�����ĩ����׃���������^�̵�ԭλ�r�g�ֱ�X�侀���������x
�r�g��2023-01-19 20:07 ��Դ�������ĩ����׃�������� ���ߣ�admin ��x����
��(d��o)�x�����Ļ���X�侀�ļ����ĩ����׃��LPBF�����������^�̵ĬF(xi��n)���y����ģ����C���M(j��n)�^�������ṩ�˪��صĔ�(sh��)��(j��)��
ժҪ
����X�侀�ļ����ĩ����׃��LPBF�����������^�̵ĬF(xi��n)���y����ģ����C���M(j��n)�^�������ṩ�˪��صĔ�(sh��)��(j��)��ͬ��������X�侀����������ṩ�˸߷ֱ��ʡ��w���е���Ϣ���������IJɘ��ʣ���̽�y�۳����W(xu��)�Լ�����^�Y(ji��)��(g��u)��׃�����@��҂�������һ�������Ҏ(gu��)ģ��LPBFԇ��_�����O(sh��)Ӌ������LPBF�������g��ͬ��ݗ��X�侀Դ�M(j��n)������ͳ����҂�߀չʾ��ʹ��Ti-6Al-4V��һ�N�V��ʹ�õ����������Ͻ�����ģ��ϵ�y(t��ng)�Č��Y(ji��)����߀ӑՓ���@Щ�y����ģ����C���^�̸��M(j��n)��Ч�á�
��B
�����ĩ���ۻ���LPBF����Ҳ�Q���x���Լ����ۻ������ۻ�����һ�N���ٰl(f��)չ���������켼�g(sh��)���c���y(t��ng)���켼�g(sh��)��ȣ�ԓ���g(sh��)�ṩ���@�����O(sh��)Ӌ�`���ԣ��܉�����С�ĸ��ӳɱ����a(ch��n)�߶ȏ�(f��)�s��������Ķ����F(xi��n)���������a(ch��n)����LPBF��ˇ�У��߹����B�m(x��)����CW�������x���Եؒ��象���ٷ�ĩ�ӣ��a(ch��n)��һ���۳أ��۳ؿ������̣��γ�һ�����S���w�ӣ�ճ���ڻ������·�������ϡ����γ�ÿһ�����ġ��D�����ČӺ���������ͣ��µķ�ĩ�ӱ��������ϡ�Ȼ���؏�(f��)ԓ�^�̣������ӷ�ʽ��(g��u)����ȫ���S��������c�����T�������ȣ�ԓ��ˇ�c����������켼�g(sh��)�����T�����죩֮�g���@�����(d��o)��ʹ��LPBF�����������в�ͬ�ęC(j��)е���ܡ�
Ti6Al4V�ğ�̎���ѽ�(j��ng)�õ��ˏV�����о������У��ѽ�(j��ng)�Lԇģ�M�����W(xu��)�����ΑB(t��i)���ڸߜ��y������?j��n)?sh��)����(chu��ng)��CCT�D��Ȼ������ʼ����ʼ�K̎��܈�C(j��)�˻��B(t��i)�������е��S������������ǰ��(j��ng)�v��һ���̶ȵ�׃�Ρ�܈�C(j��)�˻����ڇ�(y��n)��׃�ε�Ti6Al4V���M(j��n)�еģ����Ц�������錧(d��o)�¦�����ٽY(ji��)�����@��(d��o)���˵��S���^�Y(ji��)��(g��u)�͙C(j��)е���ܵ�С���ձ���ơ�
�C(j��)е�����ںܴ�̶���ȡ�Q����ߟ�̎��ضȡ��S����ߜضȵ����ߣ���yUTS�½������ё�(y��ng)׃��������鼚(x��)��'��D(zhu��n)׃?y��u)���ֵĦ��ͦ»������w��ѽY(ji��)������850��C��2С�r��@�õģ�Ȼ���Ǡt����s������940��C��1С�r����650��C�¿՚���s�ͻػ�2С�r��Ȼ���ǿ՚���s���������ܵĽY(ji��)�����h(yu��n)����ASTM�����(bi��o)��(zh��n)��ASTM F1472�����T��Ti6Al4V��(bi��o)��(zh��n)��ASTM F1108������ʼ�^�Y(ji��)��(g��u)����Ҫ����ô��(qi��ng)�{(di��o)�������^�������R���w�dz�����(x��)���c���S���(y��n)��׃�ε��^�Y(ji��)��(g��u)��̎����ȣ������W(xu��)��ȫ��ͬ����ˣ���(bi��o)��(zh��n)��̎���đ�(y��ng)�ñ����@Щ̎�������a(ch��n)��ͨ�����A(y��)�ڵĽY(ji��)���������ض��Ĺ�ˇ�l�����ض����^�Y(ji��)��(g��u)��SLM���a(ch��n)�������Ҫ�cɢ�b�Ͻ�����^(q��)�e������
ͨ�^�R�e��(y��u)���ļ�����腢��(sh��)����С��ȱ���γɻ�a(ch��n)��������^�Y(ji��)��(g��u)����ԭλ������ռ�����Ϣ�c�F(xi��n)������z����Y(ji��)�ϣ����Ԟ鹤ˇģ���ṩ��Ϣ���p�ٹ�ˇ�_�l(f��)�r�g�ͳɱ������������|(zh��)����
�cLPBF���P(gu��n)���S��������̬F(xi��n)���c�����г��F(xi��n)�ĬF(xi��n)��dz����ơ�Elmer����ͬ���ں����^�����M(j��n)���˴�����X�侀���䌍��������Ti�Ͻ�Ͳ��P䓵����̄����W(xu��)����s�^���еĹ̑B(t��i)��׃��Yonemura����߀ʹ�Õr�g�ֱ�ͬ��ݗ��X�侀������о����P䓺����^���е����̄����W(xu��)���mȻ�@헬F(xi��n)�й���������LPBF�е����̺���׃�ṩ����Ҫ���������c�������P(gu��n)�ĕr�g�߶ȱ�LPBF�Ą����W(xu��)Ҫ�L�öࡣ100ms�ĕr�g�ֱ������Խ�QTi-6Al-4V��Ti-64�����ӵ����䌍��е���s�����W(xu��)����LPBF�е���s�A(y��)Ӌ�ڎ���ĕr�g�߶��ϰl(f��)������ˣ���Ҫ���ߵIJɘ��ʁ���ȫ�U��LPBF�м����������õĄ����W(xu��)���ڱ����У��҂������һ�N�����ۻ�ϵ�y(t��ng)��ԓϵ�y(t��ng)�O(sh��)Ӌ����������ģ�M���ÙC(j��)����LPBF�l����ͬ�r߀���ݼ{�x�����Ԍ��F(xi��n)�ߕr�g�Ϳ��g�ֱ��ʵ�ԭλX�侀̽ᘡ��҂�߀�������˹̹��ͬ��ݗ���Դ��SSRL��ʹ��ԓ�x���M(j��n)�еij���X�侀��������䌍
�x���O(sh��)Ӌ
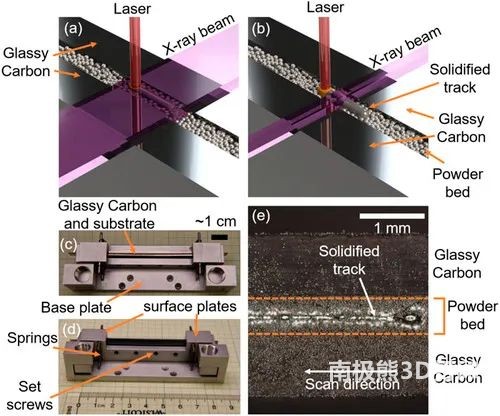
�D1���Y(ji��)��LPBF���g����ԭλX�侀���������Č�����LPBF��һ����(f��)�s���^�̣��会(x��)��(ji��)����ȫ���؏�(f��)����ĩ�����w�����W(xu��)���S�C(j��)���|(zh��)�����S�B�m(x��)���ľ��_ƴ�ӡ���ˣ���Ҫ�B�m(x��)�ռ����¼��Ĕ�(sh��)��(j��)���������˽����̡��@�ų��˴����(sh��)ƽ��������������K�ĕr�g�ֱ����ܵ�X�侀Դ���ȵ����ơ�
�D2�@ʾ��LPBFϵ�y(t��ng)��Ԕ��(x��)�O(sh��)Ӌ����Ƭ��ϵ�y(t��ng)�O(sh��)Ӌģ�M�˵���LPBF��(g��u)���д��ڵėl����ͬ�r�����S����X�侀���Ը߲ɘ���̽�y�۳�(n��i)���܇��ą^(q��)��ģ1070nm��500W�B�m(x��)����CW�����w��������IPG Photonics��Oxford��MA��USA��YLR-500-WC-Y14��ֱ����ϵ�3�S�z��Ӌ�����Rϵ�y(t��ng)��Nutfield Technology��Hudson��NH��USA��3XB 3�S�����^���������^����ˇ����۽����r�ױ����ϣ�������(d��o)����^�r�ף����γ�LPBF��ˇ������Ƅ��۳ء�
��Ʒ����֧����D3��ʾ����Ʒ�O(sh��)Ӌ��횝M��ɂ�������ļs���l������Ʒ�����������S����X�侀�䣬�Ķ�����νY(ji��)��(g��u)�г��������r�a(ch��n)����������ȣ�ͬ�r��Ʒ��������Ժ���ģ�M�挍LPBF�h(hu��n)���еğ�߅��l�����M���@�ɂ�Ҫ��ĺ��m�����Ԏ��Π��NJA�ڃɂ�1mm����̼��֮�g�ı����塣�����о���߅��l�����@Щ����г��F(xi��n)�Ĝضȷֲ���Ӱ푣��҂�ʹ���˟�U(ku��)ɢ�L�ȵķ�����Ӌ�Լ���ȫ��ğ��ݔ����ԪӋ�㡣
ժҪ
����X�侀�ļ����ĩ����׃��LPBF�����������^�̵ĬF(xi��n)���y����ģ����C���M(j��n)�^�������ṩ�˪��صĔ�(sh��)��(j��)��ͬ��������X�侀����������ṩ�˸߷ֱ��ʡ��w���е���Ϣ���������IJɘ��ʣ���̽�y�۳����W(xu��)�Լ�����^�Y(ji��)��(g��u)��׃�����@��҂�������һ�������Ҏ(gu��)ģ��LPBFԇ��_�����O(sh��)Ӌ������LPBF�������g��ͬ��ݗ��X�侀Դ�M(j��n)������ͳ����҂�߀չʾ��ʹ��Ti-6Al-4V��һ�N�V��ʹ�õ����������Ͻ�����ģ��ϵ�y(t��ng)�Č��Y(ji��)����߀ӑՓ���@Щ�y����ģ����C���^�̸��M(j��n)��Ч�á�
��B
�����ĩ���ۻ���LPBF����Ҳ�Q���x���Լ����ۻ������ۻ�����һ�N���ٰl(f��)չ���������켼�g(sh��)���c���y(t��ng)���켼�g(sh��)��ȣ�ԓ���g(sh��)�ṩ���@�����O(sh��)Ӌ�`���ԣ��܉�����С�ĸ��ӳɱ����a(ch��n)�߶ȏ�(f��)�s��������Ķ����F(xi��n)���������a(ch��n)����LPBF��ˇ�У��߹����B�m(x��)����CW�������x���Եؒ��象���ٷ�ĩ�ӣ��a(ch��n)��һ���۳أ��۳ؿ������̣��γ�һ�����S���w�ӣ�ճ���ڻ������·�������ϡ����γ�ÿһ�����ġ��D�����ČӺ���������ͣ��µķ�ĩ�ӱ��������ϡ�Ȼ���؏�(f��)ԓ�^�̣������ӷ�ʽ��(g��u)����ȫ���S��������c�����T�������ȣ�ԓ��ˇ�c����������켼�g(sh��)�����T�����죩֮�g���@�����(d��o)��ʹ��LPBF�����������в�ͬ�ęC(j��)е���ܡ�
Ti6Al4V�ğ�̎���ѽ�(j��ng)�õ��ˏV�����о������У��ѽ�(j��ng)�Lԇģ�M�����W(xu��)�����ΑB(t��i)���ڸߜ��y������?j��n)?sh��)����(chu��ng)��CCT�D��Ȼ������ʼ����ʼ�K̎��܈�C(j��)�˻��B(t��i)�������е��S������������ǰ��(j��ng)�v��һ���̶ȵ�׃�Ρ�܈�C(j��)�˻����ڇ�(y��n)��׃�ε�Ti6Al4V���M(j��n)�еģ����Ц�������錧(d��o)�¦�����ٽY(ji��)�����@��(d��o)���˵��S���^�Y(ji��)��(g��u)�͙C(j��)е���ܵ�С���ձ���ơ�
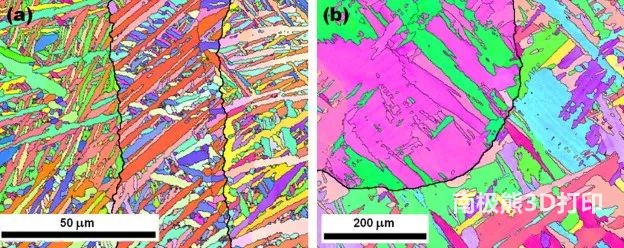
��a��SLM������850��C����s2С�r��Ȼ���M(j��n)�Рt����s��EBSDȡ��D����b��
SLM������1020��C�°�С�r��Ȼ����730��C��2С�r���L(f��ng)�䡣�����ɦ���IJ�ͬȡ���ṩ���������t�Ԧ���֮�g�ı�����ʽ���ڡ�Ոע�ⲻͬ�ı������ɂ��D������ɷ�����鴹ֱ��
�C(j��)е�����ںܴ�̶���ȡ�Q����ߟ�̎��ضȡ��S����ߜضȵ����ߣ���yUTS�½������ё�(y��ng)׃��������鼚(x��)��'��D(zhu��n)׃?y��u)���ֵĦ��ͦ»������w��ѽY(ji��)������850��C��2С�r��@�õģ�Ȼ���Ǡt����s������940��C��1С�r����650��C�¿՚���s�ͻػ�2С�r��Ȼ���ǿ՚���s���������ܵĽY(ji��)�����h(yu��n)����ASTM�����(bi��o)��(zh��n)��ASTM F1472�����T��Ti6Al4V��(bi��o)��(zh��n)��ASTM F1108������ʼ�^�Y(ji��)��(g��u)����Ҫ����ô��(qi��ng)�{(di��o)�������^�������R���w�dz�����(x��)���c���S���(y��n)��׃�ε��^�Y(ji��)��(g��u)��̎����ȣ������W(xu��)��ȫ��ͬ����ˣ���(bi��o)��(zh��n)��̎���đ�(y��ng)�ñ����@Щ̎�������a(ch��n)��ͨ�����A(y��)�ڵĽY(ji��)���������ض��Ĺ�ˇ�l�����ض����^�Y(ji��)��(g��u)��SLM���a(ch��n)�������Ҫ�cɢ�b�Ͻ�����^(q��)�e������
ͨ�^�R�e��(y��u)���ļ�����腢��(sh��)����С��ȱ���γɻ�a(ch��n)��������^�Y(ji��)��(g��u)����ԭλ������ռ�����Ϣ�c�F(xi��n)������z����Y(ji��)�ϣ����Ԟ鹤ˇģ���ṩ��Ϣ���p�ٹ�ˇ�_�l(f��)�r�g�ͳɱ������������|(zh��)����
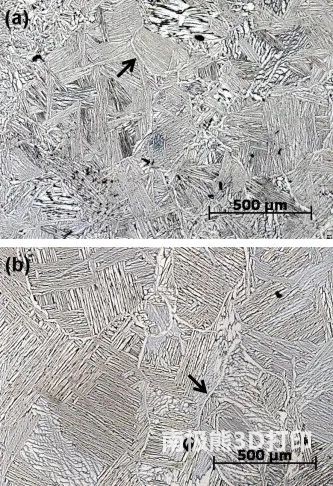
��1020��C�£�a��2С�r���c��b����1040��C��20С�r�t����s�������ߴ��^С�ĈDʾ�����A���ǜ\�ģ����Ǻڰ��ġ����^��ʾ�������
�cLPBF���P(gu��n)���S��������̬F(xi��n)���c�����г��F(xi��n)�ĬF(xi��n)��dz����ơ�Elmer����ͬ���ں����^�����M(j��n)���˴�����X�侀���䌍��������Ti�Ͻ�Ͳ��P䓵����̄����W(xu��)����s�^���еĹ̑B(t��i)��׃��Yonemura����߀ʹ�Õr�g�ֱ�ͬ��ݗ��X�侀������о����P䓺����^���е����̄����W(xu��)���mȻ�@헬F(xi��n)�й���������LPBF�е����̺���׃�ṩ����Ҫ���������c�������P(gu��n)�ĕr�g�߶ȱ�LPBF�Ą����W(xu��)Ҫ�L�öࡣ100ms�ĕr�g�ֱ������Խ�QTi-6Al-4V��Ti-64�����ӵ����䌍��е���s�����W(xu��)����LPBF�е���s�A(y��)Ӌ�ڎ���ĕr�g�߶��ϰl(f��)������ˣ���Ҫ���ߵIJɘ��ʁ���ȫ�U��LPBF�м����������õĄ����W(xu��)���ڱ����У��҂������һ�N�����ۻ�ϵ�y(t��ng)��ԓϵ�y(t��ng)�O(sh��)Ӌ����������ģ�M���ÙC(j��)����LPBF�l����ͬ�r߀���ݼ{�x�����Ԍ��F(xi��n)�ߕr�g�Ϳ��g�ֱ��ʵ�ԭλX�侀̽ᘡ��҂�߀�������˹̹��ͬ��ݗ���Դ��SSRL��ʹ��ԓ�x���M(j��n)�еij���X�侀��������䌍
�x���O(sh��)Ӌ
�D1���Y(ji��)��LPBF���g����ԭλX�侀���������Č�����LPBF��һ����(f��)�s���^�̣��会(x��)��(ji��)����ȫ���؏�(f��)����ĩ�����w�����W(xu��)���S�C(j��)���|(zh��)�����S�B�m(x��)���ľ��_ƴ�ӡ���ˣ���Ҫ�B�m(x��)�ռ����¼��Ĕ�(sh��)��(j��)���������˽����̡��@�ų��˴����(sh��)ƽ��������������K�ĕr�g�ֱ����ܵ�X�侀Դ���ȵ����ơ�
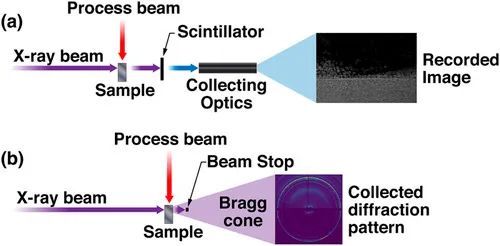
�D1�����Π��ʾ��D����a�������O(sh��)��ʾ��D��һ����ġ�δ�۽��Ķ�ɫX�侀����ֱ�ڼӹ����������䵽��Ʒ�ϣ������̖��X�侀����ɫ���D(zhu��n)�Q���Ҋ�⣨�{(l��n)ɫ������Ҋ���ɳ����W(xu��)�����ռ����ɸ���CMOS���C(j��)ӛ䛡���b�������O(sh��)��ʾ��D����ԓ�O(sh��)���У���ɫ�۽�X�侀�����c�����O(sh��)�����ƵĎνY(ji��)��(g��u)ײ����Ʒ������X�侀��λ�ژ�Ʒ����Ļ�Ϲ���Ӌ��(sh��)�z�y��ֱ�әz�y��
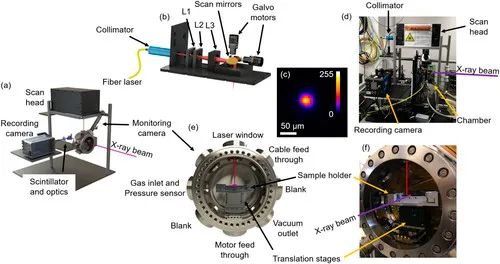
�D2�@ʾ��LPBFϵ�y(t��ng)��Ԕ��(x��)�O(sh��)Ӌ����Ƭ��ϵ�y(t��ng)�O(sh��)Ӌģ�M�˵���LPBF��(g��u)���д��ڵėl����ͬ�r�����S����X�侀���Ը߲ɘ���̽�y�۳�(n��i)���܇��ą^(q��)��ģ1070nm��500W�B�m(x��)����CW�����w��������IPG Photonics��Oxford��MA��USA��YLR-500-WC-Y14��ֱ����ϵ�3�S�z��Ӌ�����Rϵ�y(t��ng)��Nutfield Technology��Hudson��NH��USA��3XB 3�S�����^���������^����ˇ����۽����r�ױ����ϣ�������(d��o)����^�r�ף����γ�LPBF��ˇ������Ƅ��۳ء�
�D2 LPBF���O(sh��)Ӌ��(x��)��(ji��)��
��Ʒ����֧����D3��ʾ����Ʒ�O(sh��)Ӌ��횝M��ɂ�������ļs���l������Ʒ�����������S����X�侀�䣬�Ķ�����νY(ji��)��(g��u)�г��������r�a(ch��n)����������ȣ�ͬ�r��Ʒ��������Ժ���ģ�M�挍LPBF�h(hu��n)���еğ�߅��l�����M���@�ɂ�Ҫ��ĺ��m�����Ԏ��Π��NJA�ڃɂ�1mm����̼��֮�g�ı����塣�����о���߅��l�����@Щ����г��F(xi��n)�Ĝضȷֲ���Ӱ푣��҂�ʹ���˟�U(ku��)ɢ�L�ȵķ�����Ӌ�Լ���ȫ��ğ��ݔ����ԪӋ�㡣
�D3��Ʒ�������O(sh��)Ӌ����a���ڳ���ģʽ�£��ô��Ͷ�ɫX�侀�������܉��������Ʒ�ΈD���M(j��n)��CAD��Ⱦ����b������ģʽ��Ʒ�ܵ����CAD��Ⱦ�������^С�Ć�ɫX�侀���c�������Ʋɘ��w�e����ȡλ���ض���Ϣ����c���ͣ�d�����в���̼���ͻ��ĵ��]�з�ĩ�Ę�Ʒ����Ƭ����e����ȥ����ĩ֮ǰ�����Ϸ��^���Ʒ�A�����е��͆����p܉�E�ĬF(xi��n)���D����̼����߅���ó�ɫ̓��ͻ���@ʾ��
(؟(z��)�ξ���admin)

��һƪ��һ�҄�(chu��ng)�˾ʹ�ó��ӡ����ʺͿ���������3D��ӡ�F(xi��n)���Ҿ�
��һƪ���x�Ơ��´�W(xu��)�_�l(f��)��3D��ӡ���ײ��쾀����5G��6G��̖����ƫ�h(yu��n)��^(q��)
��һƪ���x�Ơ��´�W(xu��)�_�l(f��)��3D��ӡ���ײ��쾀����5G��6G��̖����ƫ�h(yu��n)��^(q��)
���P(gu��n)��(n��i)��
 �������M(j��n)�մɹ�˾ʹ��Lith
�������M(j��n)�մɹ�˾ʹ��Lith Xenia�M(j��n)܊�������������
Xenia�M(j��n)܊������������� �о��ˆT����3D��ӡ��ģ��
�о��ˆT����3D��ӡ��ģ�� ����Brooks�c���պ����_�l(f��)
����Brooks�c���պ����_�l(f��) ��AHM����3D��ӡ�黼�߶�
��AHM����3D��ӡ�黼�߶� MB Therapeutics�cLynxter
MB Therapeutics�cLynxter
- ���������M(j��n)�մɹ�˾ʹ��Lithoz���g(sh��)��һ��
- ��Xenia�M(j��n)܊��������������Ј����{�誚
- ���о��ˆT����3D��ӡ��ģ���_�l(f��)��������
- ������Brooks�c���պ����_�l(f��)�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ����������������ʹ��3D��ӡ����߳�����
- ��HYP3D�Ŀ�����մ�3D��ӡ���a(ch��n)�߉����
����(n��i)��
- ���������M(j��n)�մɹ�˾ʹ��Lithoz���g(sh��)��һ��
- ��Xenia�M(j��n)܊��������������Ј����{�誚
- ���о��ˆT����3D��ӡ��ģ���_�l(f��)��������
- ������Brooks�c���պ����_�l(f��)�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ����������������ʹ��3D��ӡ����߳�����
- ��HYP3D�Ŀ�����մ�3D��ӡ���a(ch��n)�߉����
- ���Ĵ����������������Ƅ�iLAuNCH�Ŀ��
- ��Restor3dʹ��Formlabs 3D��ӡ�턓(chu��ng)����
���]��(n��i)��
 ������܊���M(j��n)3Dɰ
������܊���M(j��n)3Dɰ 3D��ӡ���Ի�����
3D��ӡ���Ի����� �����ݿ����t(y��)Ժ��
�����ݿ����t(y��)Ժ�� ��ʿ�m�Ƽ���W(xu��)3D
��ʿ�m�Ƽ���W(xu��)3D ȫ��3D��ӡ������
ȫ��3D��ӡ������ PSAS�ɹ��l(f��)��3D��
PSAS�ɹ��l(f��)��3D�����c��(n��i)��
- ��HueForge���Sˇ�g(sh��)��ʹ��3D��ӡ��(chu��ng)������
- ��15��3D��ӡ����܊��(y��ng)�ð���
- ����ȿ��Y(ji��)��2021���Ї����պ����I(l��ng)��3D��
- ��ģ��3D��ӡ����������ģ�����p��һ�w��
- ������Brooks�c���պ����_�l(f��)�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ��Xenia�M(j��n)܊��������������Ј����{�誚
- ������߀��FDM��ӡ���������о��ˆT����
- ���P�cȫ�����̘I(y��)����3D��ӡ�g�ں���


