�Ϻ���ͨ��W픿��C����PMS����늻��W��������������Y(ji��)��(g��u)����̎���еđ�(y��ng)���о��Mչ
�r�g��2023-04-14 09:03 ��Դ�����όW�W(w��ng) ���ߣ�admin ��x����
���x���������죨AM�����g(sh��)�ļ��ٰl(f��)չ�O��ش��M�˸�������I(y��)�ĔU�����Ķ���(ji��)ʡ�˄ڄ��������Ϻ͕r�g�ijɱ���Ȼ��������ȱ����Ȼ������AM�M���ĝ��ڑ�(y��ng)�÷�������������������F(xi��n)�еĸ��N����̎���У�늻��W���g(sh��)���J���Ǹ��������������ֲڶȣ��Cе���ܣ����g�Ժ����������Ե���ǰ���ķ�����늻��W���g(sh��)�����������еđ�(y��ng)������u�ܵ�Խ��Խ����P(gu��n)ע���@헹�����Ҫ�����ڶ����������e��DED�����ĩ�����ڣ�L-PBF������Ľ����ϣ�������(j��)�ܽ�����ϵ�y(t��ng)���u���˽���AMed����늻��W��(y��ng)�õĬF(xi��n)��֪�R�wϵ������(j��)�ܽ������IJ�ͬ�^(q��)���g����������c�g������B��늻��W���g(sh��)���m��ԭ�������M����ȫ��Ԕ�����U����ȫ��ӑՓ��늽�Һ��͡�늻��W����(sh��)���������ԡ�늻��W��(y��ng)�üӹ���������ҪӰ����ء����Ԕ����B��늻��W���g(sh��)�Ļ����������Ժ͌��H��(y��ng)�á��@헹����_���ˬF(xi��n)�пƌW�J�R�еIJ�࣬��������늻��W�����ڹ��I(y��)��(y��ng)����AMed�������̎���е�ǰ����
�������죨AM�����ڏص�׃����I(y��)�������Ч���c��Ҏ(gu��)ģ���a(ch��n)���`������Y(ji��)�ϡ���������������I(y��)���ص�׃�ӹ�Ч�ʡ��ɱ��ͽ�؛�r�g���������켼�g(sh��)����һ�����SӋ��C�o���O(sh��)Ӌϵ�y(t��ng)��3D CAD�������Sֱ�����졣��������������켼�g(sh��)�l(f��)չѸ�٣��������O(sh��)Ӌ���ɶȸߡ�������ˮƽ�ߡ��аl(f��)Ч�ʸߡ��b�䲽�E�١��a(ch��n)Ʒ�_�l(f��)���ڶ��Լ�ԭ���������ʸߵȶ������c���ܵ������P(gu��n)ע���c���y(t��ng)���T�����������ȣ�AMed �������������Ծ��и��ߵ�Ӳ�ȡ��������ȣ��F(xi��n)��Խ��Խ��ؑ�(y��ng)���������������t(y��)������Դ�I(l��ng)��
Ȼ���������ܽ�������đ�(y��ng)��Ҫ��o��ͨ�^����AMed����Ďξ��Ⱥͱ����|(zh��)�����F(xi��n)���@������AMed������_�l(f��)�͌�ʩ���p�����������߿���AMed����ı���❍�Ⱥ͙Cе���ܡ��pȥ����·���������ӹ������⡢���⒁�⡢��ĥ����ĥ����������W�Cеƽ̹�����ŷے��⡢ĥ�������ӹ���늻��W���� ��EP�� ���@Щ�ӹ������ڵ���ĥ�p���ӹ�Ч�ʡ�����ȥ���͑�(y��ng)�÷����ȷ�����Ѓ�(y��u)ȱ�c����ˣ���̎�����ɱ���،������a(ch��n)���E�ͳɱ����ӡ��c AM ��ȣ�һЩ���s�ĽY(ji��)��(g��u)�������ڹ��߿��L���Բ�����y��ͨ�^���y(t��ng)�p�ļ��g(sh��)����̎�������⣬�ߜغ���ĥ�pҲ�����˼ӹ�Ӳ�|(zh��)���ϕr�ļӹ�Ч�ʣ������P䓺ͻػ�䓡�Ӳ����懻�⁻��Ͻ��@�����ɱ���،����~������첽�E�ͳɱ��� AMed ����ĸ��߱����|(zh��)����̽������M�p������Ļ���Ŀ�ġ�
�ڱ����ԺͿ����Է��棬EP��һ�N���ھֲ�ꖘO�ܽ����ǰ;�Ĝp�����켼�g(sh��)�����зǽ��|���o��ˇ����Ě�����(y��ng)�����o���ƹ������Π�o����p�����܉��M�оֲ���ȫ�ּӹ������ڿ��Ƶļӹ�����(sh��)�ߒ���Ч�ʵ�һϵ�мӹ����ԡ��ڑ�(y��ng)��EP����߱���ֲڶȕr�������Č������Ψһ��Ҫ���@�ṩ�ˏV���đ�(y��ng)��ǰ�����������y(t��ng)��ܛ�Ͻ��Ӳ�Ͻ𡣌��ڽ���AMed��������g�����˽�EP������Ĥ�γəC���ı�����Ե���Ҫ�u���������mȻ�����g����ȡ�Q�ڽ��ٻ���ij�ʼ�����|(zh��)������EP���ؿ��ܕ�Ӱ����ɵ��g��Ĥ�İl(f��)���ͷ�(w��n)���ԡ�����EP�ڃ�(n��i)��늻��W���g(sh��)�ѽ�(j��ng)���S����������о�����߱����|(zh��)�������nj�늻��W���g(sh��)��(y��ng)���ڸ��N����AMed�����Ȼ��������(zh��n)�ԣ�ԓ���g(sh��)���_�l(f��)��Ҫ��ͬ�IJ����͑�(y��ng)��Ҫ��
���������ں��պ��졢�����t(y��)�W����܇���T���I(l��ng)��Ŀ��ٰl(f��)չ����늻��W��ˇ����˸��ߵ�Ҫ��AMed�����ĽY(ji��)��(g��u)���|(zh��)�����������g(sh��)��������ĩ��AM�^���б����ĩ�w��δ��ȫ�ۻ�������A�ݠ�Ч��(y��ng)���Լ�Ӌ��Cģ���c��Ƭ���Բ�ƥ����AMed��������Ҋ�ăɂ����}�����������˴��͏��s��������ں��պ�����P(gu��n)�I�I(l��ng)����Ƃ�͑�(y��ng)�á�������AMed��������ı����|(zh��)��������ֲڶȡ��ߴ���Π�ȣ����p��ȱ�ݺ���ߙCе���ܣ��g�ԡ����ȡ�ƣ�ڣ��ѳɞ���N����AM�I(l��ng)�����Ҫ�о�����Ȼ�����F(xi��n)�е�EP���g(sh��)��AMed��������еđ�(y��ng)���о���༯����EP��ˇ�ă�(y��u)���ϣ���������AM��ˇ�c늻��W�ɼӹ���֮�g������á�
����һ�N�ǽ��|ʽ��̎�����g(sh��)��EP���g(sh��)�ڏ��s�Π�A(y��)Med��������ϵđ�(y��ng)�����ڳɞ��о����c��������������늻��W���g(sh��)�Y(ji��)�϶�N��̎�����g(sh��)�Ļ�����켼�g(sh��)�l(f��)չ�����]��Ŀǰ���е��о���Ҫ������DED��LPBF����Ľ����ϣ�������ճ�Y(ji��)������AM��
�Ϻ���ͨ��W���ϿƌW�c���̌WԺ�طN�����о������Ƃ��vϯ���ڈF��ڿ��Y(ji��)�F(xi��n)��AM���g(sh��)�����c���m���Ժ�ȱ�c�ı����£���늻��W����(sh��)�Ͳ����Ƃ�ȷ���ӑՓ�˻�������ܶ�-늉����������^(q��)���g����������g�̣���늻��W���g(sh��)��ԭ�������ء�
���P(gu��n)�о��ɹ����}��Application of electrochemical polishing in surface treatment of additively manufactured structure: A review���l(f��)�����ڿ�Process in Materials Science�ϡ�




�������죨AM�����ڏص�׃����I(y��)�������Ч���c��Ҏ(gu��)ģ���a(ch��n)���`������Y(ji��)�ϡ���������������I(y��)���ص�׃�ӹ�Ч�ʡ��ɱ��ͽ�؛�r�g���������켼�g(sh��)����һ�����SӋ��C�o���O(sh��)Ӌϵ�y(t��ng)��3D CAD�������Sֱ�����졣��������������켼�g(sh��)�l(f��)չѸ�٣��������O(sh��)Ӌ���ɶȸߡ�������ˮƽ�ߡ��аl(f��)Ч�ʸߡ��b�䲽�E�١��a(ch��n)Ʒ�_�l(f��)���ڶ��Լ�ԭ���������ʸߵȶ������c���ܵ������P(gu��n)ע���c���y(t��ng)���T�����������ȣ�AMed �������������Ծ��и��ߵ�Ӳ�ȡ��������ȣ��F(xi��n)��Խ��Խ��ؑ�(y��ng)���������������t(y��)������Դ�I(l��ng)��
Ȼ���������ܽ�������đ�(y��ng)��Ҫ��o��ͨ�^����AMed����Ďξ��Ⱥͱ����|(zh��)�����F(xi��n)���@������AMed������_�l(f��)�͌�ʩ���p�����������߿���AMed����ı���❍�Ⱥ͙Cе���ܡ��pȥ����·���������ӹ������⡢���⒁�⡢��ĥ����ĥ����������W�Cеƽ̹�����ŷے��⡢ĥ�������ӹ���늻��W���� ��EP�� ���@Щ�ӹ������ڵ���ĥ�p���ӹ�Ч�ʡ�����ȥ���͑�(y��ng)�÷����ȷ�����Ѓ�(y��u)ȱ�c����ˣ���̎�����ɱ���،������a(ch��n)���E�ͳɱ����ӡ��c AM ��ȣ�һЩ���s�ĽY(ji��)��(g��u)�������ڹ��߿��L���Բ�����y��ͨ�^���y(t��ng)�p�ļ��g(sh��)����̎�������⣬�ߜغ���ĥ�pҲ�����˼ӹ�Ӳ�|(zh��)���ϕr�ļӹ�Ч�ʣ������P䓺ͻػ�䓡�Ӳ����懻�⁻��Ͻ��@�����ɱ���،����~������첽�E�ͳɱ��� AMed ����ĸ��߱����|(zh��)����̽������M�p������Ļ���Ŀ�ġ�
�ڱ����ԺͿ����Է��棬EP��һ�N���ھֲ�ꖘO�ܽ����ǰ;�Ĝp�����켼�g(sh��)�����зǽ��|���o��ˇ����Ě�����(y��ng)�����o���ƹ������Π�o����p�����܉��M�оֲ���ȫ�ּӹ������ڿ��Ƶļӹ�����(sh��)�ߒ���Ч�ʵ�һϵ�мӹ����ԡ��ڑ�(y��ng)��EP����߱���ֲڶȕr�������Č������Ψһ��Ҫ���@�ṩ�ˏV���đ�(y��ng)��ǰ�����������y(t��ng)��ܛ�Ͻ��Ӳ�Ͻ𡣌��ڽ���AMed��������g�����˽�EP������Ĥ�γəC���ı�����Ե���Ҫ�u���������mȻ�����g����ȡ�Q�ڽ��ٻ���ij�ʼ�����|(zh��)������EP���ؿ��ܕ�Ӱ����ɵ��g��Ĥ�İl(f��)���ͷ�(w��n)���ԡ�����EP�ڃ�(n��i)��늻��W���g(sh��)�ѽ�(j��ng)���S����������о�����߱����|(zh��)�������nj�늻��W���g(sh��)��(y��ng)���ڸ��N����AMed�����Ȼ��������(zh��n)�ԣ�ԓ���g(sh��)���_�l(f��)��Ҫ��ͬ�IJ����͑�(y��ng)��Ҫ��
���������ں��պ��졢�����t(y��)�W����܇���T���I(l��ng)��Ŀ��ٰl(f��)չ����늻��W��ˇ����˸��ߵ�Ҫ��AMed�����ĽY(ji��)��(g��u)���|(zh��)�����������g(sh��)��������ĩ��AM�^���б����ĩ�w��δ��ȫ�ۻ�������A�ݠ�Ч��(y��ng)���Լ�Ӌ��Cģ���c��Ƭ���Բ�ƥ����AMed��������Ҋ�ăɂ����}�����������˴��͏��s��������ں��պ�����P(gu��n)�I�I(l��ng)����Ƃ�͑�(y��ng)�á�������AMed��������ı����|(zh��)��������ֲڶȡ��ߴ���Π�ȣ����p��ȱ�ݺ���ߙCе���ܣ��g�ԡ����ȡ�ƣ�ڣ��ѳɞ���N����AM�I(l��ng)�����Ҫ�о�����Ȼ�����F(xi��n)�е�EP���g(sh��)��AMed��������еđ�(y��ng)���о���༯����EP��ˇ�ă�(y��u)���ϣ���������AM��ˇ�c늻��W�ɼӹ���֮�g������á�
����һ�N�ǽ��|ʽ��̎�����g(sh��)��EP���g(sh��)�ڏ��s�Π�A(y��)Med��������ϵđ�(y��ng)�����ڳɞ��о����c��������������늻��W���g(sh��)�Y(ji��)�϶�N��̎�����g(sh��)�Ļ�����켼�g(sh��)�l(f��)չ�����]��Ŀǰ���е��о���Ҫ������DED��LPBF����Ľ����ϣ�������ճ�Y(ji��)������AM��
�Ϻ���ͨ��W���ϿƌW�c���̌WԺ�طN�����о������Ƃ��vϯ���ڈF��ڿ��Y(ji��)�F(xi��n)��AM���g(sh��)�����c���m���Ժ�ȱ�c�ı����£���늻��W����(sh��)�Ͳ����Ƃ�ȷ���ӑՓ�˻�������ܶ�-늉����������^(q��)���g����������g�̣���늻��W���g(sh��)��ԭ�������ء�
���P(gu��n)�о��ɹ����}��Application of electrochemical polishing in surface treatment of additively manufactured structure: A review���l(f��)�����ڿ�Process in Materials Science�ϡ�
朽ӣ�https://www.sciencedirect.com/sc ... i/S0079642523000415
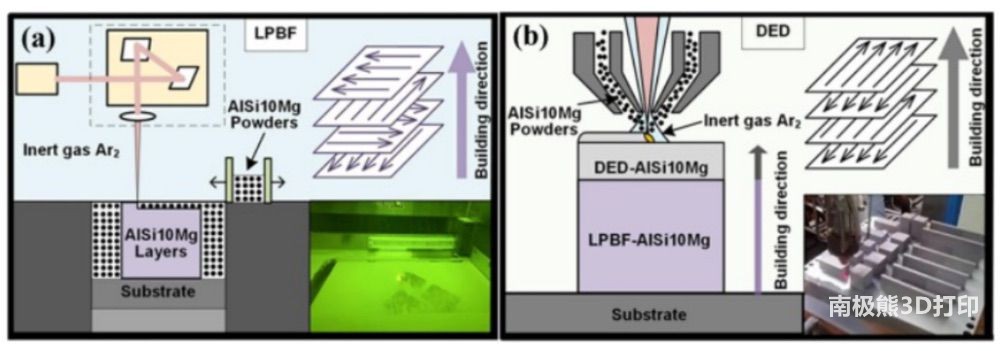
�D1AM��늻��W��(y��ng)�õ�һ���wϵ�Y(ji��)��(g��u)��
�D2��a��L-PBF�ͣ�b��DED��ʾ��D��ˇ��Ƭ��
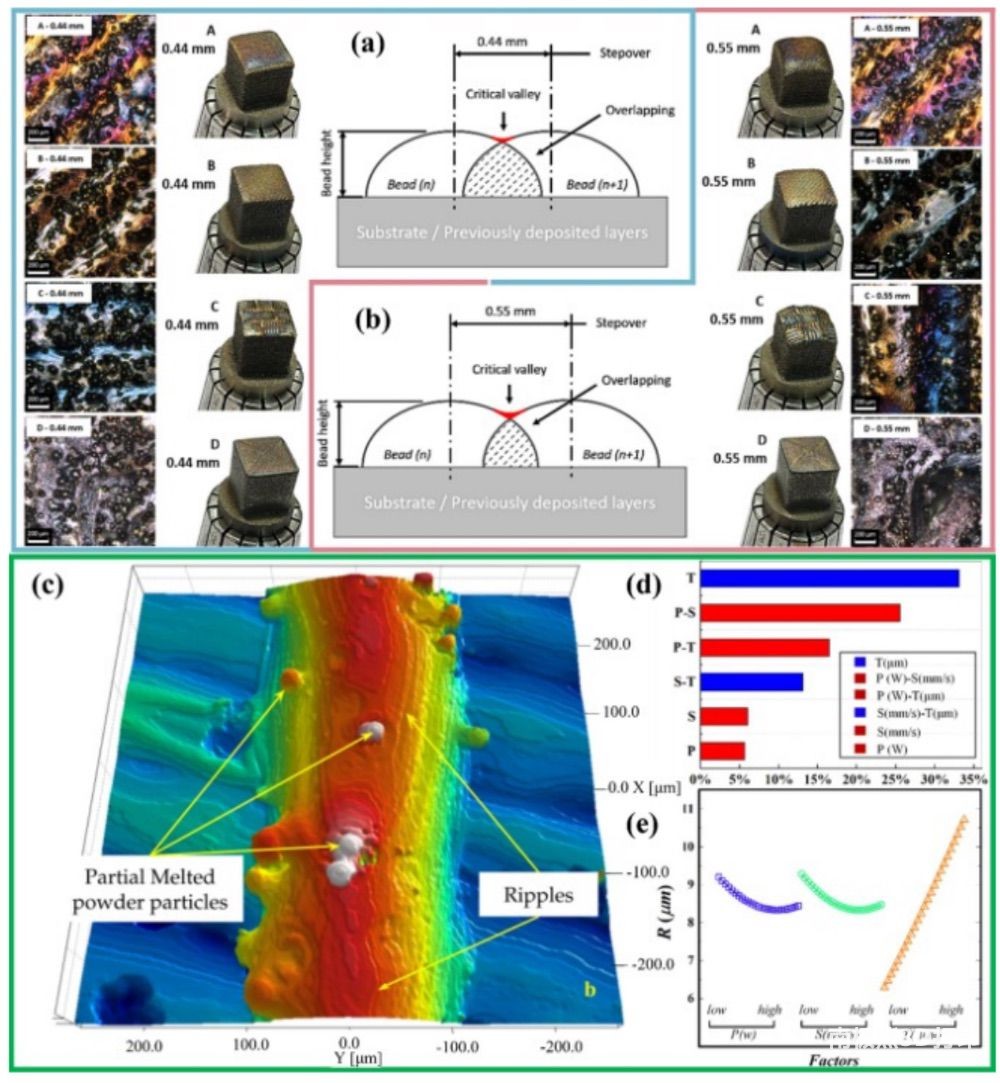
�D3�ɷN�����ķN���e���ԣ�A�����ԣ�B����X�Σ�C����P��D��݆����Ų��ԣ��ĽM�ό�DED�^����플��@��Ƭ��Ӱ푣���a��0.44
mm�ͣ�b��0.55 mm����c��
L-PBF��ˇ�І�܉�ķǽ��|ʽ݆���x��ò������ճ���IJ����ۻ���ĩ�w�������̲��y����(j��ng)�����īI�S���M���ģ�����D-E������ֲڶȌ�푑�(y��ng)��ؕ�I�ʣ��Լ�L-PBF��ˇ����(sh��)������ʡ��Ӻ�Ⱥ͒����ٶȣ�������ֲڶȵķ��������
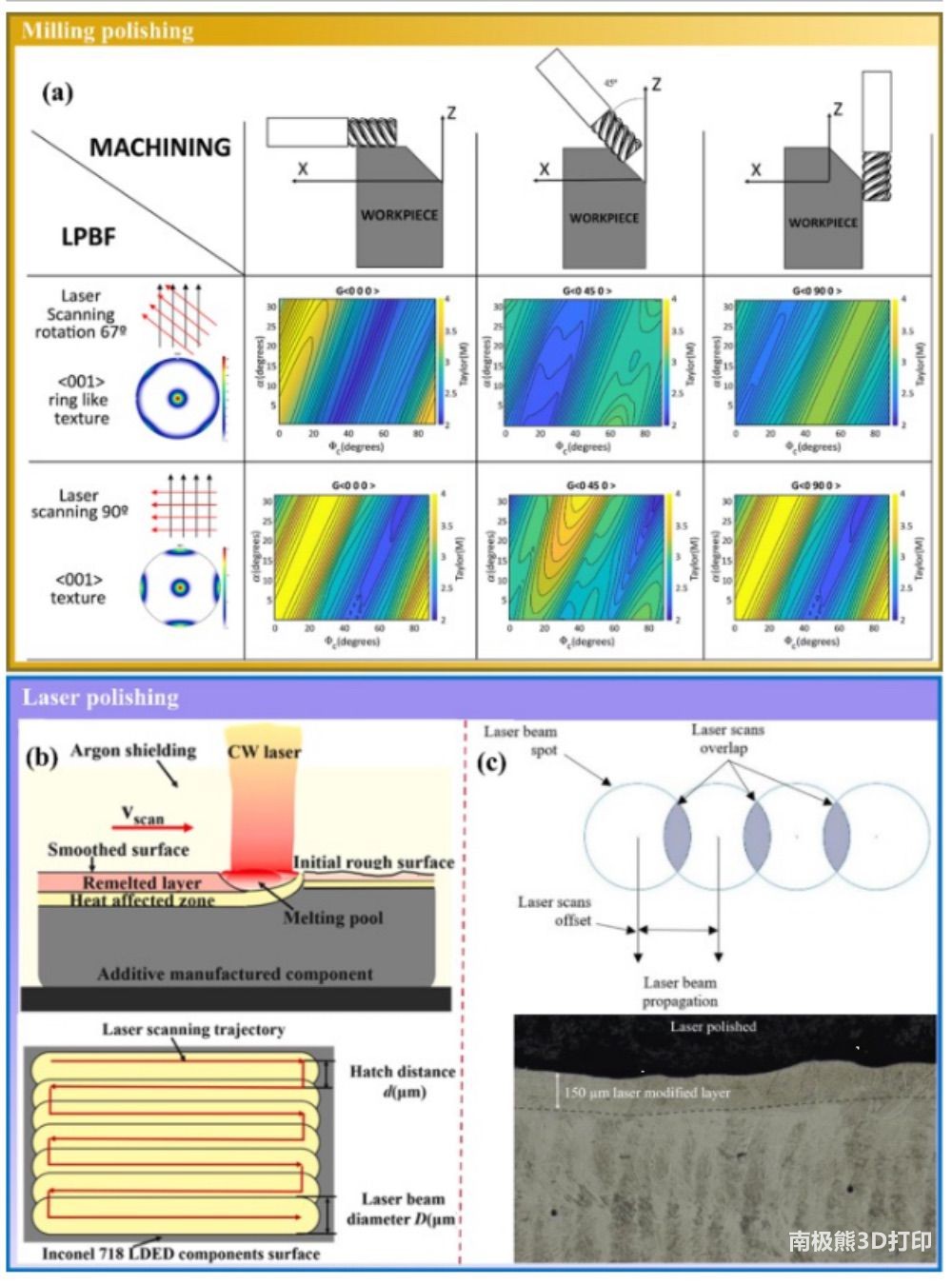
�D4���y(t��ng)�ĺ�̎�����g(sh��)��a��L-PBF������^������õ�ȡ��ֲ�����(sh��)ģʽ���������������⒁�ˇ��ʾ��D�͒�����ԡ�
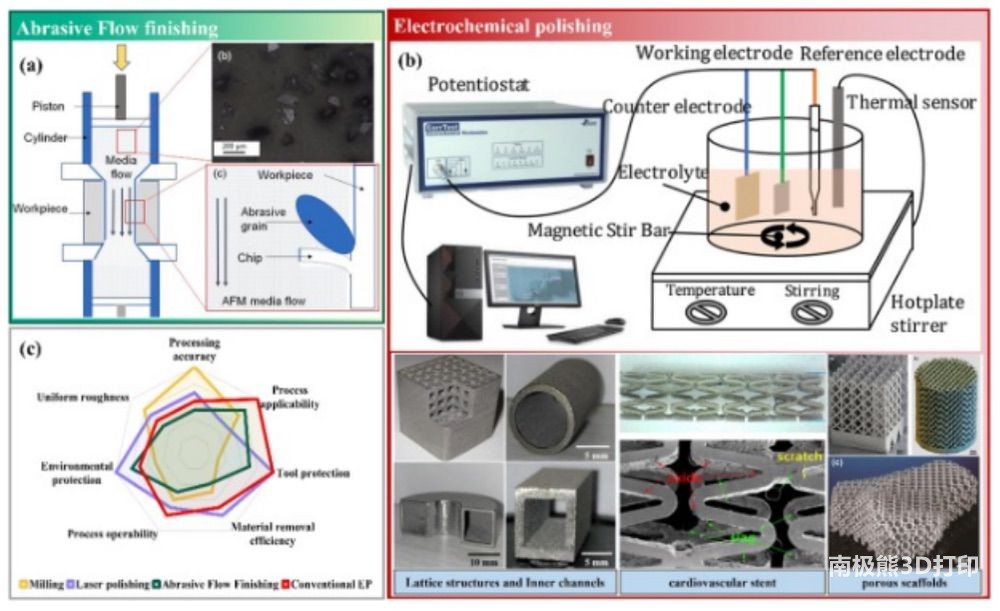
�D5��a��ĥ�������ӹ���ˇ��̼���裨SiC��ĥ�ϡ���b�� EP��ˇ�Č���O(sh��)�ú�EP��(y��ng)�õď��sAM�Y(ji��)��(g��u)����c�� ��Ҏ(gu��)EP�c������Ҏ(gu��)��̎�������_�D������
�D7�����ϺϽ�X��ꖘO�O��������ͬ�ܽ��A�ε��^�Y(ji��)��(g��u)��׃��
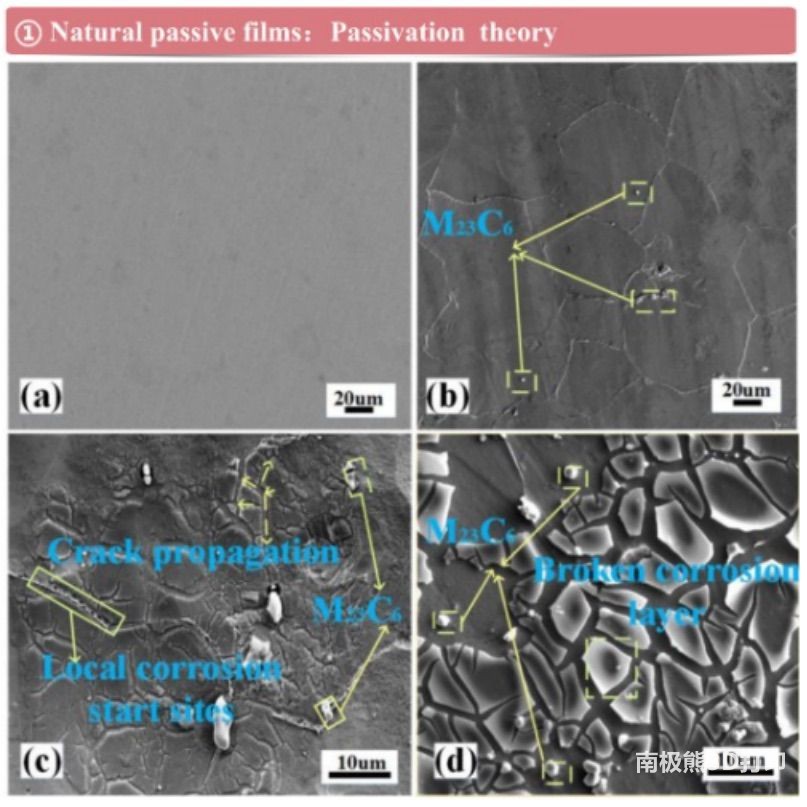
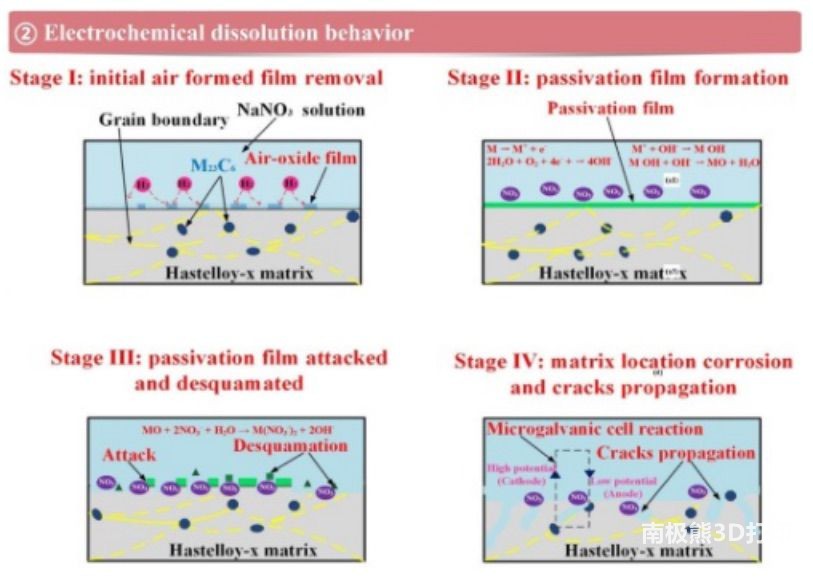
�D8Hastelloy X �� NaNO3 ��Һ�е�늻��W�ܽ��О�ʾ��D
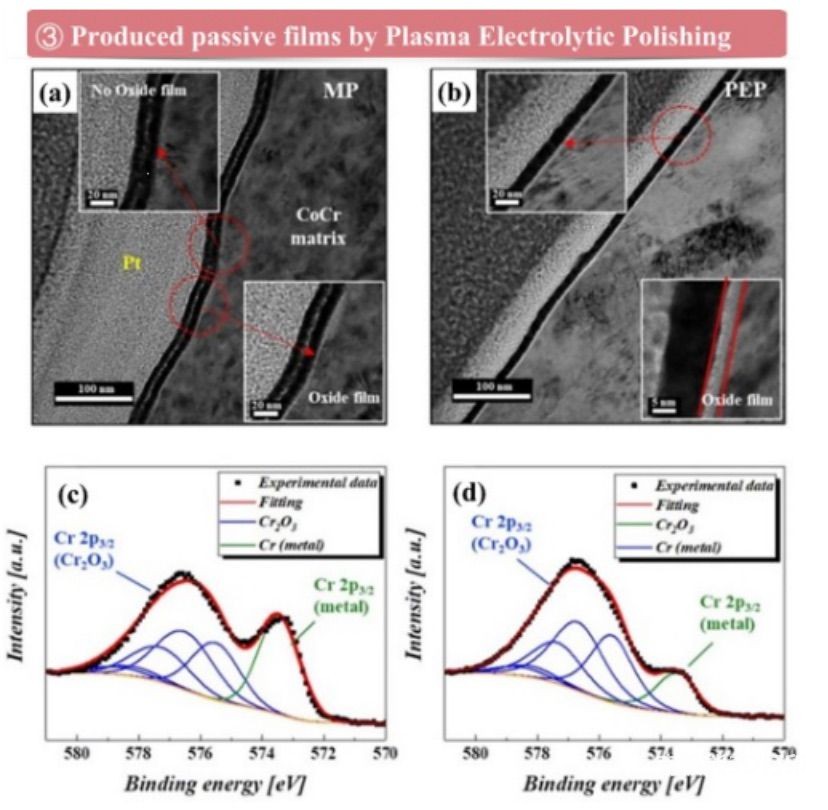
�D9��a���Cе����ͣ�b�����x��늽⒁��ͣ�c��d������(y��ng)��XPS���V��CoCr�Ͻ�����Ĥ��TEM�D��
�D10��a�� �λ�͜ضȌ�AM Ti�Ͻ�ֲ����g��Ӱ�ԭ����������������b���ѯBƽ��ͣ�c����(c��)ƽ��Ĝض�-����ܶȵ�׃����
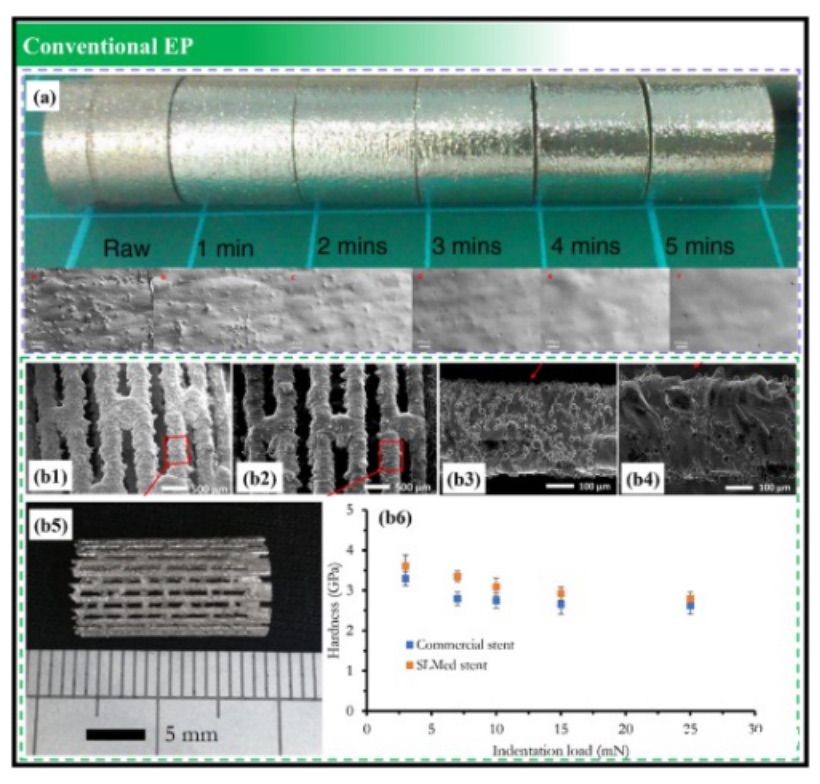
�D11��A1-A4��������܄���늽⒁��� 5 ���늽⒁�� SLM ���ϺϽ� X �A���ܘ�Ʒ����Ƭ SEM �D��DS����Ƥ����������ƤSW����(c��)�ں�����(y��ng)��Raֵ��b���ͱ���Ӳ����׃��c������EP�r�g�ĺ���(sh��)��
�D12��a��SLM�t��F�Ͻ�718�ܘ�Ʒ��EP��1��5��犵ı�����׃����B1-B5��SLM����늽⒁�⣨�ң�֧�ܵ�SEM�D���Լ�SLM������֧�ܵĜy����b6��Ӳ�ȡ�
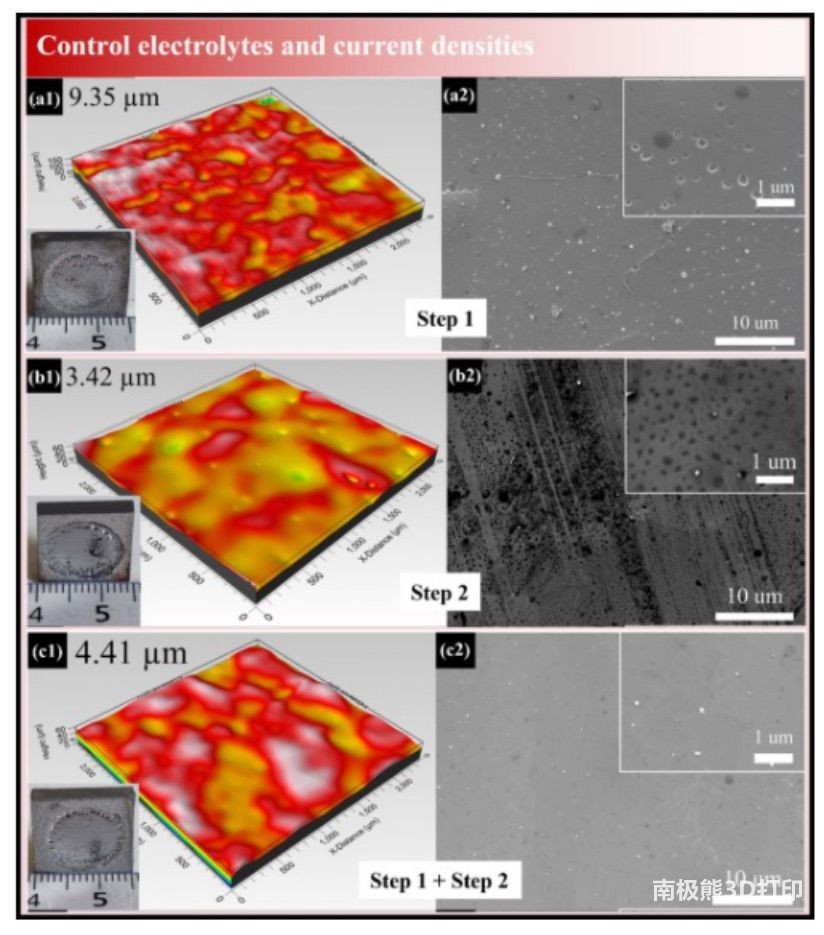
�D13���M�˂��y(t��ng)�� EP ��ˇ����A-C��ͨ�^����늽�Һ��ͺ�����ܶȵĒ���L-PBF 316L���P䓵���ò��SEM�D��
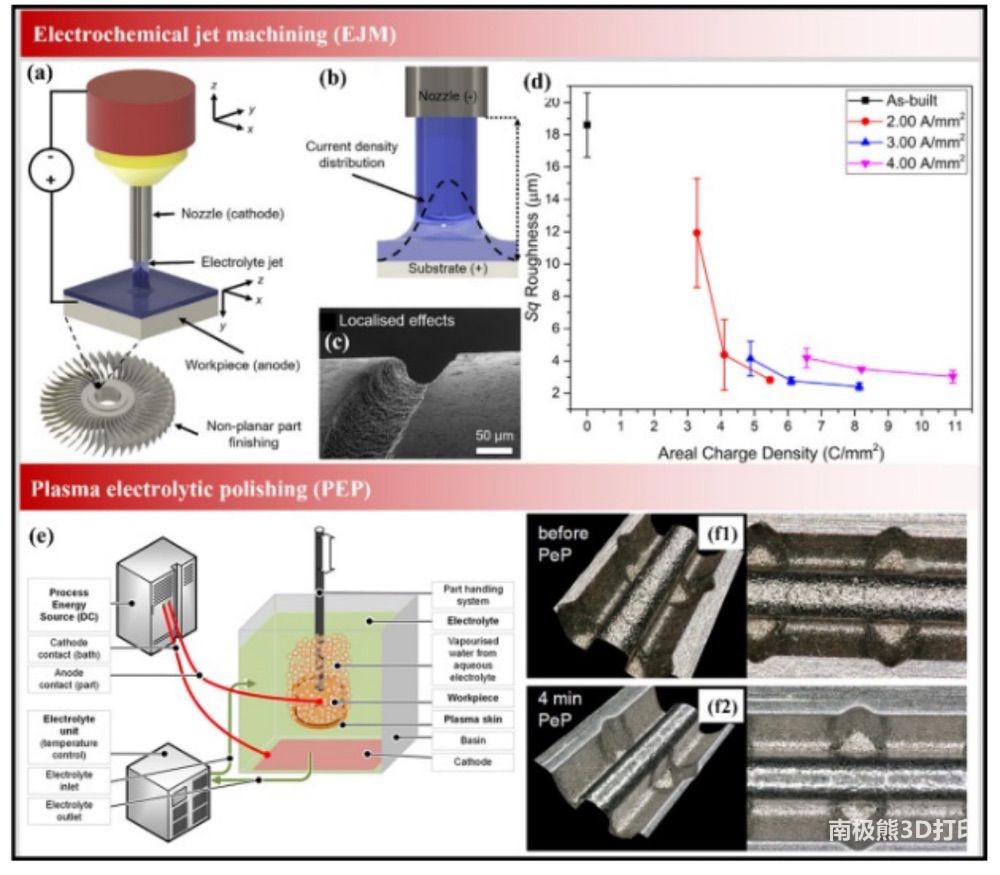
�D15����Ԫ��늽�Һ����ӹ���EJM���ͣ�d��ͨ�^�{(di��o)��(ji��)늺��ܶȁ����ͱ���ֲڶȵ�ԭ������e-f���@�R�D��͵��x��늽⒁��ԭ����PEP���Լ�����SLM CoCr���������g�Ը��M��
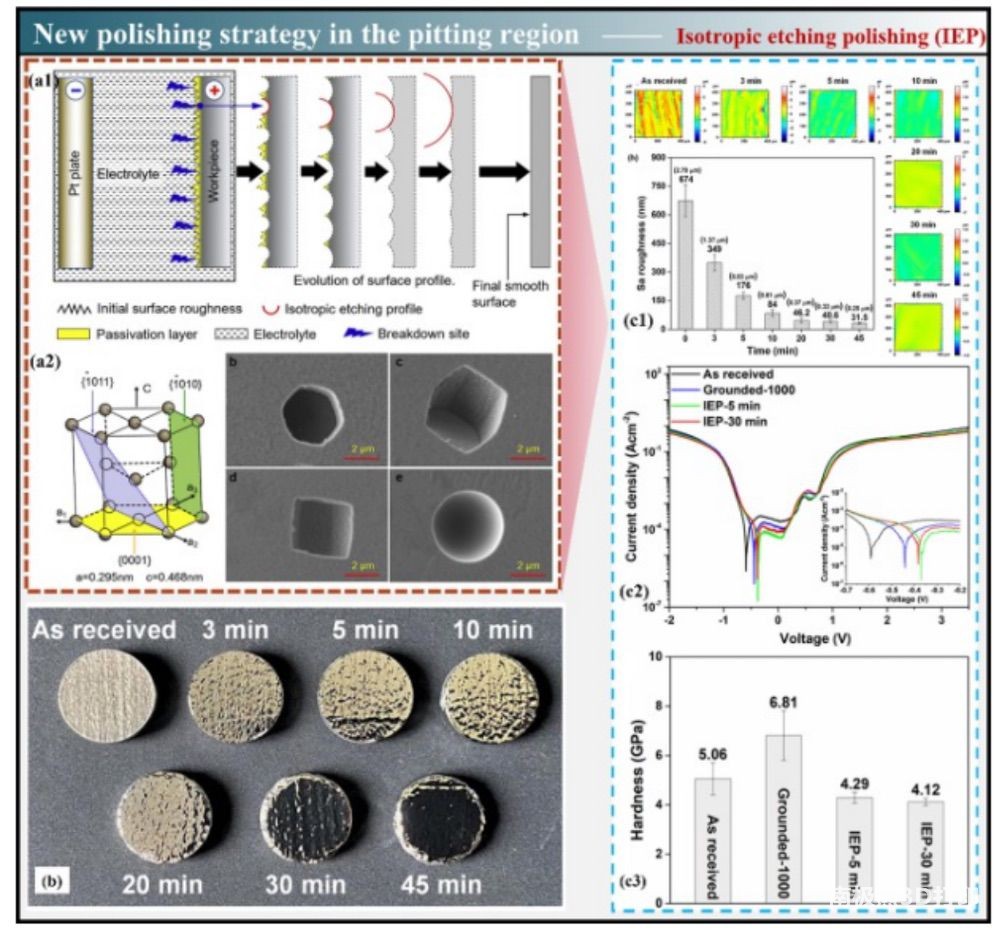
�D16��a�� ����ͬ���g�̒��⣨IEP��ʾ��D����b�� ��ͬ�r�g��SLM IN718����D��c�� ��������ӵغ� IEP SLM IN718 �ı���ֲڶȡ����g�Ժ�Ӳ�ȱ��^��
�D17��a�� SLM
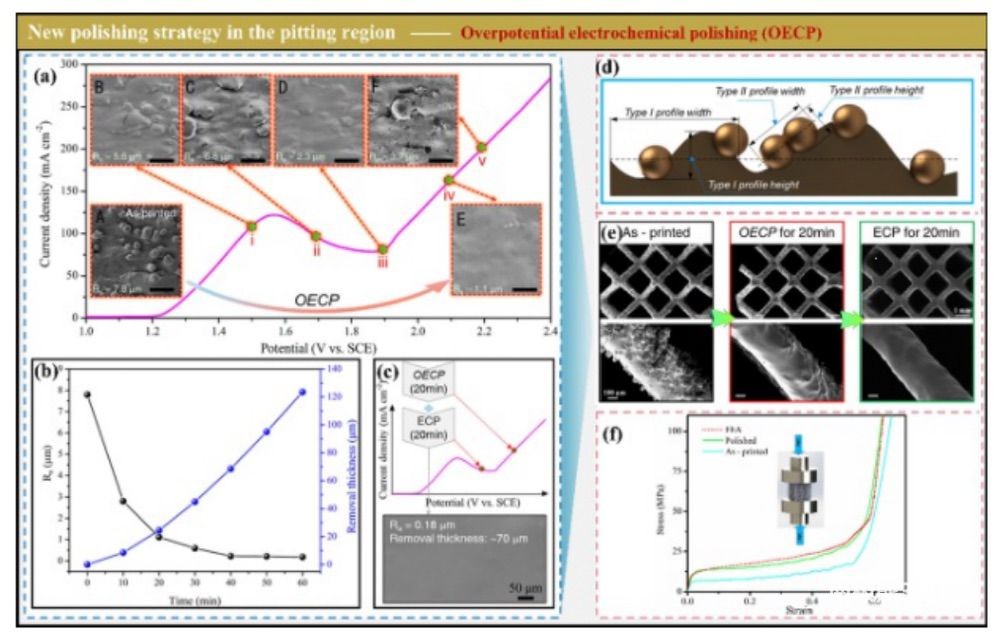
316L���P���20�����ͬ����r�g�µĒ���Ч�ʺ��|(zh��)�����^������-�����^�λ늻��W���⣨OECP�����g�ı���ֲڶ��u����ȥ����ȡ���d��
AMed������I�ͺ�II�ͱ��档��e-f��OECP�ͳ�Ҏ(gu��)EP��(y��ng)����AMed����֧��������(y��ng)�ĺ��^���s��(y��ng)��-��(y��ng)׃������
�D21(a) L-PBF Inconel 625 �ı���ֲڶȽ���׃���c EP �r�g���P(gu��n)ϵ�� (b) EP 10��20 �� 30 ��犺� SLM �R���w�rЧ䓵ı�����ò�� (c) �� 1 (c1�Cc4) �� 20 ml (c5�Cc6) H2SO4 ��Ȟ� 100 ml �״���늽��|(zh��)�У�SLM IN718 ���γɵ��g�̿��ΑB(t��i)��
(؟�ξ���admin)

��һƪ���ɂ�����ģ�M���ݣ���˽��ӆ�ơ�3D��ӡȫ���ÓQ�g(sh��)�����ʩ
��һƪ��Burloak �@������˾�z�y�J�C����ʹ��X�侀Ӌ��C���Ӓ���z�y���������X���
��һƪ��Burloak �@������˾�z�y�J�C����ʹ��X�侀Ӌ��C���Ӓ���z�y���������X���
 �������M�մɹ�˾ʹ��Lith
�������M�մɹ�˾ʹ��Lith Xenia�M܊�������������
Xenia�M܊������������� �о��ˆT����3D��ӡ��ģ��
�о��ˆT����3D��ӡ��ģ�� ����Brooks�c���պ����_�l(f��)
����Brooks�c���պ����_�l(f��) ��AHM����3D��ӡ�黼�߶�
��AHM����3D��ӡ�黼�߶� MB Therapeutics�cLynxter
MB Therapeutics�cLynxter����(n��i)��
- ���������M�մɹ�˾ʹ��Lithoz���g(sh��)��һ��
- ��Xenia�M܊��������������Ј����{�誚
- ���о��ˆT����3D��ӡ��ģ���_�l(f��)��������
- ������Brooks�c���պ����_�l(f��)�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ����������������ʹ��3D��ӡ����߳�����
- ��HYP3D�Ŀ�����մ�3D��ӡ���a(ch��n)�߉����
- ���Ĵ����������������Ƅ�iLAuNCH�Ŀ��
- ��Restor3dʹ��Formlabs 3D��ӡ�턓(chu��ng)����
���]��(n��i)��
 ������܊���M3Dɰ
������܊���M3Dɰ 3D��ӡ���Ի�����
3D��ӡ���Ի����� �����ݿ����t(y��)Ժ��
�����ݿ����t(y��)Ժ�� ��ʿ�m�Ƽ���W3D
��ʿ�m�Ƽ���W3D ȫ��3D��ӡ������
ȫ��3D��ӡ������ PSAS�ɹ��l(f��)��3D��
PSAS�ɹ��l(f��)��3D�����c��(n��i)��
- ��HueForge���Sˇ�g(sh��)��ʹ��3D��ӡ��(chu��ng)������
- ��15��3D��ӡ����܊��(y��ng)�ð���
- ����ȿ��Y(ji��)��2021���Ї����պ����I(l��ng)��3D��
- ��ģ��3D��ӡ����������ģ�����p��һ�w��
- ������Brooks�c���պ����_�l(f��)�����ܸ���3D
- ����AHM����3D��ӡ�黼�߶��ơ�һ��һ��
- ��MB Therapeutics�cLynxter�������Ƴ��
- ��Xenia�M܊��������������Ј����{�誚
- ������߀��FDM��ӡ���������о��ˆT����
- ���P�cȫ�����̘I(y��)����3D��ӡ�g�ں���


