���������ܾ�����ͪ3D��ӡ���zȱ�����m��·����ˇ����(2)
![]() 02 ��ˇ·������ԇ�
02 ��ˇ·������ԇ�
2.1 ԇ���ϼ��O��
��ӡ���Ϟ������PEEK���ϣ��z��ֱ����1.7~1.8mm����ӡǰ�ڸ�������60 ����6h����ӡ�O��������аl��XJ300FDM�O�䣬�O��ɳ��γߴ��300mm��300mm��300mm����ӡ�^���b�п���0.4mm���~�\�Ͻ����죬�����\�ӕr��ӡ�^�\�з����Ҵ�ӡ�����б��C��
2.2 ԇ��
��ӡĿ�˞�ߴ�50mm��50mm��30mm��ֱ��Cģ�ͣ���C��߅�L��6mm���ں��0.4mm����D4��ʾ���xȡԓģ�͵�ԭ�������ӡ�^�������D�Δ��࣬��ͬ�r�����L���x�c�̾��x���D�����Ը�ȫ����^�����zЧ����
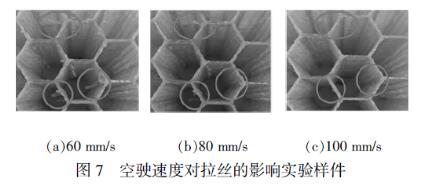
��1��ԇ����O�õ���Ҫ��ˇ����������һضȡ�����x������ٶȡ����о��M�й�ˇ·��������Ч��ԇ����̽����ˇ·���������������o�س����D��ӡ���лس����D��ӡ�����z����Ч���������ٶȞ�60mm/s����Σ��Mһ���ڹ�ˇ·�����������Ļ��A���M�п���ٶȌ����zӰ�ԇ̽�����ӿ��·���²�ͬ����ٶȌ����z��Ӱ푣������ٶȷքe��60��80��100mm/s��
![]() 03 �Y���c����
03 �Y���c����
3.1 ��ˇ·��������Ч��ԇ�
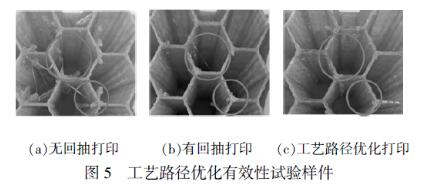
�D5�ǟo�س����D��ӡ���лس����D��ӡ����ˇ·���������N�����µĴ�ӡЧ������δ�O�ûس�r�����z�F���^���أ�ͬ�r�����L���x���D���z���̾��x���D���z���ȑҿ����D���z��r�����H�O�ûس�r�����z�����p�p������Ȼ���ڶ̾��x���D���z���ȑҿ����D���z�������ù�ˇ·��������ӡ�r���H���ژO�����Ćȑҿ����D���z��ԇ�Y����������ӡ���M�лس��O�ÿ�һ���̶ȸ������z�F��Ч�������ѣ��@�����ڻس����������̎�����IJ��ϳ��ǻ�w�Ȳ����H�����O���������Թ����z���ԕ����Fһ���̶ȵĆȑҿ����D���z��̾��x���D���z�����M�й�ˇ·�������t���Mһ���p�����z���@���������D·�������ڻس�Ļ��A�ϣ����ֵĚ������ͨ�^����ķ�ʽ�ٴγ��e���Ѵ�ӡ·���ϣ��ڇ����Ƅ���·���K�c�ʂ����D�r������ڔy����ʣ������Ѳ������γ��L���x��̾��x���D���z���ʶ�ֻ���Ɇȑҿ����D���z��
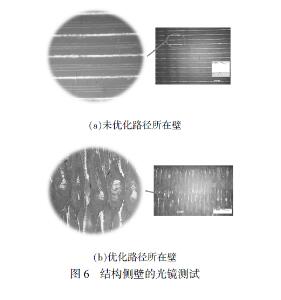
�D6�ǹ�ˇ·�������������γɽY���ĂȱڵĹ��R�yԇЧ�����Ĵ�ӡ������^�Y�����Կ���������̎С�����ѳ��e���Ѵ�ӡ�Y���ϣ���D�зŴ�����϶��γ��e���γɵ�¡�����ϡ����^��ˇ·�������ķ�C�ڣ���ÿ�Ӿ��x·�����c̎�����R�ش���һ��¡����������·�����e������u�pС����K��ʧ�ڃɌ�·��֮�g��������֪���ڇ�������·���Ƅӳ�ʼ���س����̎С����߀δ�����ֱ��¡��r��˲�g���������¡�����Ϯa����ԓ���ֲ����ڇ���Ď���������·�����e�������L�����e���Ѵ�ӡ·����������·���ڂȱڱ��F����¡������u��ʧ��ԓ���R�yԇ�Y������������y����С���ϴ_�����e���Ѵ�ӡ·���ϣ��@�����z������Ƶ�ֱ��ԭ��
�D7̽���˲�ͬ����·���ο���ٶȌ����z�F���Ӱ푡��Y������������ٶ�Խ�ߣ����z����Խ���@��������ٶ��_100mm/s�r�����z����ȫ�������@�����ڻس�����̎�������������^��Ŀ���ٶ��±�Ѹ��������ȫ�����e�����ӵĿ��·���ϣ���ӡ�^���M�����D�t�����a�����z��
3.2 ��ˇ·��������ӡ�|����Ч�ʷ���
ͨ�^����ԇ��֪����ˇ·�������������ڽ�Q������ͪ���ڔD���������z���}���@������Ч�������M�й�ˇ·������ǰ������ӡ�ĘӼ����z�^����أ�ͬ�r�������N��͵����z�F���Ҽ��z�z���^�֣�����Ӱ푴�ӡ�|�����M�й�ˇ·�����������N������zȫ����ʧ���ҽY�����|���^�⻬����Ҋ����ˇ·�����������ĸ�Դ����ֹ�����z�Įa��������������˾�����ͪ���ڔD�����εĴ�ӡ�|����
ͬ�r�����о������˹�ˇ·���������ģ�ʹ�ӡЧ�ʣ�����Ƭ�A����ӡ�r�g�ɵã��ߴ��30mm��30mm��30mm��ģ���ڹ�ˇ·������ǰ�Ĵ�ӡ�r�g��3190s���������3198s�����ӵĕr�g�Hռ0.25%���C����ˇ·���������������w��ӡЧ��Ӱ��^С��
![]() 04 �Y���Z
04 �Y���Z
Փ���_չ�˲������c��ӡ��ˇ��ƥ��Ĺ�ˇ�о���ᘌ����ȵĸ�����PEEK���ϣ�ͨ�^�����ڔD�������^���M�й�ˇ�����O���Լ���ˇ·���������о��˲�ͬ��ˇ·�������Ͳ�ͬ����·���ο���ٶȌ����z�F���Ӱ푡��Y���������ڿ���ٶ�100mm/s�Ĺ�ˇ·�������£����z�F������ȫ��ʧ���Ҳ�δӰ푴�ӡЧ�ʣ��܉F������PEEK���ϵĸ��|�����ڔD�����Ρ�
l Փ������
�R����� �㣬�R��¡����ʥ�������m
ԭ�İl���ڣ���늼ӹ��cģ�ߡ�2022���4��
(؟�ξ���admin)

 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O3D��ӡ����
���m��˾���_�O3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W�����d��У��
��˹���Ǵ�W�����d��У��- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW�����gͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l�Fͨ�^3D��ӡ�������ĺ�ȃ���
- ��Fabric8Labs�cAEWIN������������늻��W
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W��������- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


