��Ч��Q3D��ӡ���z���}����Ӳ��ܛ������ץ
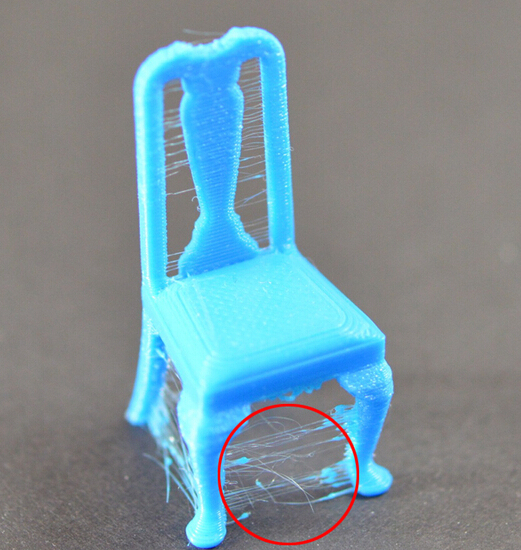
�S��3D��ӡ�ڇ��Ⱥܶ��I����Խ��Խ�V���������ģ�ʹ��3D��ӡ�C�^�����������}����ȺҲ�����ˡ��ܶ������ڇLԇ�r���������z�ĬF�����3D��ӡ�C��ӡ��ģ���Ўׂ�����֮�g���ں�С���g϶������ģ���к��s�����������������l�F�B��̎�кܶ�Ľz��������Ҫ�҂��ù���С�ĵ�̎���Ƀ�����ô�Л]�кõ��k���������@�ӵ�������?
���Ƚo����ռ��£�ʲô�����z�F��
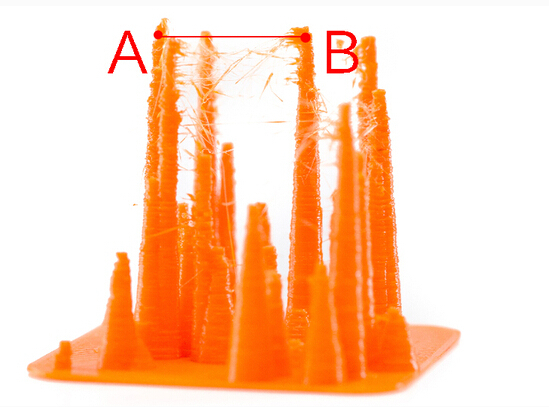
��3D��ӡ���^���У���ӡ�^��Ҫ��ͣ���\�ӣ��ڴ�ӡ�^��A�c�\�ӵ�B�c���^���У�ע�⣺��ӡ�^ֻ�džμ���A�c�Ƅӵ�B�c�����������M�Ќ��|�Դ�ӡ��Ӣ�Ľ���travelmove������ӡ�^����������ϛ]����ȫ�̻�������A�c�cB�c֮�g������һ���ֽz����Ҳ�������^�ġ����z�F��
�������ģ�̓Ȳ����F���z�F������������Ͽ����������^���������ģ�ͱ�����F���z�F�͕��dz�Ӱ��^�p��
��ô��ô����ӑ�������z�F���أ�
��Ҫ��������Q����g���½z���}�����Ŵ�Ҷ����뵽���ǽo���Ϲ�׃�̻����ǽoݔ�͵����������c���@�Ӵ�ӡ�^���Ƅӵĕr���г���ĕr�g�ص��킀�c�ϣ����ԺܺõĜp�����z���F����r����һ�N�ǰѰ����Ϲܵľ��x�s�̣������������߅����ՈŲ�����gȥ��
���Ј������ǷN�ȏ���3.3MM�����Ϲܣ�һ����Һ���O���Ǖ��u��֮��Ҫ̎���ıM����һЩ��
�̵�Ŀ���Ƿ�ֹ������ܛ�܃ȏ������@�ӻ����ϕr�����p���ӕr��˲�g���ˡ������Ϲܵ����ړQ��ȫ䓵ģ����ӌ����ϹܵĹ̶����ȣ��@��˲�g���˕r�����Ϲܲ����c�@��䓵������������\�ӣ���ʽ�~�� ��Щ�����@�N�F���м��^����l�F����һ�c�c�\�ӣ��ڻ����ϕr�������ӕr���ӕr���^0.05�룬�������F���ϛ]��ȫ���˵�λ ��ӡ�^���_ʼ�Ƅӣ��@������c����g���͕��a�����z�B�ӡ�
�ڶ������ڇ���ȼӂ�С�~��

�ؔ��С�Σ�Ҫ���g�Dz��֣��L��Ҫ1.1���ף�ҲҪ�����Լ��ć����L�ȁ������M���@��С���ڇ���������»�ӵĿ��g��

���@��С��һ�^ĥ���ƽ�^��һ�^ĥ�����F�ǡ�ƽ�^��ȣ����F�����ⰲ�b�Mȥ��֮����뇊��Ȳ���Ҫ���ǻ�ӵģ������`�����

֮���ٰч��찲�b��ȥ�Ϳ����ˣ���ӡ�r���ٶ�60 �����˾��x6��ã���ӡ�r���B1MM���
���g��֮�g�����������½z�F��
ԭ�����@��С�~���ڇ���ȿ��`�������\�ӣ���ӡ�r�������˕r�����˵��ϕ����@����һͬ���������@���� С�~���c�������̎����Ҳ��һͬ�����������ԇ�����ڛ]�К���������������释��ȿ��g�ܴ� ԭ�������~���ķ�ʽ ֻ�������Ļ��� ���܇������^�m������ �������½z�F��
߀��һ�N������������Ƭܛ���еġ��س��O�á����ܣ����Ԏ�����Q���ܶ�������Ƭܛ�����˺��L�r�g��߀���@һ���ܲ�̫��Ϥ�����س��O�á����ܿ�����Ч�ر���ģ�ͱ���a�������z�F��������ӡ�|���ͳ���Ч���������҂��������B��

���س��O�á���������ô�����҂���Q���z�F����أ�
3D��ӡ�C��www.hori3d.com���Ĵ�ӡ�^������ǰ�س���һ���ֵIJ��ϣ�����Ч�����ѽ���¶����IJ�����δ��ȫ�̻������\���^���Юa�����z��
------------------------------------------------------------------------------------------------
��Ȼ���س��O�á������҂���Ч�ر������z���}����ô���҂���ԓ��ô������Ƭܛ���еġ��س��O�á������أ�
-
���ȣ�Ҫ�x��һ����Ƭܛ�����������Ժ�����Ƭܛ����������չʾ��
-
��Σ����_��Ƭܛ�������l�F����Ƭ�O�á�����һ헽������س��O�á���
-
�ٴΣ��x�Hģ���ⲿ�س顱���O��һ���Ļس���x��
�����á��س��O�á��@һ���ܣ����M�Ќ��H��ģ�ʹ�ӡ���^�����Ч�����Dz������D�@��ģ��һ��������

����3D��ӡ���P�YӍՈ�Pע����̖������3D��ӡ����Hori3D_Printer
(؟�ξ���admin)

 3D��ӡ̫������ɞ���
3D��ӡ̫������ɞ��� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a�� �P��3D��ӡ����������P֪
�P��3D��ӡ����������P֪ Cura��һ���O�ã���ʼ��
Cura��һ���O�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M3D
2023��������M3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM 

