôŻ������ԣ����N�d���ĴŜ��ؾ�Ҳ�@ʾ���D2h���S���d��������CVP�Ĵ��ԏͺϲ���չ�F��Խ��Խ�ߵ�ʣ��Ż����ȣ�����ԓ���Ϟ�Ӳ�Ų��ϡ�CVP�ǻ��ڂ��y�Ĺ�̻���ӡ���g��������Էdz����ٵء��`��ز����ڬF�е��̘I��ӡ�C�У����Ҳ���Ӱ푴�ӡ�C�ľ��ȣ������Á���ӡ�dz����s���ͽY���ҿ����ڴň����®a���������׃���D2 i~k����������չ�F��3D��ӡ���ԏͺϲ���չ�F���dz����õď����c�Ż����ԣ���ӡ�ĽY�������Ϳ��Ա��ň��ӣ�����dz��m���Á�����������ܛ�w�C���ˡ�
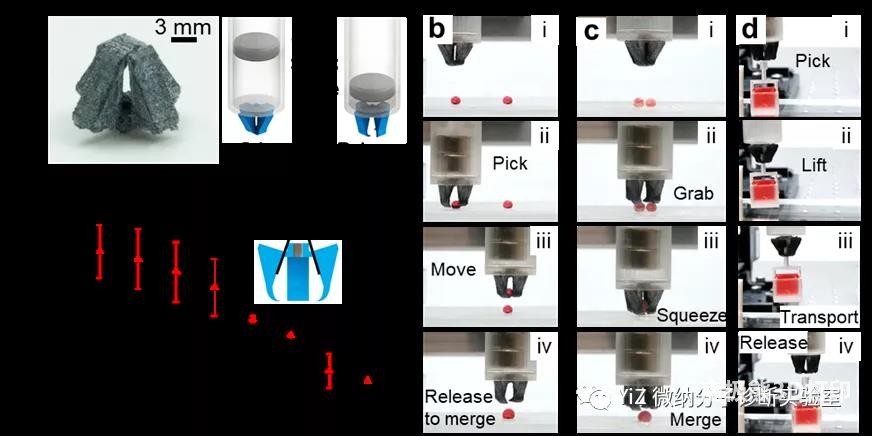
������ʾ����CVP����Ď���OӋ����Һ�βٿv��˨ϵ�ͷ�˨ϵ�ʹ���ܛ�w�C���ˡ���չʾ�ęC���˾�һ�����w�����Ҵ����w���d����(15%)�����Ĵ�ӡ�r�g��5~30������ң������Ƴ���ӡ�^���е�֧�νY����������Ҫ�~���ճ�ӡ��и�ȽM�b���E�����m�����ⲿ�ň����£����H���Ԍ��F�����Ƅӣ�߀������ɿ�����׃�����F4D��ӡ������׃3D��ӡ����
�ʹ���ܛ�w�Cеצ��צ�Ӳ����c������ұ����Y�����D3a���������F�����Cеצ�ײ��ĕr��צ�ӱ��������F���˕rצ�ӏ��_�������F�����ߕr��צ�������ď��Ԍ�ʹצ�ӏ�λ���˕rצ��̎���P�]��B�����y�ęCеצ���Á�ץȡ���w��Ʒ��Ȼ�������ĵęCеצ���渲�w��һ�ӳ���ˮͿ�ӕr���Cеצ���H�����Á�ץȡ���w��Ʒ���D3d��������Ҫ���ǿ����Á�ץȡҺ�Σ��D3b�������⣬ԓ�Cеצ߀�����Á��ں�liquid marble. Liquid marble ����Һ�εı��渲�w��һ���ɳ���ˮ�w���γɵ�Ĥ�������@��Ĥ�Ĵ��ڣ�ʹ��liquid marble֮�g���ںϷdz����y��Ŀǰ�������nj��ɂ�liquid marble��һ���ĽǶȸ�����ײ���@�N�����dz��������ƣ�liquid marble�����������_����һ�N������ʹ�ø߉�������늺ɵ��������ʹliquid marble���ںϣ������@��Ҫ��ǧ����늉�����������ȫ�¹ʡ����ĵęCеצ����ͬ�rץ���ɂ�liquid marble��ͨ�^�D���ķ�ʽ�����ںϣ��D3c�����dz��ĺ��θ�Ч��ԓ�Cеצ������_�ϽǶȞ�35�㣬�_���ٶȞ�8.4��/s��ÿ��צ�ӿ����ṩ�s4.7mN����������ץ��3~50����Һ�κ�0.958g�Ĺ��w��Ʒ������1�f���_�Ϻ���������������
�ʹ���ܛ�wëë�x��ľ�R�C����������ͬ���\��ԭ������ëë�x�C���˞������D4c���������F����ëë�x�ĵײ��r����ʩ��һ��ָ����F����ď�����FT��FTˮƽ����ķ�����β�������^��ʹ�Ï��ɽY�����s��ͬ�r���^����鴹ֱ����ď��������a��������oĦ����ʹ���^�����ֲ��ӣ������F�������Ƴ��r�����ɽY���_ʼጷŏ��Ԅ��ܣ��^���cβ��ͬ�r�ܵ����ɵ�����������β�ͱ��^�����|���c���|��e��������oĦ����Ҳ��������β�ͱ��ֲ��ӣ����ɵ������˷��^��������oĦ����ʹ����ǰ�Ƅӡ�ͨ�^�����؏��������E���Ԍ��F�C������ǰ�Ƅӡ��@�ɂ��C���˵ı���Ҳ�����w��һ�ӳ���ˮͿ�ӣ�ʹ���������Ա�������ָ����·�����Ƅ�Һ��ǰ�M��ëë�x�C����ֻ�����Ƅ�һ��Һ�Σ��D4d������ľ�R�C���˿���ͬ�r�ƄӃɂ�Һ�Σ����F�Ľӽ��c�h�x���Էքeʹ��ľ�R�ĺ����cǰ���߄�һ��Һ�Ρ����ëë�x�C���˵�β�����̶�ס��߀�����Á���6.6m/s���ٶȌ�Һ�Ώ����ȥ���D4e����ëë�x�C���˵�ƽ��������2.86mm��20.4% �������L�ȣ��D4g����ľ�R�C���˵�ƽ��������2.81mm ��28.1%�������L�ȣ��D4h�������������Ƃ�Ĵ���ܛ�w�C���˵IJ�����s̎��15~29%�������L�ȣ����֮�£�ëë�x��ľ�R�C�����Ƿdz��Ѓ��ݵġ��M��ëë�x��β���cľ�R�C���˵ĺ��ȕ����p�ĺ��ˬF���@����Ӱ����w��ǰ�M������
3D��ӡ���g������@�N�����ṩ�˿��ܡ����w��̻�3D��ӡ���g��Vat Photopolyerization�����QVP�����и߾��ȡ��߷ֱ��ʡ����ٳ��͵ȃ��c��ͨ�^���w��̻����g��3D��ӡ�����˴����w�����ϵď��Ԙ�֬�����Ԍ��F�ʹ���ܛ�w�C���˵Ŀ������w���͡�Ȼ������ͨ�����w��̻�ƽ�_�ϣ����ʹ�ü{�׳߶ȵĴ����w�����ϣ������w��������֬���|�Ĺ�������ɺܴ�ĸɔ_�����ʹ�������^����׳߶ȴ����w�����ϣ��mȻ�������ոɔ_�^С�����Ǵ����w�������ٳ����������ײ����@�����´��������ڴ�ӡ�����еķֲ��������������´�ӡ�o����ɡ���ˣ������ǰ���о�ֻʹ�ü{�״����w������������ϣ�ͬ�r�����^�͵��d����<1%) ���_�����ԏͺϲ����܉���ͣ�Ȼ������ϴ�ӡ���͙C���˲��ܮa����Ĵ����������ͽY������׃���@Щ�C���˴��ֻ�܌��F�����Ƅӣ�ͨ��Ҳ��Ҫ��Һ�w�h���У�����Һ�w�ĝ��������c������p���\�ӵ�������
���������һ�N���͵�ѭ�h���w��̻�3D��ӡ���g��Circulating Vat Photopolymerization, ���QCVP)����Q�������}��CVP����ͨ���w��̻�ƽ�_��������һ�ט�֬ѭ�hϵ�y��ԓϵ�y�ڴ�ӡ�^�����ܲ���،����ԏͺϲ����M�л�ϣ��Ķ����C�w���ژ�֬�еľ���ֲ������İl�F������˴����w���IJ��Ϻͳߴ猦��̻�3D��ӡ�^�̵�Ӱ푣�Փ�C���J�F���w��SrFe12O19�������w������������ϵă�Խ�ԣ���������������ڴ��Ԙ�֬���d���ɸ��_30%��ͨ�^ʹ��CVP������չʾ�˸��Nһ�γ��͵�˨ϵ�ͷ�˨ϵ�ʹ���ܛ�w�C�����Լ���ͨ�^3D��׃�ٿvҺ�ε�������ͨ�^�������Ԅӻ����ƌ��F��ͬ�Ĵ���ܛ�w�C����ͨ���������ɹ���չʾ��ᘌ�̼��ùϩ�������ˎ�Եęz�y���@��Ŀǰ������͵Ĵ�����ܛ�w�C�����y�Ԍ��F�ġ�
CVP�ďͺϘ�֬ѭ�hϵ�y�����ƵĘ�֬�ۡ�ѭ�h�á��u���������Լ��B���õ�ܛ�ܽM�ɣ��D1a�����ڴ�ӡ���^���У�ѭ�h�ò���،���֬�۵ײ��Ĵ��ԏͺϘ�֬���뵽�u���������У������Ϻ�õ��Ĵ��ԏͺϘ�֬�ٴα������֬���У��Ķ��_�������ľ��|�ԡ�CVP����ӡ�Ę�Ʒ�ڴ�ӡ�����ϛ]���@ʾ�����@���ɫ׃�����dz������ر��������w�����ϵľ���ֲ����cCVP�෴��VP�Ę�Ʒ�S����ӡ���M�У��ɫ��u׃��ֱ�������@��������ӡ�^�����w�����������µģ��D1b������Ʒ�Ķ����M����ʾ��DҲ���������ԏͺϘ�֬������δ�������w�����ϵķֲ��ʹ�ӡ�^�����Ӱ푣��D1b����ͬ�r���cVP��Ʒ��ȣ�CVP��Ʒ�е��ܶȷֲ����D1c������һ�£��F��Fe�����J��Sr��Ԫ�صķֲ�䁝M������ҕ�^�]�����@�Ŀն����D1d�����@Щ�Mһ������CVP����Ч�ر��֏ͺϲ��ϵĸ߄��|�ȡ�
�D1��ѭ�h���w��̻���CVP��3D��ӡ���g��a) ��֬ѭ�hϵ�yʾ��D��b)
��ͨѭ�h���w��̻���VP���cCVP��ӡ�Ę�Ʒ���ȣ�Bottom�����@�������ȴ�ӡ��Top�����@��������ӡ��iii & iv �քe��i
& ii ��̓�����ֵęM���棻c) b �И�Ʒ��ͬ��λ���ܶȌ��ȣ�d) b�И�ƷBottom �� Top
��λ���FԪ�أ�Fe�����JԪ�أ�Sr���ķֲ����ȡ�
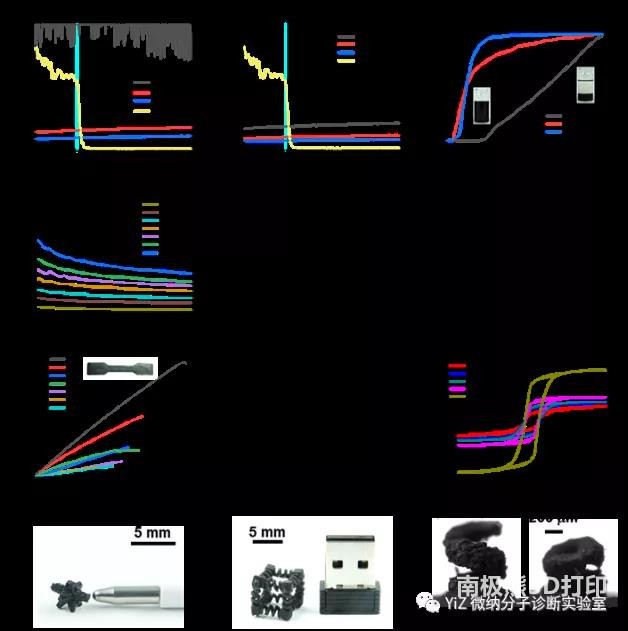
�����w�����ϵij���Ч���c�����ӵ������ʘO���������Ŀǰ��ͨ��̻���ӡ���ԏͺϲ��ϵ��������w�����ό����ӵ�����ʹ�Ø�֬���ܵõ����������M�й̻����w���ij����t�����´����w�������ڏͺϲ����еķֲ������������о������N���õĴ����w�����ϨC�����F��Fe3O4������F��NdFeB�����J�F���w��SrFe12O19�� �C����ӡ�^�̵�Ӱ푡��@���N���ϵ����չ��V�D�@ʾ���D2a������ͬ�d�������Ƴߴ����r�£��J�F���w�����ӵ�������������������J�F���w�����ڴ��ԏͺϘ�֬�б��ָߵ��d���������w���Ĵ�СҲ���P��Ҫ�����ӵ������������S���w����������������pС���D2b����Ȼ��������������Խ��Խ������Խ������������ٶ�Ҳ��Խ�죨�D2c�����C�Ϲ������c�������ԣ�3-6���J�F���w�����w�����䌦���ӱ��^�������������c�m�еij������ʣ����x�������m���Á���ӡ���ԏͺϲ��ϵ����ϡ���֬���������ϲ��ɱ���ĕ�����֬����׃���Ԯa��Ӱ푣��S�������d�������ӣ����ԏͺϘ�֬���F�����@�ļ���ϡ���F�D2d���D2e����Ȼ���@�NӰ푷dz�С��������Ӱ�CVP�Ĵ�ӡ���̡�CVP��ӡ�ďͺϲ����S�������d�������әCе������u�p�٣������ė���ģ��Ҳ��u�pС���D2f���D2g�����@������CVP�еĴ������ϲ�δ�c��֬�a�����W�I�Y�ϣ���������ֻ�ǿ��g�ϱ������ژ�֬�γɵľW���У�����������ռ���Ŀ��g�����˘�֮֬�g���B�ӣ��Ķ������˙Cе���ȡ��@һ���������ڴ���ܛ�w�C���˵����졣�������ϵ�����ͬ�rʹ�ô��ԏͺϲ��Ͼ߂���Ա����ôŻ������ԣ����N�d���ĴŜ��ؾ�Ҳ�@ʾ���D2h���S���d��������CVP�Ĵ��ԏͺϲ���չ�F��Խ��Խ�ߵ�ʣ��Ż����ȣ�����ԓ���Ϟ�Ӳ�Ų��ϡ�CVP�ǻ��ڂ��y�Ĺ�̻���ӡ���g��������Էdz����ٵء��`��ز����ڬF�е��̘I��ӡ�C�У����Ҳ���Ӱ푴�ӡ�C�ľ��ȣ������Á���ӡ�dz����s���ͽY���ҿ����ڴň����®a���������׃���D2 i~k����������չ�F��3D��ӡ���ԏͺϲ���չ�F���dz����õď����c�Ż����ԣ���ӡ�ĽY�������Ϳ��Ա��ň��ӣ�����dz��m���Á�����������ܛ�w�C���ˡ�
�D2��CVP�����Է���: a)
����ߴ���J�F���w��SrFe12O19���������F��Fe3O4������F��NdFeB���w�������չ��V��b)��ͬ�ߴ��J�F���w��SrFe12O19���w�������չ��V��c)��ͬ�ߴ��J�F���w��SrFe12O19���w���ژ�֬�е��½����ʣ�d)�ͺϘ�֬�ڲ�ͬ���������µ�ճ��;e)600~900
s-1��ƽ���������ʣ�f)��ͬ�����w��������Ʒ��CVP���đ�����׃�D��g)��ͬ�����w��������Ʒ��CVP���ė���ģ����h)��ͬ�����w��������Ʒ��CVP���ĴŜ��ؾ���i-k)
CVP��ӡ���ͽY����k) ���ԏ��ɵľ�����300�ף��⏽��900�ס�
������ʾ����CVP����Ď���OӋ����Һ�βٿv��˨ϵ�ͷ�˨ϵ�ʹ���ܛ�w�C���ˡ���չʾ�ęC���˾�һ�����w�����Ҵ����w���d����(15%)�����Ĵ�ӡ�r�g��5~30������ң������Ƴ���ӡ�^���е�֧�νY����������Ҫ�~���ճ�ӡ��и�ȽM�b���E�����m�����ⲿ�ň����£����H���Ԍ��F�����Ƅӣ�߀������ɿ�����׃�����F4D��ӡ������׃3D��ӡ����
�ʹ���ܛ�w�Cеצ��צ�Ӳ����c������ұ����Y�����D3a���������F�����Cеצ�ײ��ĕr��צ�ӱ��������F���˕rצ�ӏ��_�������F�����ߕr��צ�������ď��Ԍ�ʹצ�ӏ�λ���˕rצ��̎���P�]��B�����y�ęCеצ���Á�ץȡ���w��Ʒ��Ȼ�������ĵęCеצ���渲�w��һ�ӳ���ˮͿ�ӕr���Cеצ���H�����Á�ץȡ���w��Ʒ���D3d��������Ҫ���ǿ����Á�ץȡҺ�Σ��D3b�������⣬ԓ�Cеצ߀�����Á��ں�liquid marble. Liquid marble ����Һ�εı��渲�w��һ���ɳ���ˮ�w���γɵ�Ĥ�������@��Ĥ�Ĵ��ڣ�ʹ��liquid marble֮�g���ںϷdz����y��Ŀǰ�������nj��ɂ�liquid marble��һ���ĽǶȸ�����ײ���@�N�����dz��������ƣ�liquid marble�����������_����һ�N������ʹ�ø߉�������늺ɵ��������ʹliquid marble���ںϣ������@��Ҫ��ǧ����늉�����������ȫ�¹ʡ����ĵęCеצ����ͬ�rץ���ɂ�liquid marble��ͨ�^�D���ķ�ʽ�����ںϣ��D3c�����dz��ĺ��θ�Ч��ԓ�Cеצ������_�ϽǶȞ�35�㣬�_���ٶȞ�8.4��/s��ÿ��צ�ӿ����ṩ�s4.7mN����������ץ��3~50����Һ�κ�0.958g�Ĺ��w��Ʒ������1�f���_�Ϻ���������������
�D3������ܛ�w�Cеצ��a���Cеצ�Ĺ���ԭ����b���Cеצץȡ���Ƅ�Һ�Σ�c)�Cеצͬ�rץ���ɂ�marble,ͨ�^�D��ʹ֮�ںϣ�d���Cеצץȡ��ͨ�����w��
�ʹ���ܛ�wëë�x��ľ�R�C����������ͬ���\��ԭ������ëë�x�C���˞������D4c���������F����ëë�x�ĵײ��r����ʩ��һ��ָ����F����ď�����FT��FTˮƽ����ķ�����β�������^��ʹ�Ï��ɽY�����s��ͬ�r���^����鴹ֱ����ď��������a��������oĦ����ʹ���^�����ֲ��ӣ������F�������Ƴ��r�����ɽY���_ʼጷŏ��Ԅ��ܣ��^���cβ��ͬ�r�ܵ����ɵ�����������β�ͱ��^�����|���c���|��e��������oĦ����Ҳ��������β�ͱ��ֲ��ӣ����ɵ������˷��^��������oĦ����ʹ����ǰ�Ƅӡ�ͨ�^�����؏��������E���Ԍ��F�C������ǰ�Ƅӡ��@�ɂ��C���˵ı���Ҳ�����w��һ�ӳ���ˮͿ�ӣ�ʹ���������Ա�������ָ����·�����Ƅ�Һ��ǰ�M��ëë�x�C����ֻ�����Ƅ�һ��Һ�Σ��D4d������ľ�R�C���˿���ͬ�r�ƄӃɂ�Һ�Σ����F�Ľӽ��c�h�x���Էքeʹ��ľ�R�ĺ����cǰ���߄�һ��Һ�Ρ����ëë�x�C���˵�β�����̶�ס��߀�����Á���6.6m/s���ٶȌ�Һ�Ώ����ȥ���D4e����ëë�x�C���˵�ƽ��������2.86mm��20.4% �������L�ȣ��D4g����ľ�R�C���˵�ƽ��������2.81mm ��28.1%�������L�ȣ��D4h�������������Ƃ�Ĵ���ܛ�w�C���˵IJ�����s̎��15~29%�������L�ȣ����֮�£�ëë�x��ľ�R�C�����Ƿdz��Ѓ��ݵġ��M��ëë�x��β���cľ�R�C���˵ĺ��ȕ����p�ĺ��ˬF���@����Ӱ����w��ǰ�M������
(؟�ξ���admin)

��һƪ���Ϻ�������W���������w�o��3D��ӡ���g�����������
��һƪ���Aʢ�D������W��3D��ӡ�����w�S�����ͺϲ��ϣ���������ܛ�w�C����
��һƪ���Aʢ�D������W��3D��ӡ�����w�S�����ͺϲ��ϣ���������ܛ�w�C����
 �������M�մɹ�˾ʹ��Lith
�������M�մɹ�˾ʹ��Lith Xenia�M܊�������������
Xenia�M܊������������� �о��ˆT����3D��ӡ��ģ��
�о��ˆT����3D��ӡ��ģ�� ����Brooks�c���պ����_�l
����Brooks�c���պ����_�l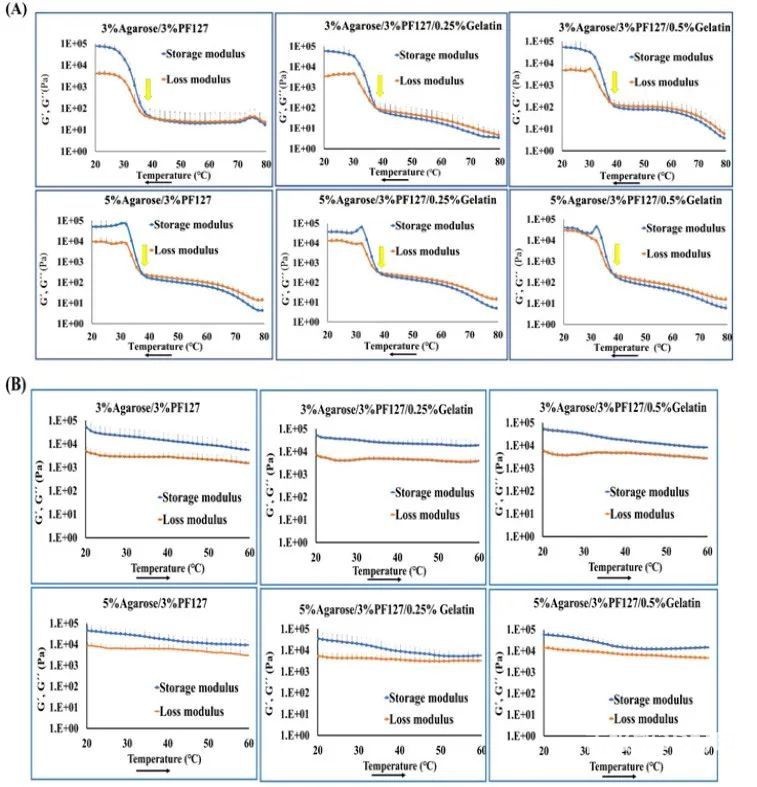 ��AHM����3D��ӡ�黼�߶�
��AHM����3D��ӡ�黼�߶� MB Therapeutics�cLynxter
MB Therapeutics�cLynxter������
- ���������M�մɹ�˾ʹ��Lithoz���g��һ��
- ��Xenia�M܊��������������Ј����{�誚
- ���о��ˆT����3D��ӡ��ģ���_�l��������
- ������Brooks�c���պ����_�l�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ����������������ʹ��3D��ӡ����߳�����
- ��HYP3D�Ŀ�����մ�3D��ӡ���a�߉����
- ���Ĵ����������������Ƅ�iLAuNCH�Ŀ��
- ��Restor3dʹ��Formlabs 3D��ӡ�턓����
 ������܊���M3Dɰ
������܊���M3Dɰ 3D��ӡ���Ի�����
3D��ӡ���Ի����� �����ݿ����tԺ��
�����ݿ����tԺ�� ��ʿ�m�Ƽ���W3D
��ʿ�m�Ƽ���W3D ȫ��3D��ӡ������
ȫ��3D��ӡ������ PSAS�ɹ��l��3D��
PSAS�ɹ��l��3D�����c����
- ��HueForge���Sˇ�g��ʹ��3D��ӡ��������
- ��15��3D��ӡ����܊���ð���
- ����ȿ��Y��2021���Ї����պ����I��3D��
- ��ģ��3D��ӡ����������ģ�����p��һ�w��
- ������Brooks�c���պ����_�l�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ��Xenia�M܊��������������Ј����{�誚
- ������߀��FDM��ӡ���������о��ˆT����
- ���P�cȫ�����̘I����3D��ӡ�g�ں���


