��ν�Q3D��ӡ�r������F���˼y�Ć��}
3D��ӡ���Ă����ɔ��ٌӪ����ČӘ��ɡ����һ�й����������@Щ�ӑ����DZ��F��μ��⻬�ı��档Ȼ��ֻҪ�@Щ�����^������һ�ӳ����e��ͨ���͕��ڴ�ӡ���������������Ŀ������@Щ���e�Č��ڴ�ӡ���Ăȱ����γɾ���y�����ܶ��r���@�N覴����ڳ��F����˼���@Щ����������һ�N�؏͵Ę�ʽ������ÿ15��һ�l��������IJ��������@��}ͨ���ij���
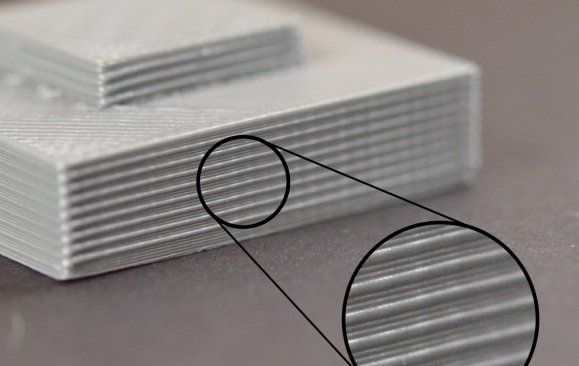
�D����һ�£�
������@�����}��ԭ���ǺIJĵ��|�����á�����IJĵ��⏽����o����ô���������ӡ�������ϵ�׃�������磬������������IJ�ֱ���H�H��5%���⏽׃�����ć������^�D���������ϵČ��Ⱦ��п����_��0.05mm��׃�����@�N�~��ĔD�����a���������Ӷ������Čӣ�����K���������Ǵ�ӡ������ľ��y����Ҫ�a�������⻬�Ăȱ��棬��Ĵ�ӡ�C��Ҫ�зdz��õĔD��һ���ԣ��@Ҫ����|���ĺIJġ��������ܵ�����D����һ�µ����أ�Ո��x���ĵġ��D����һ�¡����֡�
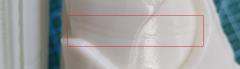
�ض�׃����
�ֵ�3D��ӡ�C����ʹ��PID���������{���D���C�Ĝضȡ����PID�������{���������D���C�ضȌ����m�����׃��������PID�����������Ĺ������ԣ��@�N���ӕ��ʬF�����ԣ���ζ���ضȌ��������Ҳ�����ʽ׃�������ض�׃�ߣ����ϵ������ԕ��ȵ͜صĕr��ͬ���@�������g�D���IJ���ڴ�ӡ������a����Ҋ�ļy����ǡ�������������܌��D���ضȷ�����+/-2�ȷ����ȡ���ӡ�^���У������ʹ��Cura�ęC�����������Oҕ�D���C�Ĝضȡ���׃������2�ȵĕr���������Ҫ�����{У���PID��������Ո��ԃ��Ĵ�ӡ�C�����̫@ȡ�{�����f����
�C��}��
�������X�D��һ���Ժ͜ض�׃������]��ʲô���}����ô��ӡ������ľ��ͼy���ij���߀�п����ǙCе�����ԭ�������ӡ���ڴ�ӡ�r�΄ӻ���ӣ��@���������λ��׃����������Щ�ӕ��������Č�����һ�c���@Щ���c�ČӾ͕��ڴ�ӡ�������γɼy������һ����Ҋ��ԭ����Z�S�z�U�]�ж�λ�á����磬�X϶���}���M늙C�������O�Æ��}�ȡ���ʹ�Ǻ�С�ğᴲλ��׃��������ÿ�ӵĴ�ӡ�a���ܴ��Ӱ푡�
(؟�ξ���admin)

 ֻ��3�����[Ó�㲻ϲ�g��3
ֻ��3�����[Ó�㲻ϲ�g��3 3D����x��ô�棿
3D����x��ô�棿 ���ʹ�ù�̻�3D��ӡ�C��
���ʹ�ù�̻�3D��ӡ�C�� �v��3D��ӡ�C��ô�� ���W
�v��3D��ӡ�C��ô�� ���W �ֹ���FDM 3D��ӡ�����M��
�ֹ���FDM 3D��ӡ�����M�� ��̻�3d��ӡ�����ģ��
��̻�3d��ӡ�����ģ�� �������S�������
�������S������� ���˱���3D��ӡ��
���˱���3D��ӡ�� ���W3D��ӡ�߱��x
���W3D��ӡ�߱��x ���˱���3D��ӡ��
���˱���3D��ӡ��- ��ʷ����Ԕ����3D�⸡�������̳̣����g
- ��3D��ӡ��ʲôܛ�����OӋ���^�ã�
- ������W3D��ӡ����ʲôܛ����ģ���^�ã�
- �����˱���3D��ӡ����ģ�r����Ҫע���@10
- ��3D��ӡ��֧�ε����_�˄���ʲô��������
- �����˱���3D��ӡ����ģ�r����Ҫע���@10
- ��3D��ӡ�C�����z��ô�k������ӡ������
- ��3D��ӡ��ģ�r�⸡������������magics
- ����Ό����ɂ�������STL��ʽ��3D��ӡģ
- ��3D��ӡ�|���Ź�ָ��֮��Qճ��ס�ᴲ


