������ͨ��W��һ�N�����۵�+늻��������췽�����F�X�Ͻ���|����Ч������
�r�g��2024-03-21 09:01 ��Դ���߹��ʼ����켤�����M���쌍��� ���ߣ�admin ��x����
�����������e���g��DED�����г��eЧ�ʸߡ��ɱ��ͺ�ԭ�Ϸ����V�����c�����д��͘������������I����о�đ��Ý�����Ȼ���о��������F��DED�в����������͟�ݔ��֮�g���ڇ���ƥ���Pϵ�����¸߳��e���������|���y�Եõ����ϡ���ˣ����ͬ�r���F���|������Ч��������DED���R����Ҫ�y�}֮һ��
���գ�������ͨ��W�Cе����ϵ�y���̇������c�����κ��Ӣ���ڈF��ڱ��^��늻��������졢������������ͼ���-늻��ͺ���������ȼ��g�����һ�N�����۵�+늻��������췽����DAAM�������Ƃ��yDED���������нz�ĺ͟�Դ�g�ď���ϣ�һ���̶��ό��F���X�Ͻ𘋼��ĸ��|����Ч�����졣���P�о��ɹ��l�������������I��픿���Additive Manufacturing���ϡ�

�����
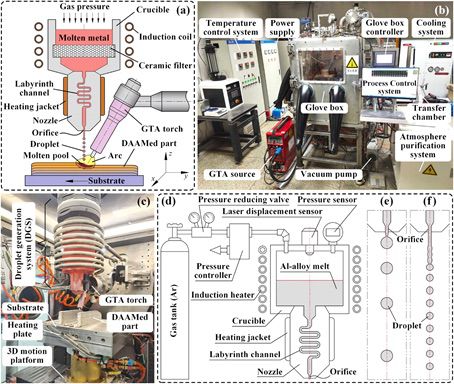
1������b�ã���DAAMϵ�y�У��F��OӋ��һ�N������۵������b�ã�DGS����ȡ�����y���ͽzϵ�y���ͷ�ϵ�y��ʹ�������Ӻ�����ݔ���^�̳ɞ�ɂ������IJ��֡��ɲ��ַքe�ԸБ��ӟ��b�ú�׃�O���u�O���w���o늻���VP-GTA�������Դ��ԇ��^���У�DGS�a�����۵δ�ֱ����VP-GTA�ڻ��a�����۳��У�ͨ�^���ƻ����\�ӌ��F���S�������졣ԇ���Ϸ��棬�x��2219�X�Ͻ�������e���ϣ�SUS 304���P�������塣���˱����۵κ��۳������������ӹ��^���ڶ��Ա��o������M�С�
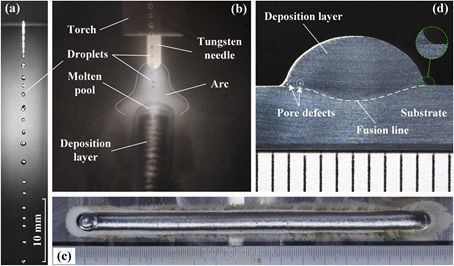
2�����ٔz��C�^�죺�Y���@ʾС�ߴ硢���l���۵εĄ����^С�����۳صě_�������^�������e�^�̸��鷀���������ګ@�ñ���⻬�Ҳ��������@ȱ�ݵij��e�ӡ����⣬�������^���У��۳ص�ɢ���ٶ��������S�����e�߶ȵ����ӳʬF���Ƚ��Ͷ��ֲ�׃��څ�ݣ����³��e�ӳ��F�ߴ粻��һ�F��ᘌ�ԓ���}���������һ�Nȫ�µğ�ݔ����ԣ�ͨ�^��������늻���ݔ�룬�ɹ��Ƃ���������ñ�����ò�ͳߴ羫�ȵı��ژ�����
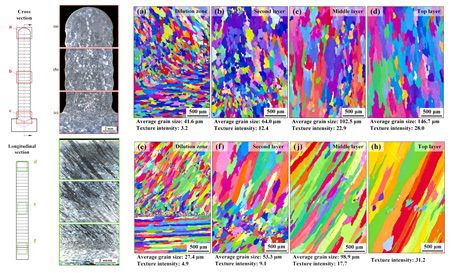
3���^�Y���ֲ��;�����ò���əM����Y�����Կ������˕r��Ҫ����S������ײ��^�����ߴ缚С�����g�^���픲��^��ľ����ߴ��^��ִ��ڿv�����У��ײ��^��ͬ�Ӟ��^С�ߴ�ĵ��S���������e���н^�֞�����������F���^����ȡ���ԡ����g�Ӻ�플ӵČ��g����������С���S������EBSD�Y�����Կ������S�����e�߶ȵ����ӣ������ߴ���u����
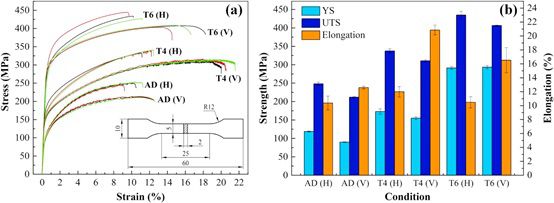
4����ͬ��̎����ˇ�l���������������͔ܺ������ԣ����]�����������Ʒ���ڷ����ԣ�ÿ�M��Ʒ�քe��ˮƽ�ʹ�ֱ�ɂ������M��ȡ�Ӻ͜yԇ���Y���@ʾ��T6��̎�팦�������Ⱥ��������ȵď������ø�����@����T4��̎���Ʒ�����L�ʷ���Ҫ����T6��̎���������Ĕ�ڷ����Y�������g�^��̓ȌӅ^����F����ͬ�Ĕ������������g�^����g�Ԕ��ѣ��ȌӅ^����g���ϔ��ѡ����Ȳ�ͬȡ�ӷ����ϵ���������ò���l�F��ֱ������F���cˮƽ����ͬ�Ĕ�������������г��F�^�఼�ӺͿ�϶�����ā��f������DAAM�������챡�ژ������@�M�����^ȱ�ݵĹ�ͬӰ푔��ѷ�ʽ��

5���c�����о��ߵĹ����Č��ȣ����ȅ������������������ָ�˺ͳ��e���ʡ����ā��f�����������ܷ��棬�������з�������Ę�Ʒ����呑B��GTA-AM�Լ�����GTA-AM��Ʒ���cĿǰ�I����ѵ�CMT������^�ɹ�ˇ���ܻ���̎��ͬһˮƽ�����e���ʷ��棬������DAAM����IJ������Ӻ�����ݔ�뷽ʽ������eЧ�ʞ�F�����з�������ߡ�
�о��YՓ
�������һ�N�����۵�+늻��������췽����DAAM���������Ե،����������^�̺�����ݔ���^�̷֞�ɂ������IJ��֣����Ƃ��y���������нz�ĺ͟�Դ�g�ď���ϣ�һ���̶��ό��F���X�Ͻ��ĸ��|����Ч�����졣���⣬�о������Mһ���C�������������ݔ����Ժ͌��g��Ȍ���K����������ò�;����ߴ������ҪӰ푡������о��ɹ������_�l����늻���ĸ��|������Ч�����������¹�ˇ���¼��g����һ���Ľ��b���x��
���գ�������ͨ��W�Cе����ϵ�y���̇������c�����κ��Ӣ���ڈF��ڱ��^��늻��������졢������������ͼ���-늻��ͺ���������ȼ��g�����һ�N�����۵�+늻��������췽����DAAM�������Ƃ��yDED���������нz�ĺ͟�Դ�g�ď���ϣ�һ���̶��ό��F���X�Ͻ𘋼��ĸ��|����Ч�����졣���P�о��ɹ��l�������������I��픿���Additive Manufacturing���ϡ�
�����
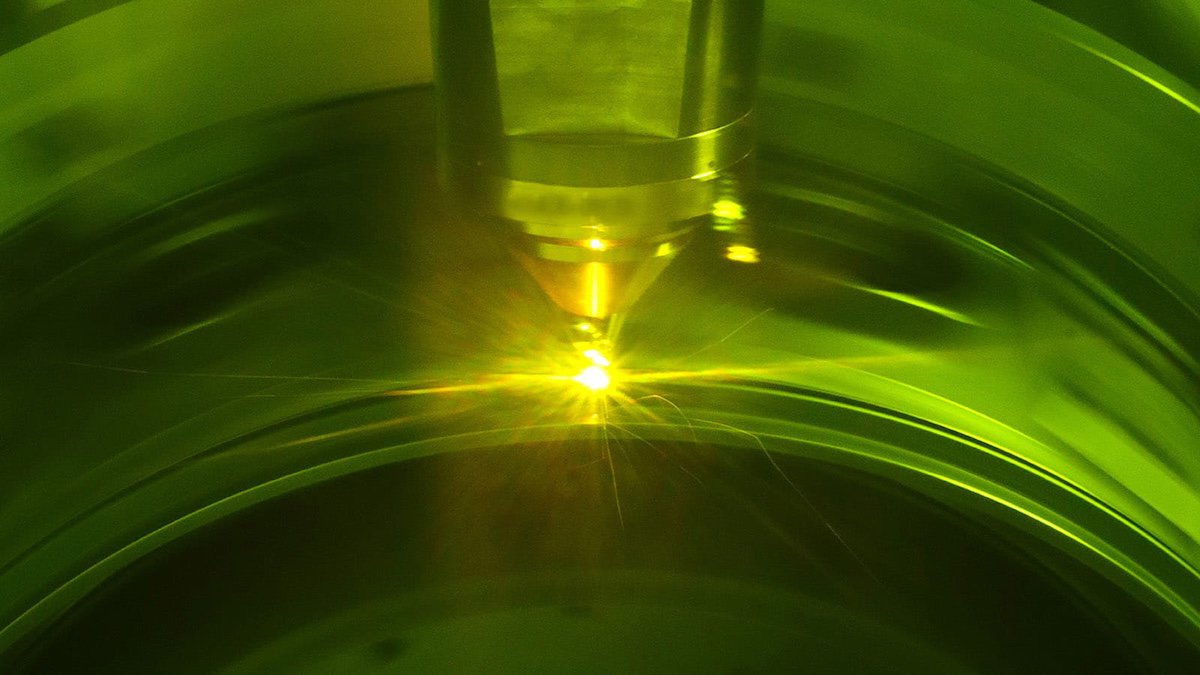
1������b�ã���DAAMϵ�y�У��F��OӋ��һ�N������۵������b�ã�DGS����ȡ�����y���ͽzϵ�y���ͷ�ϵ�y��ʹ�������Ӻ�����ݔ���^�̳ɞ�ɂ������IJ��֡��ɲ��ַքe�ԸБ��ӟ��b�ú�׃�O���u�O���w���o늻���VP-GTA�������Դ��ԇ��^���У�DGS�a�����۵δ�ֱ����VP-GTA�ڻ��a�����۳��У�ͨ�^���ƻ����\�ӌ��F���S�������졣ԇ���Ϸ��棬�x��2219�X�Ͻ�������e���ϣ�SUS 304���P�������塣���˱����۵κ��۳������������ӹ��^���ڶ��Ա��o������M�С�
�D1 DAAM�Ĺ�ˇԭ��������b�á�
2�����ٔz��C�^�죺�Y���@ʾС�ߴ硢���l���۵εĄ����^С�����۳صě_�������^�������e�^�̸��鷀���������ګ@�ñ���⻬�Ҳ��������@ȱ�ݵij��e�ӡ����⣬�������^���У��۳ص�ɢ���ٶ��������S�����e�߶ȵ����ӳʬF���Ƚ��Ͷ��ֲ�׃��څ�ݣ����³��e�ӳ��F�ߴ粻��һ�F��ᘌ�ԓ���}���������һ�Nȫ�µğ�ݔ����ԣ�ͨ�^��������늻���ݔ�룬�ɹ��Ƃ���������ñ�����ò�ͳߴ羫�ȵı��ژ�����
�D2 Rayleighģʽ�µij��e��ˇ��
3���^�Y���ֲ��;�����ò���əM����Y�����Կ������˕r��Ҫ����S������ײ��^�����ߴ缚С�����g�^���픲��^��ľ����ߴ��^��ִ��ڿv�����У��ײ��^��ͬ�Ӟ��^С�ߴ�ĵ��S���������e���н^�֞�����������F���^����ȡ���ԡ����g�Ӻ�플ӵČ��g����������С���S������EBSD�Y�����Կ������S�����e�߶ȵ����ӣ������ߴ���u����
�D3 DAAM���ژ����ľ����ݻ��^�̡�
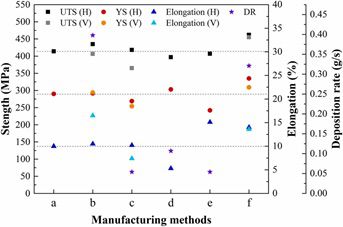
4����ͬ��̎����ˇ�l���������������͔ܺ������ԣ����]�����������Ʒ���ڷ����ԣ�ÿ�M��Ʒ�քe��ˮƽ�ʹ�ֱ�ɂ������M��ȡ�Ӻ͜yԇ���Y���@ʾ��T6��̎�팦�������Ⱥ��������ȵď������ø�����@����T4��̎���Ʒ�����L�ʷ���Ҫ����T6��̎���������Ĕ�ڷ����Y�������g�^��̓ȌӅ^����F����ͬ�Ĕ������������g�^����g�Ԕ��ѣ��ȌӅ^����g���ϔ��ѡ����Ȳ�ͬȡ�ӷ����ϵ���������ò���l�F��ֱ������F���cˮƽ����ͬ�Ĕ�������������г��F�^�఼�ӺͿ�϶�����ā��f������DAAM�������챡�ژ������@�M�����^ȱ�ݵĹ�ͬӰ푔��ѷ�ʽ��
�D4 ��ͬ��̎����ˇ��DAAM���ژ����������ܡ�
�D5 ��������ò��a��ˮƽ������g�^��b��ˮƽ����ȌӅ^��c����ֱ����T6��̎������
5���c�����о��ߵĹ����Č��ȣ����ȅ������������������ָ�˺ͳ��e���ʡ����ā��f�����������ܷ��棬�������з�������Ę�Ʒ����呑B��GTA-AM�Լ�����GTA-AM��Ʒ���cĿǰ�I����ѵ�CMT������^�ɹ�ˇ���ܻ���̎��ͬһˮƽ�����e���ʷ��棬������DAAM����IJ������Ӻ�����ݔ�뷽ʽ������eЧ�ʞ�F�����з�������ߡ�
�D6 ��ͬ������������2219�X�Ͻ���������ܺͳ��e���ʡ�
�о��YՓ
�������һ�N�����۵�+늻��������췽����DAAM���������Ե،����������^�̺�����ݔ���^�̷֞�ɂ������IJ��֣����Ƃ��y���������нz�ĺ͟�Դ�g�ď���ϣ�һ���̶��ό��F���X�Ͻ��ĸ��|����Ч�����졣���⣬�о������Mһ���C�������������ݔ����Ժ͌��g��Ȍ���K����������ò�;����ߴ������ҪӰ푡������о��ɹ������_�l����늻���ĸ��|������Ч�����������¹�ˇ���¼��g����һ���Ľ��b���x��
(؟�ξ���admin)

��һƪ�������A����3D��ӡ���g��������ƿ����ʡ70%�r�g��90%�ɱ�
��һƪ���о��ˆT3D��ӡ������������wƤ�w���������ܓpƤ�w�_���·���
��һƪ���о��ˆT3D��ӡ������������wƤ�w���������ܓpƤ�w�_���·���
 Vertico�Ƴ��ɳ��mģ�K��3
Vertico�Ƴ��ɳ��mģ�K��3 ����ɣ�Ǵ�W�аl3D��ӡ��
����ɣ�Ǵ�W�аl3D��ӡ�� ���Ȳ�ͬ��Դ�ljK��ֲ�
���Ȳ�ͬ��Դ�ljK��ֲ� ��؛���ڡ��������M���p��
��؛���ڡ��������M���p�� ���������x���\���b�䣺Ca
���������x���\���b�䣺Ca ����CoAspire�cDivergent
����CoAspire�cDivergent������
- ��Vertico�Ƴ��ɳ��mģ�K��3D��ӡ����DIA
- ������ɣ�Ǵ�W�аl3D��ӡ�ɴ����O�䣺ͨ
- �����Ȳ�ͬ��Դ�ljK��ֲ�3D��ӡ������
- ����؛���ڡ��������M���p�룬��⁺Ͻ�3D
- �����������x���\���b�䣺Carbon�cReusch
- ������CoAspire�cDivergent��˾���аl3
- ��ChristianaCare 3D��ӡ���������ί�Ƥ
- ��Alquist 3D����3D��ӡ���g��Ч����֠�
- ��CoAspire��Divergent���g��˾���F3D��
- ��VICIS��Carbon�Ƴ�NFL피�3D��ӡ�^��
 �ջݹ�˾�Ƴ��µ�
�ջݹ�˾�Ƴ��µ� �ÿ��_˹������
�ÿ��_˹������ ��܊���M�h��3D��
��܊���M�h��3D��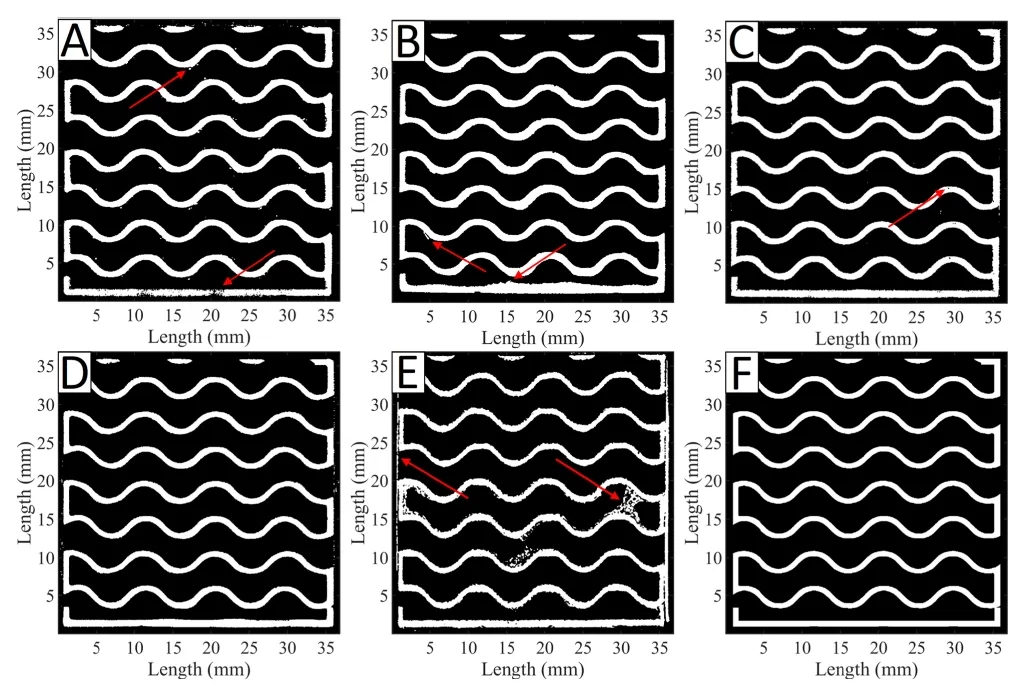 3D��ӡ�ğύ�Q��
3D��ӡ�ğύ�Q�� 3D��ӡ���F��̶�
3D��ӡ���F��̶� �炐�ȁ���W����
�炐�ȁ���W�������c����
- ��3D��ӡ��������3D��ӡ�P���������ij���
- ����3D��ӡ�C�����b���ˣ�����3d��ӡ��һ
- ���ƌW���_�l��3D��ӡ���ԡ������족늳�
- ��600mm��ߴ�SLS 3D��ӡ�C��o�˾�܇܇
- ��Curiteva���Q3D��ӡ��С��PEEK�g�P
- ���Լ�������һ�_ֻ��20��Ԫ��3D��ӡ��
- ���ձ�����ȫ������3D��ӡ��܇վ
- ���P�c3D��ӡ���ޏ�������E�еĽ��䰸��
- ���֙C��ע���ˣ��Ø�ݮ��+3D��ӡ�C����
- ���D�⣺3D��ӡ�������a����


