35�˵ġ��w�ء�֧��7693N�ij��d��������3D��ӡ�������O(sh��)Ӌ����
����������Ԍ��F(xi��n)���y(t��ng)��ˇ�ֶΟo��������O(sh��)Ӌ��������s�p�����Y(ji��)��(g��u)���cꇽY(ji��)��(g��u)��������ںϽY(ji��)��(g��u)һ�w������ȡ��������첻�H�ǹ�ˇ�ĸ�������߀�������O(sh��)Ӌ�ĸ�����������ȫ�µ��O(sh��)Ӌ�����ԣ�ʹ�ø�׃�O(sh��)Ӌ����ɞ��Ȼ�����ھ۽������е������������������������O(sh��)Ӌ����ͽ�Q�������������İ����������O(sh��)Ӌ���̺��w�ؓ䃞(y��u)�������ؓ��ؘ�(g��u)�cԔ���O(sh��)Ӌ�Լ��O(sh��)Ӌ��C�������O(sh��)Ӌ��������Ҫ���֡�
���Č������е����������������������M�O(sh��)Ӌ����ͽ�Q�������õ�ij�Y(ji��)��(g��u)�O(sh��)Ӌ�У�ͨ�^�ؓ䃞(y��u)�������O(sh��)Ӌ�����ؓ�ģ���ؘ�(g��u)������(j��)����Y(ji��)����ģ���M���{(di��o)����Ԕ���O(sh��)Ӌ����K�O(sh��)Ӌ�ķ�����C�Լ�����әC�Ĵ�ӡ�c�yԇ�@һ���������̣�����˾����^�ߘO���d������ѽY(ji��)��(g��u)�O(sh��)Ӌ��ֵ��һ����ǣ�ͨ�^������C�@�õĘO���d���c���y�ĘO���d�����`��ֻ��2.5%��
������������������O(sh��)Ӌ
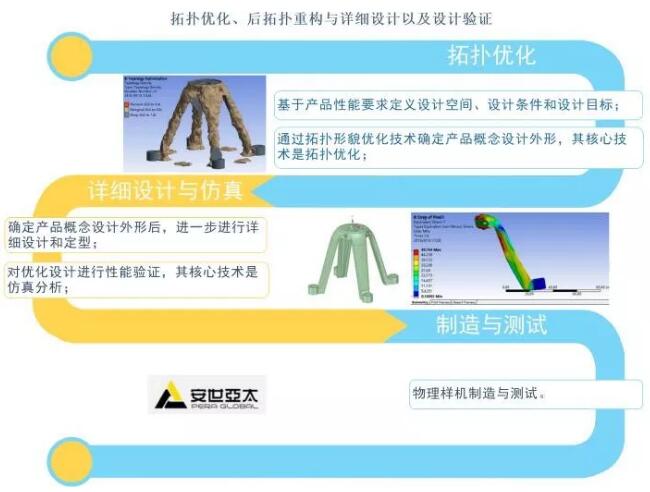
��������˼�S���O(sh��)Ӌ��һ���O(sh��)Ӌ�ĸ���������ȫ���_���O(sh��)Ӌ���i���M�������������졢�ɮa(ch��n)Ʒ�����(q��)�ӵ��O(sh��)Ӌ����ԓ�O(sh��)Ӌ�����У������O(sh��)Ӌ�Ǻ���˼�룬���惞(y��u)���Ǻ��ļ��g(sh��)����������̞飺
��Դ��3D�ƌW��
���Č���������������������M�O(sh��)Ӌ���̾��w���õ�ij�Y(ji��)��(g��u)�O(sh��)Ӌ�С�
![]() �Y(ji��)��(g��u)�O(sh��)Ӌ���}����
�Y(ji��)��(g��u)�O(sh��)Ӌ���}����
��Ȼ���Λρ���e�����J�ġ�����ʿ���������e��300�����Լ������w����3D��ӡ�c�����O(sh��)Ӌ�ĽY(ji��)�ϣ�����ጷų���С�����������⡱�Įa(ch��n)Ʒ��(chu��ng)�¿��g�����ľ۽��ڔUɢ�B�ӽY(ji��)��(g��u)���O(sh��)Ӌ�������d�������ڽY(ji��)��(g��u)���ģ���ͨ�^�Uɢ�B�ӽY(ji��)��(g��u)���f�����Y(ji��)��(g��u)��ɼ����d�ɵĔUɢ��ͨ�^��(y��u)���Uɢ�B�ӽY(ji��)��(g��u)�����Ը���Ч�Č������d�ɔUɢ�����Y(ji��)��(g��u)���䃞(y��u)��Ŀ���ǽY(ji��)��(g��u)���ܵļ������d�������Y(ji��)��(g��u)�s����������������^30ml�����ӡ���Ϟ������֬���䲿�����������W����ˇ�������1��ʾ��
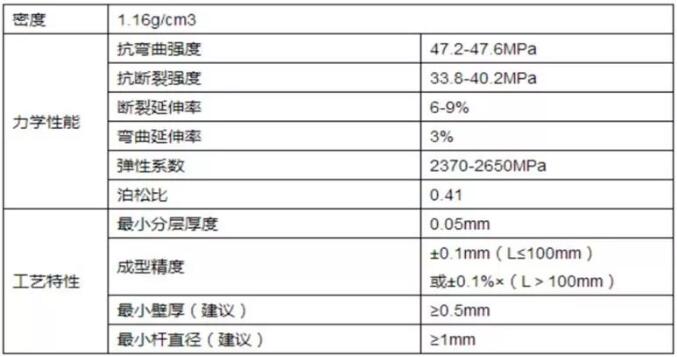
��1. ������֬�IJ������������W����ˇ����
��ʼ�Y(ji��)��(g��u)ģ�ͼ������Y(ji��)��(g��u)����(sh��)��D1��ʾ���Y(ji��)��(g��u)�O(sh��)Ӌ�ڴ˳�ʼģ�����M�С�

�D1. ��ʼ�Y(ji��)��(g��u)ʾ��D����Դ��������̫
�B�ӽY(ji��)��(g��u)���Ϸ���10ͨ��̎�������c��ʩ�����µļ����d�ɣ��·�������8����6.2ͨ��̎����˨�̶��^(q��)���dԇ��������£�ԇ��ͨ�^��˨�̶����·����b�ϣ��Ϸ�ͨ�^���^���������Ƅӣ�ʩ���d�ɣ�ֱ���Y(ji��)��(g��u)�Ɖģ����d���bʾ��D��D2��ʾ��
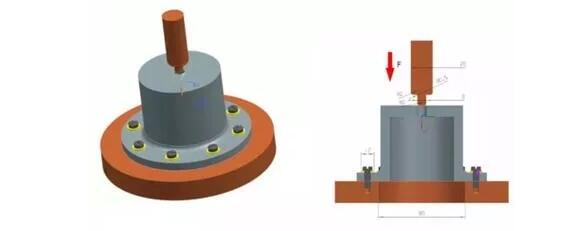
�D2. ���d���bʾ��D����Դ��������̫
![]() ���ڮa(ch��n)Ʒ����Ҫ���x�O(sh��)Ӌ���g���O(sh��)Ӌ�l�����O(sh��)ӋĿ��
���ڮa(ch��n)Ʒ����Ҫ���x�O(sh��)Ӌ���g���O(sh��)Ӌ�l�����O(sh��)ӋĿ��
���ڮa(ch��n)Ʒ����Ҫ���x�O(sh��)Ӌ���g���O(sh��)Ӌ�l�����O(sh��)ӋĿ�����£�
- �O(sh��)Ӌ���g�����O(sh��)Ӌ�^(q��)��s�����£�Ҋ�D1����
- ��ɫ�^(q��)����ʼ�Y(ji��)��(g��u)�������Y(ji��)��(g��u)��
- �Sɫ�^(q��)��鲻���O(sh��)Ӌ�^(q��)��
- �d�ɵij�ʼ���d�߶Ȟ�70mm�����ɸ��ģ�
- ��˨�|Ƭ�Ĺ̾o�߶Ȟ�8mm�����ɸ��ģ�
- ���b��8���B���c������ȫ���B�ӣ���ʹ�����в����B���c����˨�̶�
- �Y(ji��)��(g��u)���ܺ��з��]��ǻ
- �O(sh��)ӋĿ�ˣ��Y(ji��)��(g��u)���ܵļ������d�����
- �O(sh��)Ӌ�l������������������30ml���w�e��
![]() �ؓ䃞(y��u)���O(sh��)�ü��Y(ji��)���C �����O(sh��)Ӌ
�ؓ䃞(y��u)���O(sh��)�ü��Y(ji��)���C �����O(sh��)Ӌ
���Ȍ���ʼ�Y(ji��)��(g��u)������Ҫ���M���ؓ䃞(y��u)�����ؓ䃞(y��u)��������֪���O(sh��)Ӌ���g�����r�l���Լ��O(sh��)Ӌ�s���������]��ˇ�s����ͨ�^Ӌ����σ�(n��i)��ѵĂ���·����ͨ�^��(y��u)����Ԫ�ܶȴ_�������ڳ��IJ��ϡ��ؓ䃞(y��u)�������˂��y(t��ng)�Ĺ����(q��)�ӵĽ�(j��ng)��O(sh��)Ӌģʽ�����F(xi��n)�������(q��)�ӵ�����ʽ�O(sh��)Ӌ���ɞ������������O(sh��)Ӌģʽ��
ᘌ����νY(ji��)��(g��u)�O(sh��)Ӌ���ؓ䃞(y��u)���Č��F(xi��n)�ֶ��ǣ�
��1����SpaceClaim���ʼģ���M��̎��������ʼģ�ͷ֞�8���^(q��)����D3��ʾ��
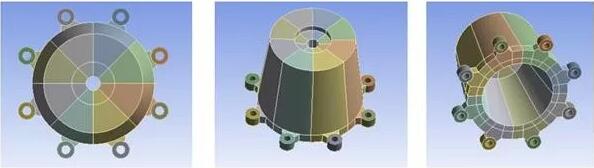
�D3. �ؓ䃞(y��u)����ʼ�Y(ji��)��(g��u)����Դ��������̫
��2����ANSYS Workbench�(chu��ng)���ؓ䃞(y��u)�����̣���Static Structural + Topology Optimization����D4��ʾ��
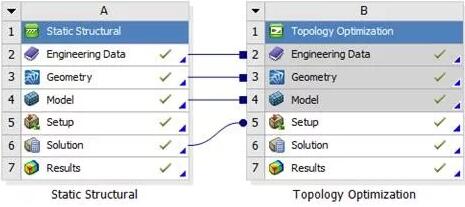
�D4. �ؓ䃞(y��u)�����̡���Դ��������̫
(؟�ξ���admin)

 �������M�մɹ�˾ʹ��Lith
�������M�մɹ�˾ʹ��Lith Xenia�M܊�������������
Xenia�M܊������������� �о��ˆT����3D��ӡ��ģ��
�о��ˆT����3D��ӡ��ģ�� ����Brooks�c���պ����_�l(f��)
����Brooks�c���պ����_�l(f��) ��AHM����3D��ӡ�黼�߶�
��AHM����3D��ӡ�黼�߶� MB Therapeutics�cLynxter
MB Therapeutics�cLynxter- ���������M�մɹ�˾ʹ��Lithoz���g(sh��)��һ��
- ��Xenia�M܊��������������Ј����{�誚
- ���о��ˆT����3D��ӡ��ģ���_�l(f��)��������
- ������Brooks�c���պ����_�l(f��)�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ����������������ʹ��3D��ӡ����߳�����
- ��HYP3D�Ŀ�����մ�3D��ӡ���a(ch��n)�߉����
- ���Ĵ����������������Ƅ�iLAuNCH�Ŀ��
- ��Restor3dʹ��Formlabs 3D��ӡ�턓(chu��ng)����
 ������܊���M3Dɰ
������܊���M3Dɰ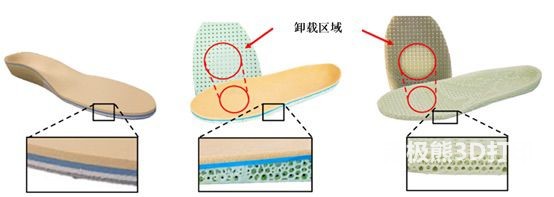 3D��ӡ���Ի�����
3D��ӡ���Ի����� �����ݿ����t(y��)Ժ��
�����ݿ����t(y��)Ժ�� ��ʿ�m�Ƽ���W3D
��ʿ�m�Ƽ���W3D ȫ��3D��ӡ������
ȫ��3D��ӡ������ PSAS�ɹ��l(f��)��3D��
PSAS�ɹ��l(f��)��3D��- ��HueForge���Sˇ�g(sh��)��ʹ��3D��ӡ��(chu��ng)������
- ��15��3D��ӡ����܊���ð���
- ����ȿ��Y(ji��)��2021���Ї����պ����I(l��ng)��3D��
- ��ģ��3D��ӡ����������ģ�����p��һ�w��
- ������Brooks�c���պ����_�l(f��)�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ��Xenia�M܊��������������Ј����{�誚
- ������߀��FDM��ӡ���������о��ˆT����
- ���P�cȫ�����̘I(y��)����3D��ӡ�g�ں���


