10��Ҋ3D��ӡ���}����Q����
1.�N߅

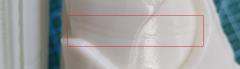
�D�н�����ǰ��Ľ�̧���ˡ�
���}��ģ�͵ײ�һ��(g��)�����(g��)���N�𣬾͟o��ˮƽ�����ڴ�ӡƽ�_(t��i)����(hu��)��(d��o)��픲��Y(ji��)��(g��u)���F(xi��n)�M���Ѻۡ�
��ԭ���N߅�dz�Ҋ���}�������l(f��)���ڵ�һ����������s���տs�r(sh��)��ģ��߅����˶�����
��̎����
ʹ�üӟ��ӡ����ʹ���ϱ��֜ضȣ������ڹ̻������Q�顰�������D(zhu��n)׃�ضȡ�����һ�Ӳ��Ͽ�ƽ̹�ظ����ڴ�ӡ����
�ڴ�ӡ���Ͼ����Ϳ�ϱ���һ���zˮ�����ӵ�һ�Ӳ��ϵĸ�������
�_����ӡ������ˮƽ��
������Ҫ���Ӊ|�ӽY(ji��)��(g��u)�����ӹ̴�ӡƽ�_(t��i)��ճ������
��ʹ��ӡ�C(j��)�мӟᴲ��߀�ǽ��h���zˮ�������{(di��o)ƽ��ӡ����
2.������

�D�в��ײ��X���ײ�����
���}��ģ�͵ײ���������һ�ӣ����O(sh��)Ӌ(j��)�ijߴ猒��
��ԭ���˱����N߅���Ñ�������(hu��)�����һ�Ӳ��ϡ��@����ʹ�ײ�ͻ��������˳ɞ顰�����ȡ���Ҳ�����S��ģ�����������Ӷ���(du��)��һ�Ӳ����γɔD��������˕r(sh��)��߀δ�̻��������Ǵ�ӡ�C(j��)�мӟᴲ����r�£����Ϳ����γɴˆ��}��
��̎����Ҫ��ͬ�r(sh��)�����N߅�ʹ����ȣ����c(di��n)�y�����˱M���ܜp��ģ�͵ײ���ͻ�𣬽��h�{(di��o)ƽ��ӡ������ӡ���^���h(yu��n)�x��ӡ��������Ҫ̫�h(yu��n)����tģ�;͟o��ճ���ˣ������⣬�����ʹ�ӡ���ضȡ�
������Լ��O(sh��)Ӌ(j��)��3Dģ�ͣ���ģ�͵ĵײ��ڂ�(g��)С���ǡ���5����45�ȵĵ����_ʼԇ�(y��n)��ֱ���������Ч����
3.��һ�ӵ��������}

�D�ң���һ�Ӳ�ƽ���D�����ڵײ�̫С���N߅��
���}����һ�Ӳ���ճ�������룬�����Щ�Y(ji��)��(g��u)���F(xi��n)����ɢ��
�ײ����F(xi��n)�˲���Ҫ�IJ��Ͼ���
��ԭ���@�Ǵ�ӡ���]���{(di��o)ƽ�ĵ��Ͱ�������������x��ӡ��̫�h(yu��n)������͕�(hu��)���F(xi��n)����Ҫ�ľ��l�����ߵ�һ�ӟo��ճ����������쿿��̫�����͕�(hu��)�Y(ji��)�K��
���⣬��ӡ��Ҫ�M���ܸɃ�����ӡƽ�_(t��i)��ָ�yӡ���ܕ�(hu��)Ӱ푵�һ�ӵ�ճ����
��̎����
ʹ�ô�ӡ�C(j��)ܛ���������{(di��o)ƽ��ӡƽ�_(t��i)��
������ӡƽ�_(t��i)�ϵ�ָ�yӡ��
��ӡǰͿ�ϱ���һ���zˮ��
4.�ײ��Y(ji��)��(g��u)�տs
���}��ģ�͵ײ��㲿�����ݡ�
��ԭ�ӟᴲ�ض��^�ߡ�
�ӟ�D��������������zһ�ӣ���չ�_��Ȼ����s�տs����ӡ���ğ��ֻ�܂��f��һ���߶ȣ�ȡ�Q�ڜضȣ����˸߶����µ����ϱ��غͿ���չ�r(sh��)�L���^���Ϸ������ϲ��ϡ���ˣ����ό������ĔD�����ײ����ݡ�
��̎�������ʹ�ӡ����ȡ���Щ��ӡ�C(j��)�Ĵ�ӡ��Ĭ�J(r��n)�ض���75oC��Ȼ��PLA���ϵ���ќض���50-60oC�����⣬��ӡ�C(j��)��(n��i)��̎����s�L(f��ng)��ȫ���D(zhu��n)��(d��ng)��
��ӡС��ģ�͕r(sh��)�����hһ�δ�ӡ�ɷݻ���ͬ�r(sh��)��ӡ�ɼ���ͬ��ģ�͡����һ������ӡ�^��ÿһ��ͣ���ĕr(sh��)�g�͕�(hu��)���L��
��ӡ�������ģ�͕r(sh��)����Ҫ���ʹ�ӡ���ضȡ�����t�������N߅��
5.�Aб�Ĵ�ӡ��/���e(cu��)λ

���}���ό���λ��
��ԭ��X��Y�S�Ĵ�ӡ�^�����Ƅ�(d��ng)��
X��Y�S�]�Ќ�(du��)�R��Ҳ�����f�]�И�(g��u)��100%��ֱ�ǡ�
�л�݆�]�й̶���λ��
��̎����
�P(gu��n)����ӡ�C(j��)�Դ��ͽ��ԇԇ�Ƿ����p���Ƅ�(d��ng)���S��������X��Ӳ������ij��(g��)�������/�^�y�Ƅ�(d��ng)����ô���S��Ĩһ�οp�x�C(j��)�͡�
���˙z����S�Ƿ�(du��)�R�����ӡ�C(j��)���(c��)���҂�(c��)�Ƅ�(d��ng)��ӡ�^���z�黬�K�g�ࡢ��߅�Ļ�݆���؏�(f��)�˲��E���z���ӡ�C(j��)ǰ���������δ��(du��)�R����r�����_�І��}�Ļ�݆�ݽz�����Ƅ�(d��ng)���K����(du��)�R�S��Ȼ��o���ݽz����һ�S�؏�(f��)�������E��
�z�黬݆���ݽz�Ƿ�o�̡���Ҫ��Ԓ���M(j��n)�мӹ̡�
6.���(du��)�R

���}��ģ�����g��һЩ�ӳ��F(xi��n)λ�ơ�
��ԭ��ӡ�C(j��)Ƥ���]�оo�̡�
픰�]�мӹ̣����@�װ�u�Ρ�
Z�S��һ���U����ֱ��
��̎����
�z��Ƥ��������(j��)��Ҫ�M(j��n)�мӹ̡�
�z��픰壬����(j��)��Ҫ�M(j��n)�мӹ̡�
�z��Z�S�U�����Q��ֱ�ėU��
7.�Gʧ��
���}���������^��ijЩ�ӣ���(d��o)�´����g϶��
��ԭ��
����ijЩԭ��ӡ�C(j��)δ���ڱ�ԓ��ӡ�Č��ṩ��������ϲ��ϡ��@�ͷQ�飨�R�r(sh��)��δ�D�������ܼ�(x��)�z������ֱ���в������(x��)�z�����ͽz݆���چ��}���߇��������
��ӡ��Ħ������˕��r(sh��)�ԵĿ������@�����ڴ�ֱ�U�]����ȫ�c�����S�Ќ�(du��)�R��
Z�S�U���S�д��چ��}���U�������K��Ĩ���^�ȡ�
��̎����
�ҵ��U���S�еĆ��}������Q�����磬�����̫�࣬�ǾͲ�����
������ɗU���S�Л]�Ќ�(du��)�R����醴�ӡ�C(j��)�Ñ�ָ�ϣ��˽�C����ʽ��
�ҵ�δ�D����ԭ���(hu��)���^�y���z�鼚(x��)�z�����ͽzϵ�y(t��ng)����ӡ�yԇ���������}�Л]�جF(xi��n)�����@�������ҵ����}��
8.�߂�(g��)ģ�ͳ��F(xi��n)�Ѻ�
���}����(c��)����F(xi��n)�Ѻۡ��ˆ��}�ڸ߂�(g��)ģ���������Ҋ��
��ԭ��픲����ϱȵײ����Ͻ��ؿ졪����?y��n)�ӟᴲ�Ĝضȟo�����f����̎����ˣ�픲����ϵ��϶Ƚ��͡�
��̎������ߔD���C(j��)�ضȡ���������10oC����ӡ���ض����5-10oC��
9.����

���}���ϱ�����F(xi��n)���ݣ������ж���
��ԭ��ͨ����������s���چ��}���ϱ��治���(sh��)��
��̎������ӡ�ϱ���r(sh��)������s�L(f��ng)���O(sh��)�Þ�����١��_���ϱ���������6�Ӻ�ȡ�
10.���z

���}��ģ���㲿���g���F(xi��n)����Ҫ�����Ͻz��
��ԭ��ӡ�^�ڷǴ�ӡ��B(t��i)���Ƅ�(d��ng)�r(sh��)����ӡ�^���䲿�ּ�(x��)�z��
��̎���������(sh��)��ӡ�C(j��)���лؿs���ܡ�����(d��ng)�˹��ܺ��ڷǴ�ӡ��B(t��i)���Ƅ�(d��ng)��ӡ�^ǰ��ӡ�C(j��)�͕�(hu��)�s�M(j��n)��(x��)�z���@�ӾͲ���(hu��)�ж�������ϲ��ϏĴ�ӡ�^���䣬�γ����z�ˡ��_���ڷ�ܛ���І���(d��ng)�˹��ܡ�
MagicFirm��edie�����g
(؟(z��)�ξ���admin)

��һƪ����Ό����ɂ�(g��)������(g��)STL��ʽ��3D��ӡģ���M(j��n)�кϲ�
 ֻ��3�����[Ó�㲻ϲ�g��3
ֻ��3�����[Ó�㲻ϲ�g��3 3D����x��ô�棿
3D����x��ô�棿 ���ʹ�ù�̻�3D��ӡ�C(j��)��
���ʹ�ù�̻�3D��ӡ�C(j��)�� �v��3D��ӡ�C(j��)��ô�� ���W(xu��)
�v��3D��ӡ�C(j��)��ô�� ���W(xu��) �ֹ���(du��)FDM 3D��ӡ�����M(j��n)��
�ֹ���(du��)FDM 3D��ӡ�����M(j��n)�� ��̻�3d��ӡ���(y��u)��ģ��
��̻�3d��ӡ���(y��u)��ģ��- ��ֻ��3�����[Ó�㲻ϲ�g��3D��ӡģ�͌�
- ��3D����x��ô�棿
- �����ʹ�ù�̻�3D��ӡ�C(j��)��ӡ��(d��ng)��ģ��
- ��������3D��ӡģ�͵ľ���
- ���v��3D��ӡ�C(j��)��ô�� ���W(xu��)�߱ؿ�����h3
- ���ֹ���(du��)FDM 3D��ӡ�����M(j��n)�к�̎�������
- ��3Dģ�ͳ��F(xi��n)���ӻ���ģ�����g���_�Ľ�Q
- ��3D��ӡ��ģ���O(sh��)Ӌ(j��)����(sh��)Ҫ�c(di��n)
- ��3D��ӡ�̳̣�߀����(hu��)ChiTu��Ƭܛ������
- ������߸ģ�́���ʾ��μ�����֧�β�Ӱ�
 ��(chu��ng)�����S�������
��(chu��ng)�����S������� ���˱���3D��ӡ��
���˱���3D��ӡ�� ���W(xu��)3D��ӡ�߱��x
���W(xu��)3D��ӡ�߱��x ���˱���3D��ӡ��
���˱���3D��ӡ��- ��ʷ����Ԕ��(x��)��3D�⸡�������̳̣����g(sh��)
- ��3D��ӡ��ʲôܛ�����O(sh��)Ӌ(j��)���^�ã�
- ������W(xu��)3D��ӡ����ʲôܛ����ģ���^�ã�
- �����˱���3D��ӡ����ģ�r(sh��)����Ҫע���@10
- ��3D��ӡ��֧�ε����_�˄���ʲô��������
- �����˱���3D��ӡ����ģ�r(sh��)����Ҫע���@10
- ��3D��ӡ�C(j��)�����z��ô�k������ӡ������
- ��3D��ӡ��ģ�r(sh��)�⸡������������magics
- ����Ό����ɂ�(g��)������(g��)STL��ʽ��3D��ӡģ
- ��3D��ӡ�|(zh��)���Ź�ָ��֮��Qճ��ס�ᴲ


