2.5С�r3D��ӡ150�������_�P��DLP���g�������z���(2)
�r�g��2022-10-17 13:45 ��Դ���ϘO�� ���ߣ�admin ��x����
���϶��µ�DLP 3D��ӡ���g
�Ե�һ�_��ӡ�C�ԁ���ԓ�I���ѽ�ȡ�����S���M����2015�꣬CLIP��ˇ��ͨ�^��Ĥݔ������ӣ������˷��xÿ���̻��ӵ���Ҫ���������˘����ٶȡ�EnvisionTEC��2016���ڷQ��CDLM���B�m���ֹ�������¹�ˇ�У��Ƴ��� "���^ "�@�����
��ʹ��CDLM 3D��ӡ�C���M�и߷ֱ��ʴ�ӡ
Ҫ�B�m��ӡ�������x������Ҫ�������^��ӡ���Ϸ��ĿɝB��Ĥ�����γɡ����^�������@�������^���ȣ��ۺ��^�̱����ƣ��_����ӡˢ�Č�ճ��������Č��ϣ������Ǵ�ӡ��Ĥ�ϡ��@�������^���nj��F�B�m��ӡ��ԭ�����������Z�S���B�m�Ƅӣ��Ķ����F���졢���ɿ��Ĵ�ӡ��
2021�꣬��EnvisionTEC��DM��ُ�����Ƴ�����һ��¼��gHyperprint���������ˌ�����ӵ�������Desktop Metal���f����Hyperprintʹ�ß��������͘�֬��ճ�ȣ��Լӿ��ӡ�ٶȡ���߀��������CLP���������]�h��ӡ���ԙz�y�����ӺΕr�c��֬Ͱ�ı�Ĥ��ȫ���x��
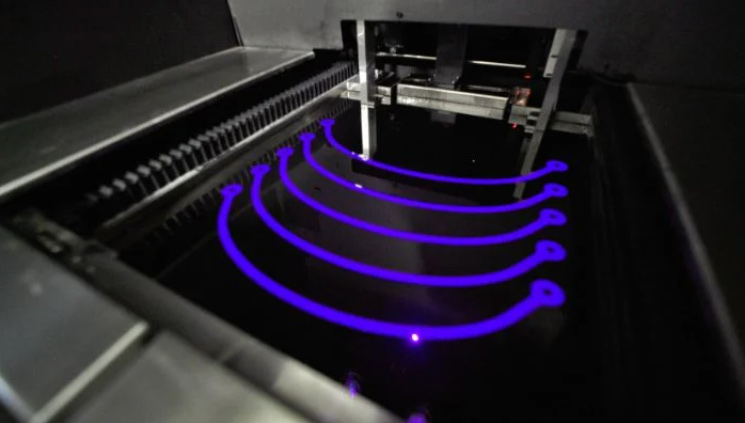
���м��^��Xtreme 8K���϶��µ�DLP��ӡ�C
ԓ��˾�������Mչ���������϶��µ�DLP�I�M�����¶���DLP�ѳɞ�20��ǰ���˜�����ETEC�Ƴ���Xtreme 8K��һ�N���϶��µ�DLP��ӡ�C���Խ�Q���¶���DLP��ӡ���ڵ��S�����ơ��@�����C�����Ñ��ṩ���S�����ݣ�����ᘌ��������õĔUչ���ϽM�ϣ������f�Ǵ��������µ�DLP���g��
ʹ��ETEC��Xtreme 8K DLP 3D��ӡ�C�r������DLP���g��һ�マ�ݣ������ٶȺ͏��s�Ď��Π֮�⣬�Ñ�߀���Խ���ڴ�ӡ�������Ķ�N���ކ��}����һ�δ�ӡ������������ƣ�������ɳ��ܵ�����������Ҫ����֧���Դ_�����������Լ���Ϳ��Ҫ���е�ճ�ȵĘ�֬����ˌ�����ʹ�õĘ�֬��ʹ��ڇ������ơ����φ��}���������ˮa������K�������ԡ�

��������Xtreme 8K���϶���DLP 3D��ӡ�C���²��ϣ�Additive Aerosport�܉��p�����a�����z�ƳɵĶ������
������DLP�����ڏص�׃���z���
Aerosport Additive��һ��λ�ڶ������ݵķ��ՙC����������܇��������������ӵ��ИI�Ŀ͑����aԭ�ͺ���ģ�ͣ��l�FETEC��DLP���g��Xtreme 8K���϶���DLP��ӡ�C�DŽ������õ����z����ķ�ʽ֮һ��
�ڲ���DLP֮ǰ��Aerosport Additive��Ҫ�����۰����T�������M��ԭ���OӋ��С�������a��������ע�ܳ��́���Ҏģ���a���z��������ǰ������3D��ӡ���g���f�����칤�I���z����һֱ��һ����𣬎�����������������������z���^���|�к����ܵIJ��ϡ��F����r������ˡ�
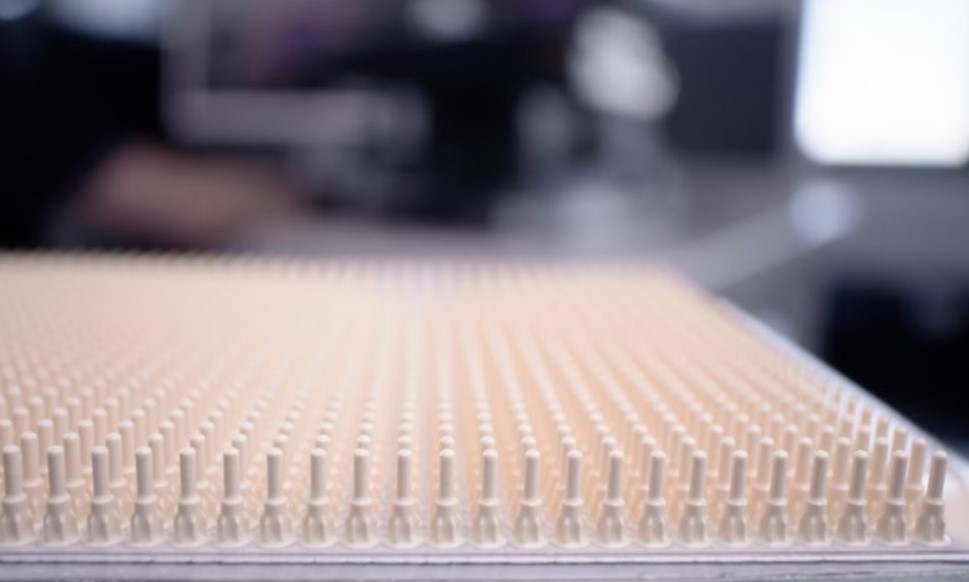
ͨ�^ʹ��Xtreme 8K��Adaptive3D�����Ԙ�֬Elastic ToughRubber���ϣ�ԓ��˾�܉���١����r�����a���M��Ф��A70Ӳ�ȵ����z��������w�đ��ð����焓�������_�P���@Щ�_�P�B�ӵ��w�C�ϵĿ��ƗU�ϣ����ڌ��w�C����ƽ�����M���{���P��Ҫ��
���������@Щ��������a��ͨ���^С�����Ҳ��Â��y�۰����T�칤ˇ������һ�������Ұ��F���^�̡�����ETEC Xtreme 8K��Aerospace Additive 3D��ӡ���g���F�ڿ�����2.5С�r��һ�Θ����У����a���_150���_�P���Ķ���ʡ�r�g���M�á�����Ҫ���ǣ�3D��ӡ���g߀���S���Ļ��{�OӋ���ԝM�㲻ͬ�͑�������
(؟�ξ���admin)

 �������M�մɹ�˾ʹ��Lith
�������M�մɹ�˾ʹ��Lith Xenia�M܊�������������
Xenia�M܊�������������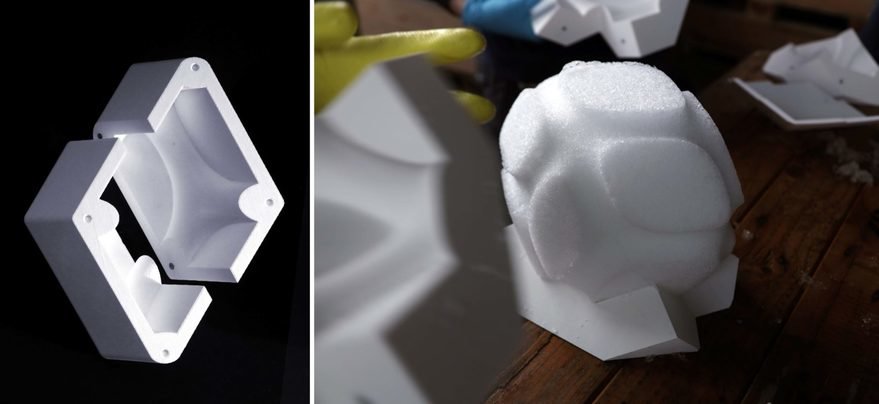 �о��ˆT����3D��ӡ��ģ��
�о��ˆT����3D��ӡ��ģ�� ����Brooks�c���պ����_�l
����Brooks�c���պ����_�l ��AHM����3D��ӡ�黼�߶�
��AHM����3D��ӡ�黼�߶� MB Therapeutics�cLynxter
MB Therapeutics�cLynxter������
- ���������M�մɹ�˾ʹ��Lithoz���g��һ��
- ��Xenia�M܊��������������Ј����{�誚
- ���о��ˆT����3D��ӡ��ģ���_�l��������
- ������Brooks�c���պ����_�l�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ����������������ʹ��3D��ӡ����߳�����
- ��HYP3D�Ŀ�����մ�3D��ӡ���a�߉����
- ���Ĵ����������������Ƅ�iLAuNCH�Ŀ��
- ��Restor3dʹ��Formlabs 3D��ӡ�턓����
 ������܊���M3Dɰ
������܊���M3Dɰ 3D��ӡ���Ի�����
3D��ӡ���Ի����� �����ݿ����tԺ��
�����ݿ����tԺ�� ��ʿ�m�Ƽ���W3D
��ʿ�m�Ƽ���W3D ȫ��3D��ӡ������
ȫ��3D��ӡ������ PSAS�ɹ��l��3D��
PSAS�ɹ��l��3D�����c����
- ��HueForge���Sˇ�g��ʹ��3D��ӡ��������
- ��15��3D��ӡ����܊���ð���
- ����ȿ��Y��2021���Ї����պ����I��3D��
- ��ģ��3D��ӡ����������ģ�����p��һ�w��
- ������Brooks�c���պ����_�l�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ��Xenia�M܊��������������Ј����{�誚
- ������߀��FDM��ӡ���������о��ˆT����
- ���P�cȫ�����̘I����3D��ӡ�g�ں���


