�����ĩ����׃���������^�̵�ԭλ�r�g�ֱ�X�侀���������x(2)
�r�g��2023-01-19 20:07 ��Դ�������ĩ����׃�������� ���ߣ�admin ��x����
���^�˃ɷNϵ�y��һ�N�ǻ���֧���ڃɂ�����̼����֮�g����r���籾�������Č���һ�N�ǃɂ�������Ti-64�M�ɣ���ģ�M��KLPBF��r���@�ɷN��r��ʹ�æ�=0.6��ݗ��߅��l����ģ�͵ĎνY����D4��a����ʾ�������ߵĜy��������D4��b����ʾ��
Ԫ��Ti�Ĝض����P�����������l��ֵ������Ti-64�Ͻ�ֵ�Ľ���ֵ�����������۳��е�Marangoni���ӣ���˟o���ʴ_Ӌ���۳ȵğ��ݶȣ����@����Ӱ��h�x�۳صĹ��w��s�Ĝʴ_�ԡ��D4��c���@ʾ�˼���λ��̎Ti-64�r�׃ȵĶ��S��ֲ����ɷN��r�µı��^��ֲ�Ҋ�D4��d����4��e�����ɷN��r�µğ�ֲ�֮�g�IJС�ÿ��Ժ��Բ�Ӌ������҂��ó��YՓ�����������r����̼���ğ�߅��l�������ϲ���Ӱ��@Щ�l���µ��۳����W��ͨ�^���ٰ�ğ������ͨ�^��ĩ�ӵĂ������ٴ�1��������������ڷ�ĩ��r�£�ͨ�^��Ă���Ҳ��ռ������λ��ʹ�����䌦��s���g�ľ�������W�M�е��κη�������횰����صĽ�ģ�����˽��߅��l�����y������D����Ӱ푡�

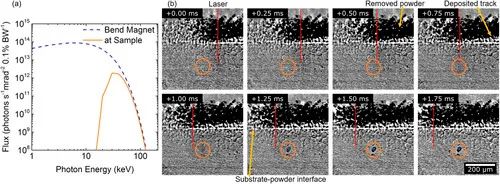
�D4��߅��l�������r���П��ݔ��Ӱ푡�
��ĩ�����ڣ�PBF���������ü�������������Դ���^�̡��@�ɷN���g�ڲ����ϱ��|�������Ƶģ���ƽ�_���Ͳ��؏�ѭ�h֮ǰ���ژ���ƽ�_�Ϸ������һ����ɢ�ķ�ĩ��Ȼ�����ۻ����cǰһ���ںϡ���ͬ����Դ��Ҫ��ͬ�IJ����h�������ڼ���ϵ�y����Ҫ���Ԛ�գ�ͨ���ǵ�����⡣������^����Ҫ����գ������ӵ�ƽ�����ɳ̷dz��̣���һ����̎�Ǜ]�������������������ۻ��^���У�����։��ڴ�s 10��10-2mbar ��ᘌ������^���������M���Ă������s��
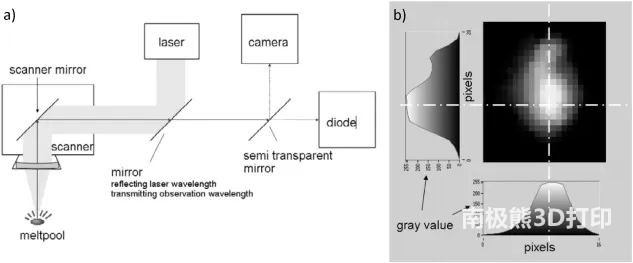
��a���@ʾ��늶��O�ܺ����C���е�ʾ��D���Լ���b���@ʾBerumen���ˌ��F�IJ�ͬ����ֵ�����Cϵ�yݔ����ʾ�����ң���
X�侀����
��SSRL������2-2���M����X�侀����ԓ�������Ͽ��õ�X�侀���R��������7.4keV��1.25 T�������w�a�����D5��a���@ʾ��ԓ�������w�a����Ӌ��X�侀���V����6.35mm����X��������Ʒ���ε�X�侀�^�V������ȥ������X�侀�������o�z�yϵ�y���������wԴ����ȫ�l��ēp�ġ�ʹ��ԓ�^�V��X�侀���V�M��ԭλ�����������X�侀ͨ����
�D5�ǵ����۳^���X�侀����
ʹ�ø��ٳ����b��ӛ�ͨ�^��Ʒ���ҵ�X�侀�����X�侀���ȓ�����ֱ��λ��ǻ�ҳ���Be���ں���ē�Tl��NaI�W�q�w���w��ԓ���w��X�侀�����D�Q���Ҋ�⡣
����������Ⱥ��Π���y�ñ������й�W���g�y�������������������д��ڵĹ��w/Һ�wTi-64��Ar���w֮�g���@���ܶȌ��ȡ����⣬��ֱ�ڼ���������·����2DͶӰ��ҕ�D���ڜy��������Ⱥ��Π�dz����á���ˣ��@Щ�y��ֵ����ģ����C���кܸߵărֵ��
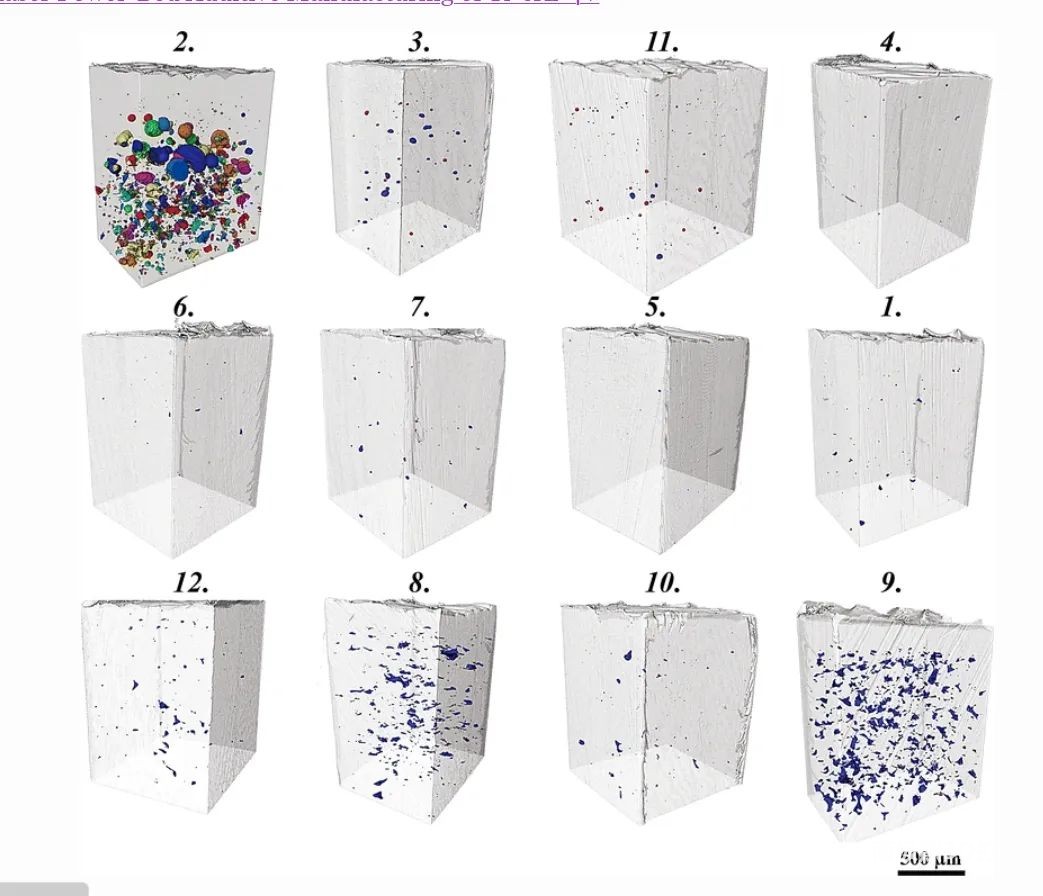
���دB����f�p����A�y��Ʒ�Ħ�SXCT�ؽ���
�ψD�o����ÿ����Ʒ픲�1.5 mm�����S��3D�����Ӓ����ؽ���ͶӰ�����۳��دB�������ԓע����ǣ��� 3D ͶӰ�в鿴��϶�ʕ�����Ʒ�ȿ�϶���w�e�֔�����϶���ΑB�ָ����ɫ��������ȱ�ݷNȺ���@�^������Ɇ���϶��ɫ���mȻ�ΑB���Ǵ_��ȱ���γəC�ƵěQ����ָ�ˣ������Ժ����ؼ��O�߶����εĿܿ������������^���в��@�IJ����Ԛ����γɵģ����ֲ�Ҏ�t�Ŀܿ���ȱ���ۺ�ȱ�ݡ��ڱ�����У�������ֵ0.5���������Ρ�������ֵֹ��
X�侀����
�D6�@ʾ�ˏ�500��m���Ti-64�r���ϲɼ��ĵ������䔵����60��m���ĩ�ӡ���1kHz�IJɘ����ռ����������������O�Þ�400W�Ĺ��ʣ������ٶȞ�576mm/s��X�侀���c�����Č��R����D6��a����ʾ������픲�����25��m�����@�N�νY���У������ɘ��w�e�ڻ��׃ȣ���ĩ�ӵ�ؕ�I��С���D6��b���@ʾ����1kHz���ռ���1500������D���Ŀ��ͣ��ஔ��1.5����ռ����D6��c���@ʾ�˼����ۻ�ǰ��1kHz���ռ��Ķ��S����D�����D6��d���@ʾ����1kHz���ռ��ķe��һ�S����D���ĕr�g���С������ۻ�ǰ���ռ�������D�@ʾ��������-Ti��ķ��Π��λ�õIJ���������^���^��׃��B�l����׃�����@Щ����s�^���п��پ��w׃�����^�죬��LPBF������ϵĪ����^�Y�������ṩ��Ҋ�⡣
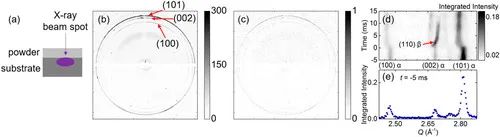
�D6 ��SSRL������10-2̎�ռ�������D����
�YՓ
�҂�����ˌ����Ҏģ��LPBF�x�����OӋ�͌�ʩ��ԓ�x�����^����������ͬ��ݗ��Դ���M��ԭλX�侀��ͬ�r�ṩ����ȫ�ߴ�LPBF�C���ĭh������SSRL�M�еČ��a����4 kHz��������Ч���ش�С��1.1��m������50 �� 100��m�^��a����1 kHz���䔵�����������ij����z���ʾ�� Ti-64 �п�϶�γɡ����w���݄����W���ض���ه�Ծ�������W�Լ���s�r�Ħ�-Ti�C��-Ti ��׃���z�y�����͘�Ʒ�ܵij��m���������F���ӌ�����Ę�Ʒ�Ƃ��ԫ@�ø��ߵ�ͨ�����������������������Ɍ��F�IJɘ��ʡ�δ���Č������c��W�^�̱O�y���ļ��ɣ��Դ��M������ȱ���γ��c�������й�W�z�y����֮�g�����P�ԡ��@�N���P�Ԍ�ͨ�^LPBF���g���ھ��^�̱O��ֱ�Ӷ���ȱ�ݙz�y���@����LPBF������b�����J�C��һ��ش�����
��Դ��An instrument for in situ time-resolved X-ray imaging and diffraction of laser powder bed fusion additive manufacturing processes, Review of Scientific Instruments, doi.org/10.1063/1.5017236
�����īI��W. E. King, A. T. Anderson, R. M. Ferencz, N. E. Hodge, C. Kamath, S. A. Khairallah, and A. M. Rubenchik, Appl. Phys. Rev. 2, 041304 (2015). https://doi.org/10.1063/1.4937809��R. P. Mulay, J. A. Moore, J. N. Florando, N. R. Barton, and M. Kumar, Mater. Sci. Eng. A 666, 43 (2016). https://doi.org/10.1016/j.msea.2016.04.012
(؟�ξ���admin)

��һƪ��һ�҄��˾ʹ�ó��ӡ����ʺͿ���������3D��ӡ�F���Ҿ�
��һƪ���x�Ơ��´�W�_�l��3D��ӡ���ײ��쾀����5G��6G��̖����ƫ�h��^
��һƪ���x�Ơ��´�W�_�l��3D��ӡ���ײ��쾀����5G��6G��̖����ƫ�h��^
 �������M�մɹ�˾ʹ��Lith
�������M�մɹ�˾ʹ��Lith Xenia�M܊�������������
Xenia�M܊������������� �о��ˆT����3D��ӡ��ģ��
�о��ˆT����3D��ӡ��ģ�� ����Brooks�c���պ����_�l
����Brooks�c���պ����_�l ��AHM����3D��ӡ�黼�߶�
��AHM����3D��ӡ�黼�߶� MB Therapeutics�cLynxter
MB Therapeutics�cLynxter������
- ���������M�մɹ�˾ʹ��Lithoz���g��һ��
- ��Xenia�M܊��������������Ј����{�誚
- ���о��ˆT����3D��ӡ��ģ���_�l��������
- ������Brooks�c���պ����_�l�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ����������������ʹ��3D��ӡ����߳�����
- ��HYP3D�Ŀ�����մ�3D��ӡ���a�߉����
- ���Ĵ����������������Ƅ�iLAuNCH�Ŀ��
- ��Restor3dʹ��Formlabs 3D��ӡ�턓����
 ������܊���M3Dɰ
������܊���M3Dɰ 3D��ӡ���Ի�����
3D��ӡ���Ի����� �����ݿ����tԺ��
�����ݿ����tԺ�� ��ʿ�m�Ƽ���W3D
��ʿ�m�Ƽ���W3D ȫ��3D��ӡ������
ȫ��3D��ӡ������ PSAS�ɹ��l��3D��
PSAS�ɹ��l��3D�����c����
- ��HueForge���Sˇ�g��ʹ��3D��ӡ��������
- ��15��3D��ӡ����܊���ð���
- ����ȿ��Y��2021���Ї����պ����I��3D��
- ��ģ��3D��ӡ����������ģ�����p��һ�w��
- ������Brooks�c���պ����_�l�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ��Xenia�M܊��������������Ј����{�誚
- ������߀��FDM��ӡ���������о��ˆT����
- ���P�cȫ�����̘I����3D��ӡ�g�ں���


