����3D��ӡ/��������ĬF����H�˜ʣ��ϣ�(2)
��ĩ���ڻ���POWDER BED FUSION-PBF���^��
���S���g�Z���Á�����������ͬ���^�̣�ͨ�^��Ƭܛ����ԓ���Sģ���M����Ƭ�ӣ��õ��������݆����������݆����������������·�����O�䌢�����@Щ�����辀�����Ƽ�������������x�^�ۻ����ӵĽ��ٷ�ĩ���ϣ��ѯB�����S���������
��������������_ʼ����ǰ��䁷��b���Ȱѽ��ٷ�ĩƽ�Ƶ����Ļ����ϣ��������ٰ���ǰ�ӵ����݆�����x�^�ۻ������ϵķ�ĩ���ӹ�����ǰ�ӣ�Ȼ������½�һ���Ӻ�ľ��x�����ϸ�����һ����ȵľ��x��䁷��b�������Ѽӹ��õĮ�ǰ����䁺ý��ٷ�ĩ���O���{����һ��݆���Ĕ����M�мӹ�����ˌӌӼӹ���ֱ����������ӹ��ꮅ�������ӹ��^����ͨ�ж��Ԛ��w���o�ļӹ������M�У��Ա�������ڸߜ����c�������w�l��������
�S���˰��@һ���g�Q��3D��ӡ����������f���@�������@һ���g�������ʴ_���Q�������������ʴ_��
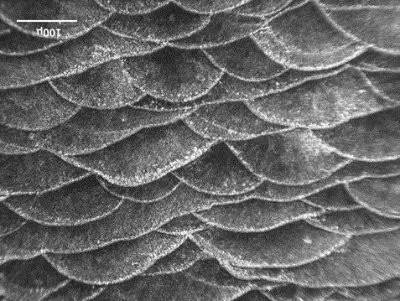
�D���@ʾ������������ӵĵ������棬��Դ����B
ͨ�^�����������칤ˇ��������ͨ�����J����б�ɰ���T��������õIJ������ܣ���ͨ���_����������ܡ�ԭ���Ƕ��ģ�Ҳ�ஔ���s���ڴ������r�£����������һ��һ���ڻ����ٷ�ĩ���^����ʹ�þ��в�ͬ���^�Y���c�������ܵĽ��ٻ��w�ڟ�Ӱ푅^��HAZ�����Mһ���IJ�����@Щ��ǧ���f���ͺ��Ӆ^���а�������ğ�Ӱ푅^��
ᘌ�PBF�ӹ����g��ASTM���ڳ��_���P�Ę˜ʡ�
�D��ASTM�cISO�ڬF��ĵ��˜�VDI3405���A�ϰl��FBF�ӹ����g�Ę˜ʣ��˜�Ӌ����2017������ɡ�
���ڼ��������������ۻ����ٷ�ĩ��Ȼ����ٹ̻����@һ�аl����һ���dz��ߵ��ٶȷ����ȣ��ɴˮa���Ľ��ྦྷ���ߴ���l�����@��׃����ͨ�^�{���S�ˇ��������K����Cе���ܵľ����ߴ���^�Y���Ɍ��Fһ���̶ȵĿ��ơ�
����ӹ��^���У��۳ص������О錦����3D��ӡ��K���μ��ľC�����ܾ������P��Ҫ��Ӱ푡����������^������ľ����ֻ����O��ؽ��Ͳ��Ϗ��ȣ����������^��������Ƽ��Ȳ��Ѽy�Ϳ�϶�ȼӹ�ȱ�ݣ������Ƽ�ʹ���^���е���ǰʧЧ��ͬ�r�����S�����О�a���Ě����������І��}�c�Ƽ��ߴ羫�Ⱥͱ���ֲڶ�������ϵ���������@һ�I������ͻ�����о���
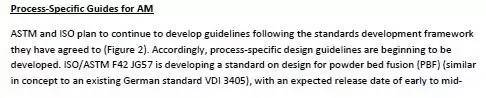
�D������3D��ӡ�۳ؙM����SEM����Դ���Ͼ����պ����W
���úϽ��ĩ
�Ͻ��ĩ��õ���⁺Ͻ�Ti6Al4V���߽�Ti64���@�N�Ͻ������y�����ŵĶ�Ŷ�ˇ��ͨ�������S���ИI��������ߏ��ȣ��ɱ�䓣��������һ���������������;�V�����ɞ������еĺϽ�֮һ���@�N�Ͻ����H����Ҫ�Ѓɂ��n�Σ�����Ҋ����Grade 5�����ͳ����g϶Grade 23���������и�����Ŀ������͵�������Ҫ��
ASTM F42���l�����P��⁺Ͻ�ĸ�험˜ʌ��@�N�Ͻ��c�����I��ĽY���Ƿdz��Ў����ġ�
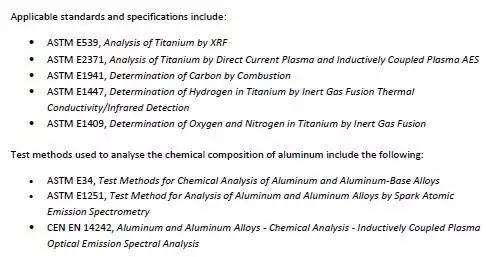
�D���F��ASTM �P����c�X�Ę˜ʣ����m������������
����ÿ���O�乩���̵�ϵ�y�������������Լ������c������Ti64�Ě���������һ���e�Ć��}���������aTi64������^�̲�����ô���ε��O���Å����Ϳ�����ɵġ�ֵ��ע����ǣ����S�ͬ�đ���������̎�����ڣ�ÿ�N���ڌ����²�ͬ�ęCе���ܡ����磬����B��Ӣ�����t�������ƮaƷ���T�_�l��һ�����Ƶğ�̎�����ڣ�������ELI�Ͻ�ļӹ��`���ԣ�Ŀǰ�������@һ��ˇ�ӹ��ĮaƷ����X �C Flex™���̘ˡ�
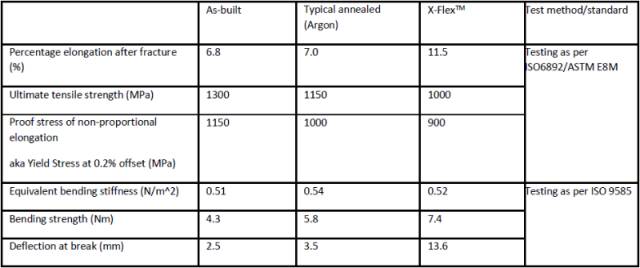
�D��Ti6Al4V���W���ܱ��^��
��Ȼ������⁽���߀�������I���Ti-CP���t��⁺Ͻ�Ti7AI7Nb���������ߜػ�ߏ���⁺Ͻ���Ti-6242��
�X�Ͻ�ļӹ�����һ�T�W�������X�Ͻ�ӹ���ˇ�γ�һ�����wϵ��������Sintavia��Sintavia�C����������ʹ��F357�X�Ͻ��������ӿ��٣������_�����^�ИI�ć�����C����Ҫ��Sintavia���ҵ��X�Ͻ�ӹ���ˇ��һ�����wϵ�����H�����A�������Ϸ�����߀�������ڟ�̎���͉����������Ķ��܉����a�����_125%���OӋ���ȣ����ܶ��_100%��ͨ�^���ء��ߜ؏�����C���Լ�������µĜض���C��Sintavia�܉�������a���M��Ҫ����X����
�������m
(؟�ξ���admin)

 3D��ӡ̫������ɞ���
3D��ӡ̫������ɞ��� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a�� �P��3D��ӡ����������P֪
�P��3D��ӡ����������P֪ Cura��һ���O�ã���ʼ��
Cura��һ���O�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M3D
2023��������M3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM 

