܊���w�C����������������ޏͼ��g���о��Mչ
�r�g��2023-03-01 14:07 ��Դ�����ղ��όW�� ���ߣ�admin ��x����
܊���w�C�ڷ����^���У�һЩ�P�I���������׃�Ρ�ĥ�p�����g��ԭ����F�Ѽy��ȱ�ݣ����w�C���w�а�ȫ�Լ������������Ӱ�[1]���w�C��������^�ߵĸ���ֵ�������ڲ��ɽ���ȱ�ݵ�δ�_��U�˜�������M�м��r���ɿ����ޏͣ������ڱ����w�C�İ�ȫ�ԡ��������Լ����F�������������[2]���аl������Ч�ĺ��վS���gҲ�DZ��Ͽ�܊�������ă���Ҫ�����ش�Ľ���Ч���͑������x��
���y���w�C��������ޏ���Ҫ�����ڱ���̎�����̺ͺ����ޏͼ��g�����������졢�����۸��������������䇊Ϳ��늻��Ѻ��Լ�����Ħ������[3]���������g�����ޏͳɱ��͡��`���ԏ������g���ó����Լ�ʹ�÷����V�ȃ��ݣ���Ҳ��������Ⱦ�h�����דp�����w���ϡ��ޏͅ^�Y�����������ޏ;����Լ��Ԅӻ��̶��^�͵�ȱ�c[4]��
���������ޏͣ�laser additive repair��LAR�����g�Ǽ����������켼�g�ڽ�������ޏ��I��ľ��w�\�á�ͨ�^������Гp����λ�M�Мʴ_��ģ���_չ���ƻ��ޏͣ������ޏ��ٶȿ졢Ч�ʸ��Լ��ޏͺ�������܃����ȃ���[5]��LAR���g�����w�C�C��ǰ�����l�әC�~Ƭ����β�����u�ۡ�֧���Լ�����ܻ����U�ȓp������������ޏ��Ы@�óɹ��\�ã����������ͨ�^�˶���b�C���ú���C���ˣ����÷��������U�،��ں��վS���I���ܵ������Pע[6]�����Ľ�B���������ޏͼ��g���c���U�����������ޏ��^���г�Ҋ��ȱ����ͣ����Y���������ޏͼ��g��ˇ�������c�Լ��ھS���еđ��ã��������������ޏͼ��gδ�����о����c��څ���M��̽ӑ��
1. LAR���g���c
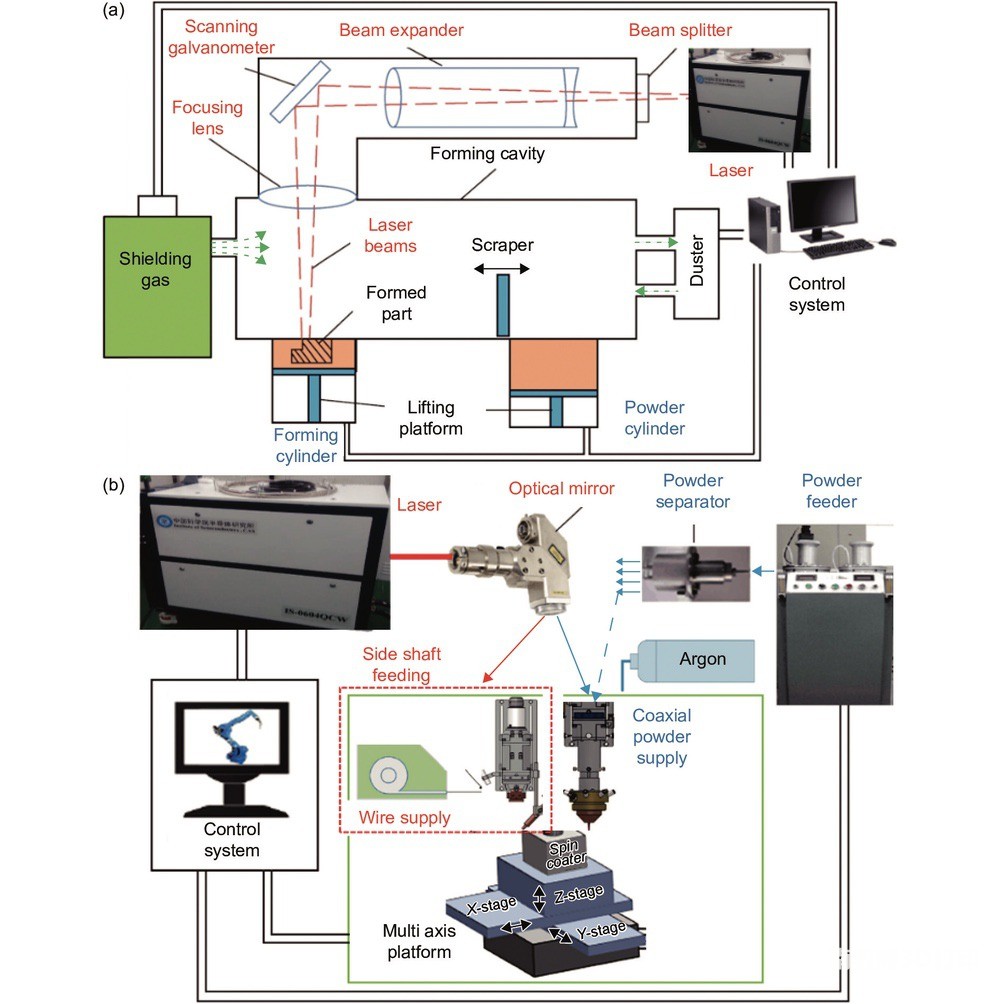
�����������켼�g�Ǽ����۸��ͼ�����ٳ��ͼ��g���ЙC�Y�ϣ���Ҫ�����ٷ�ĩ���߽z�Ğ�ԭ���ϣ���CADĿ�˳���ģ���M�з�̎���������ø��ܼ������ۻ�ԭ���ό��F�ѷe���L���Σ���һ�N�܉���ٌ����s�Y�������S����ģ��ֱ���D���錍�w����Ĕ��ֻ����켼�g[2,5]���ھ��w�\���^���У������A�ý��ٷ�ĩ��ʽ�ķQ���x�^�����ۻ����μ��g������ͬ��ݔ�ͽ��ٷ�ĩ���߽z�ĵķQ�鼤��ֱ�ӳ��e���μ��g�������ⱊ���W�ߣ�������ֱ�ӳ��e���μ��g�Q�鶨���������e���������ֱ�ӳ��Ρ�����������Ρ�ֱ�Ӽ������졢�Π���e�����Լ��������w���εȼ��g[3-6]��
�x�^�����ۻ����μ��g�ǿ��Ƹ������ļ����������A���Ē���·�����ۻ��A��䁸��õĽ��ٷ�ĩ�������۸��ѷe����s���̺���ε�һ�N���g[7-8]�������x�^�ۻ����gԭ��D��D1��a����ʾ������䁷���еĹ�ˇ�������Q�����x�^�����ۻ����μ��g���ڴ��͏��s�������ޏʹ��ھ�����[2,4-6]��
����ֱ�ӳ��e���μ��g���Խ��ٷ�ĩ/�z�Ğ����ԭ�ϣ����ø��ܼ������������������۸��ѷe���Ķ��γɽ�����������켼�g[9-10]����ԭ����D1��b����ʾ��
���S�Ͳķ�ʽ�ӹ�ƽ�_�״�����Ͳķ������^����ݔ�Ͳ��������ܟ�����������·���^����s�r�����S�Ͳķ�ʽ�ij��ο����y�����ӡ�������ͬ�S�Ͳķ�ʽ�t�o�����Ԇ��}���ܱ��C����·�����۸��ӵ�һ���ԣ��Ķ��@�ø���V���đ���[5-6]�����ռ������ͽ��ٷ�ĩ������λ�ã�ͬ�S�ͷ۷�ʽ�ֿɷ֞����ͬ�S�ͷۺ��ͬ�S�ͷ�[6]����D2��ʾ��ͬ�S�ͷ۷�ʽ�Ľ��ٷ�ĩ�c������ͬ��ݔ�����R���ڼ��⽹�c̎����������ĩ�����ʣ��O�了���Ҹ��m�Ͼ��ܳ��Ρ��c���ٷ�ĩ��ȣ��Ƃ�z������ɱ����ͣ����Թ�zͬ�S�����������켼�g�����Ҳ�ܵ��O���Pע[11]��
�c��Ҏ�����۸����g��ȣ������ټ����۸�ʹ�����R���cλ���۳��Ϸ���ͬ�r��߹����ͷ����ąR���ԣ��ּ����������s80%�������ںϽ��ĩ��ʹ��ĩ�������۳�ǰ̎���ۻ����߰��ۻ��Ġ�B���M���pС�˷�ĩ���۳ȵ��ۻ��r�g���p�ټ��⌦���w���ϵğ�ݔ�����������|������[12-13]�������ټ����۸��ij��e�����ɳ�Ҏ�����۸���0.5~2 m/min������20~500 m/min���δ��۸�����܉������0.02~1.0 mm����ֱ�������ޏ��^�����[14]��ԓ���g���и��ߵĹ���Ч�ʣ�����ܴ��泣Ҏ�����۸����g�c���ٳ��ͼ��g��Y�ϣ������������MLAR���g���Mһ���lչ��
����-늻��ͺ��������켼�g�nj������늻����ߵğ�Դ�M�Џͺϣ���ͬ�����ڲ��ϴ��ۻ��^���佻�������܉�a�����ݻ��aЧ��[14]���ڳ����^���У��Ȇ���늻�����ʹ���ϰl���ۻ��������ܷ���늻����܌��۳خa���������ã��ɴ��M��Ŀ����ݳ�����ʹ�κ����L�ľ�������Ķ�������������ה����Ĝp���Լ������ļ�������ʹ�ޏ��㲿�����и��õ����W���ܡ�
�c�����������켼�g��ȣ�LAR���g���������������ԣ���Ҫ�����ޏ͌���ēp����ͺͽY�����c�M�й�ˇҎ��������Ҫ���]�c������w�ĽY��Ч����
�w�C�㲿��LAR��ˇ������Ҫ������
��1��������ϴ�O�䌦ȱ������M����ϴ̎������������M�Пo�p�z�y�ж��p������Լ���ȫ�u�����Y�������������փԘ˜��u������ޏ��ԡ�
��2���ܓp�^����ʽ���ӣ��鷽�㼤�����·������ò�������������ޏ�Ч�������ܓp��λ������˜��M��V�ͻ�U�͵�Ҏ�t��̎������ȱ��ԭʼ���S�OӋ��������������ù��ICT�����S�������x�Ȍ����ޏͅ^���M�о��_�y����
��3����������ģ���g�M�Д���̎�����@�ù�혵����桢ƽ�桢���w���������٘����^���������ޏ�Ŀ��ģ�͡����B�m�����SCADģ���xɢ�ɾ���һ���Ӻ����ķ���Ƭ��������Ƭ݆���OӋ������LAR��ˇ�������D�Q�������Ĕ��ֿ��Ƴ���[15]��
��4�������ޏ�Ŀ��ģ�ͣ��ԓp���������w�����ޏͅ^���M�м����������죬�õ��ޏͺ�������
��5���c�S���փԘ˜��M�бȌ����M�����ܜyԇ�Լ��b�C�z�ȷ�ʽ�_���ޏ�Ч�����z��ޏͺ�����ġ��������ԡ���r��
�C��������LAR���g�ɿ��Y���Ը������ܶȵļ����������Դ���Խ��ٷ�ĩ��z�ĵȞ������ϣ�����CAD��ܛ����Ŀ��ģ���M���A��̎����ͨ�^����ϵ�yʹ�����Դ�����o���w��������ݔ���b�ú��d�﹤��ƽ�_��ָ�����g܉�E�\�ӣ����ޏ��������w�����ޏͲ�λ�M�����ӳ��Σ���������c���ޏͲ�λ���Խӽ������S���w����Ɍ��p������Ď��Π��ʹ�����ܵĻ֏ͣ����L����ۉ�����
2. LAR��ȱ����ͺ��{�ط���
�����w���w�C���LAR�^���У�����ѭ�h�����M�����c�����ۻ��������ӡ��������̶ѷe�������Ⱥv��ᡢ�ۻ��Ϳ�����^�̣������ޏͅ^�׳��F����߅������������Լ��Ѽy�Ȳ�ͬ�߶�ȱ�ݡ�
2.1 ��߅
��LAR�^���У����ܼ��������������c��������ã��γɵ��۳���Ҫ�ܵ�������G�������o���w��-�̃�����Ӱ�����M������Һ���揈����N���ͻ��w֧������Z���Ļ�����ã��۳����@�Ă�����������cˮƽ���γ�һ���ăAб�Ǧȣ���D3��a����ʾ������������ɵ�H�ӵ����һ������r����H+1�ӵ�һ�����Ҳ��ԓ���M�В��裬������ÿһ�ӵ�һ��̎�������轛�^�M���˺�߅��̎���ğ����۷e�������^��ض�Ҫ�ߣ�ʹ�۳صı��揈���pС�����w�����������ӣ����̌�׃�������³��μ�߅�����F���ݬF��[16]�������ޏͅ^��l�����ݕr��ԓ�^���^���H���e�߶ȸ��ͣ���D3��b����ʾ���ڿv��Ӻ�Ȳ�׃����r�£�������������ԓ�^��r���x��ʹ������ֱ��׃����������ܶȽ��ͣ��ۻ���ĩ�������½����S���ޏ͌Ӕ������ӣ����F��߅׃�άF����D3��c����ʾ��
���ޏͱ�������������߅���^��r�����ö�߅���Ͳ����Ӹ��Q��������cλ�ã��Լ�ᘌ��۳ظߜ^����s���w�����Lͣ���r�g�ȷ�ʽ�����Ͳ��ϟ����۷eЧ�����ɜpС��ȱ�ݬF��İl��[17-18]��
2.2 ��ȱ��
��LAR�^���У��������ۻ�Һ�ڱ��揈�����������M���տs�����α���e�ͱ������^������鷀���������Һ�c���w���w���杙�����^��r����Һ�y�ھ����չ���װl�������γ���ȱ��[19]����D4��a����ʾ����������ٶ��^��r���������_���۳���������Һ�w�R���w�R���۳������Һֻ�����������ҽ��ռ��������^�ͣ����γ�С�ߴ����ͽ����w�������⣬���ڼ��������ʸ�˹�ֲ����۸����ɂ��Լ��������g��Ӆ^��������ܶ��^�ͣ�����ͷ����^��������������㣬ʹ��ĩ������ȫ�ڻ������ӄ������F��[15]���ʱ�����ȱ�ݳ��ֲ����۸����ɂȻ��������g�Ĵ�Ӆ^����FeCr�Ͻ���ȱ���y�D����D4��b����ʾ��
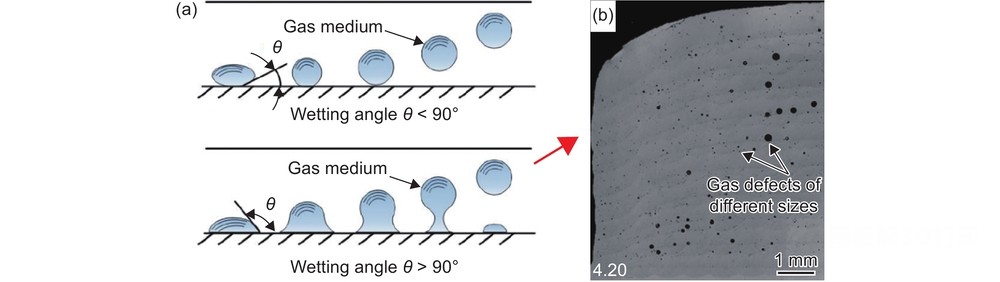
2.3 ���
��LAR�^���У����N��r�����a�����ȱ�ݣ�һ���ڸ��ܼ���ݗ�յ��^���У��۳ضȸߣ����w���ϻ��߶��Ӷ���g���̎��ԭ���۸��Ӱl��ұ�����a����CO��CO2�Լ�SO2�Ț��w[20-21]�����DZ��o���w����ݔ�ͷ�ĩ���w����N2��He�Լ�Ar��ȣ��л���՚⣻�ڿ����ۻ��������^���У����w����������ų��͕��ڳ��μ����γɚ��[22-24]�����ȱ�ݵ��γ��c��-Һ-������֮�g�Ľ��|�ǣ��ȣ����۳����̕r�gϢϢ���P[25]�������w���|�c�������Ľ��|��С��90�����۳����̕r�g����L�r�����w���|����ȫ�[Ó����ļs���ϸ��ݳ����ɱ�����ȱ�ݵĮa������D5��a����ʾ�������|�Ǵ���90�������̕r�g�^�̕r�����֚������w���|��Ȼ�����ڹ������������ݳ������۳����̺����ڳ��μ��ЏĶ��γɚ��ȱ�ݣ���D5��b����ʾ��
�xȡ�������Ý����Ե������ϣ�����ǰ��ֺ�ɜp��ˮ���������ݔ��������ʹ��ҺҺ�B�r�g���L�Լ��m�����͒����ٶȣ�ʹ��������ĕr�g�ϸ����ݳ����������ڽ��Ͳ����еĚ����[20-23]�����⣬��LAR�^���Ќ��۳�ʩ�ӳ���ӻ��ߴň��ȣ�Ҳ�ܴ��M���w���õ��ݳ������Ϳ�϶��[25]��
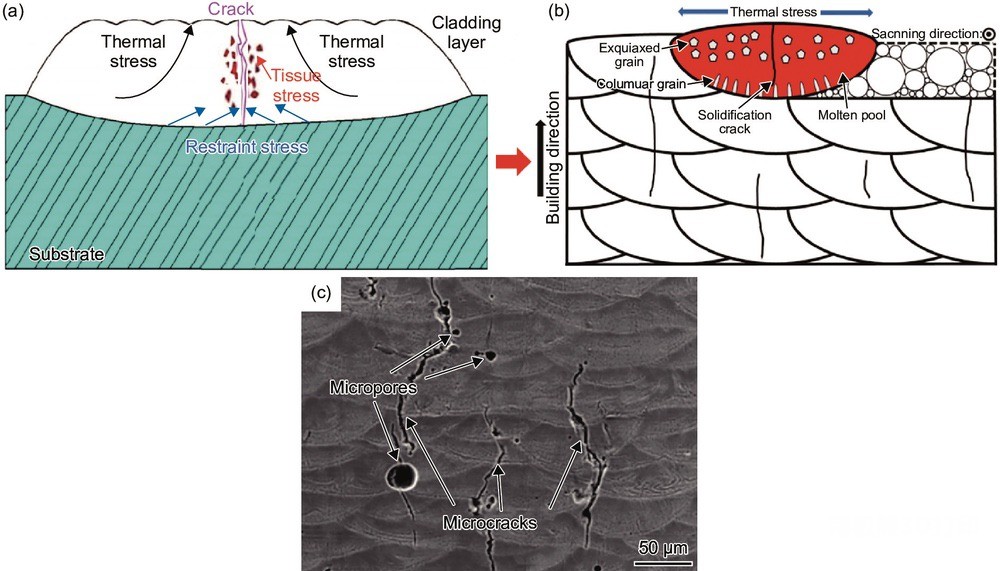
2.4 �Ѽy
����������LAR���μ��Юa���Ѽy����Ҫԭ��[23]��LAR�^���Юa���đ�����Ҫ�����ᑪ�����s�������Լ��M������[26-28]����D6��a����ʾ���ض��ݶȵIJ�ͬ��ʹ��������s�^�̮��л����c�ޏ͌ӻ��߶��ޏ͌ӃȲ�֮�g�ğ���Û���ʲ�һ�£��Ķ��a���ᑪ��[28]���۳��в����ܟ���Û���ܵ��܇��^����w�s�����a���ĉ������������տs�ܵ��^����w�����������Q��s���������ڳ��μ��У����ڽ���Ԫ�صĽM��ƫ�۶�����đ������Q��M���������M����������ԓ�^������������λ�á��ڶ�N�����Ĺ�ͬ�����£����������S����s���Kֹ������������Ȳ����������������^���ϘO�ޔ��я��ȕr���������Ѽy���S������Ӕ������ӣ��M����������u�e������ʹ�Ѽy�Mһ���Uչ���Ķ��ڳ��μ����γɿ�Խ���ӵ��L�Ѽy[27]����D6��b���ͣ�c����ʾ��
�x���c���w���ϟ���Ûϵ���ӽ������|����������ϣ������ޏ�ǰ�M���A��̎��pС�ض��ݶȡ��m�����͒����ٶȜpС��Һ��s���ʵ������ڜpС���σȑ������ã������Ѽy��[26-28]��
���y���w�C��������ޏ���Ҫ�����ڱ���̎�����̺ͺ����ޏͼ��g�����������졢�����۸��������������䇊Ϳ��늻��Ѻ��Լ�����Ħ������[3]���������g�����ޏͳɱ��͡��`���ԏ������g���ó����Լ�ʹ�÷����V�ȃ��ݣ���Ҳ��������Ⱦ�h�����דp�����w���ϡ��ޏͅ^�Y�����������ޏ;����Լ��Ԅӻ��̶��^�͵�ȱ�c[4]��
���������ޏͣ�laser additive repair��LAR�����g�Ǽ����������켼�g�ڽ�������ޏ��I��ľ��w�\�á�ͨ�^������Гp����λ�M�Мʴ_��ģ���_չ���ƻ��ޏͣ������ޏ��ٶȿ졢Ч�ʸ��Լ��ޏͺ�������܃����ȃ���[5]��LAR���g�����w�C�C��ǰ�����l�әC�~Ƭ����β�����u�ۡ�֧���Լ�����ܻ����U�ȓp������������ޏ��Ы@�óɹ��\�ã����������ͨ�^�˶���b�C���ú���C���ˣ����÷��������U�،��ں��վS���I���ܵ������Pע[6]�����Ľ�B���������ޏͼ��g���c���U�����������ޏ��^���г�Ҋ��ȱ����ͣ����Y���������ޏͼ��g��ˇ�������c�Լ��ھS���еđ��ã��������������ޏͼ��gδ�����о����c��څ���M��̽ӑ��
1. LAR���g���c
�����������켼�g�Ǽ����۸��ͼ�����ٳ��ͼ��g���ЙC�Y�ϣ���Ҫ�����ٷ�ĩ���߽z�Ğ�ԭ���ϣ���CADĿ�˳���ģ���M�з�̎���������ø��ܼ������ۻ�ԭ���ό��F�ѷe���L���Σ���һ�N�܉���ٌ����s�Y�������S����ģ��ֱ���D���錍�w����Ĕ��ֻ����켼�g[2,5]���ھ��w�\���^���У������A�ý��ٷ�ĩ��ʽ�ķQ���x�^�����ۻ����μ��g������ͬ��ݔ�ͽ��ٷ�ĩ���߽z�ĵķQ�鼤��ֱ�ӳ��e���μ��g�������ⱊ���W�ߣ�������ֱ�ӳ��e���μ��g�Q�鶨���������e���������ֱ�ӳ��Ρ�����������Ρ�ֱ�Ӽ������졢�Π���e�����Լ��������w���εȼ��g[3-6]��
�x�^�����ۻ����μ��g�ǿ��Ƹ������ļ����������A���Ē���·�����ۻ��A��䁸��õĽ��ٷ�ĩ�������۸��ѷe����s���̺���ε�һ�N���g[7-8]�������x�^�ۻ����gԭ��D��D1��a����ʾ������䁷���еĹ�ˇ�������Q�����x�^�����ۻ����μ��g���ڴ��͏��s�������ޏʹ��ھ�����[2,4-6]��
�D 1 �����������켼�gԭ��D�� ��a�������x�^�ۻ����g[7-8]����b������ֱ�ӳ��e���μ��g[9-10]
����ֱ�ӳ��e���μ��g���Խ��ٷ�ĩ/�z�Ğ����ԭ�ϣ����ø��ܼ������������������۸��ѷe���Ķ��γɽ�����������켼�g[9-10]����ԭ����D1��b����ʾ��
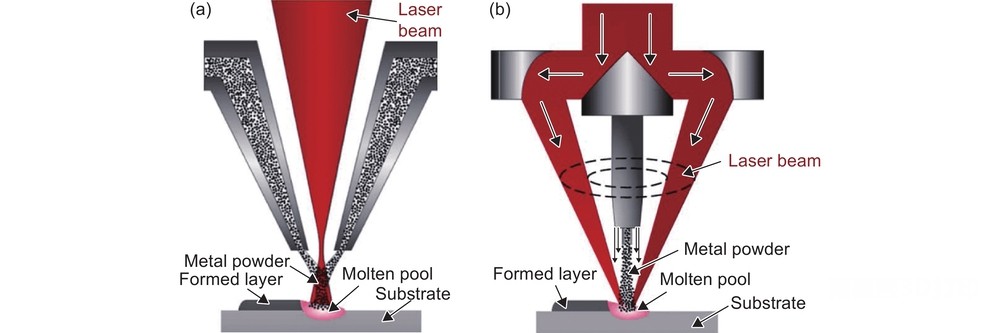
���S�Ͳķ�ʽ�ӹ�ƽ�_�״�����Ͳķ������^����ݔ�Ͳ��������ܟ�����������·���^����s�r�����S�Ͳķ�ʽ�ij��ο����y�����ӡ�������ͬ�S�Ͳķ�ʽ�t�o�����Ԇ��}���ܱ��C����·�����۸��ӵ�һ���ԣ��Ķ��@�ø���V���đ���[5-6]�����ռ������ͽ��ٷ�ĩ������λ�ã�ͬ�S�ͷ۷�ʽ�ֿɷ֞����ͬ�S�ͷۺ��ͬ�S�ͷ�[6]����D2��ʾ��ͬ�S�ͷ۷�ʽ�Ľ��ٷ�ĩ�c������ͬ��ݔ�����R���ڼ��⽹�c̎����������ĩ�����ʣ��O�了���Ҹ��m�Ͼ��ܳ��Ρ��c���ٷ�ĩ��ȣ��Ƃ�z������ɱ����ͣ����Թ�zͬ�S�����������켼�g�����Ҳ�ܵ��O���Pע[11]��
�D 2 ͬ�S�ͷ�ԭ��ʾ��D[6] ����a������ͬ�S�ͷۣ���b�����ͬ�S�ͷ�
�c��Ҏ�����۸����g��ȣ������ټ����۸�ʹ�����R���cλ���۳��Ϸ���ͬ�r��߹����ͷ����ąR���ԣ��ּ����������s80%�������ںϽ��ĩ��ʹ��ĩ�������۳�ǰ̎���ۻ����߰��ۻ��Ġ�B���M���pС�˷�ĩ���۳ȵ��ۻ��r�g���p�ټ��⌦���w���ϵğ�ݔ�����������|������[12-13]�������ټ����۸��ij��e�����ɳ�Ҏ�����۸���0.5~2 m/min������20~500 m/min���δ��۸�����܉������0.02~1.0 mm����ֱ�������ޏ��^�����[14]��ԓ���g���и��ߵĹ���Ч�ʣ�����ܴ��泣Ҏ�����۸����g�c���ٳ��ͼ��g��Y�ϣ������������MLAR���g���Mһ���lչ��
����-늻��ͺ��������켼�g�nj������늻����ߵğ�Դ�M�Џͺϣ���ͬ�����ڲ��ϴ��ۻ��^���佻�������܉�a�����ݻ��aЧ��[14]���ڳ����^���У��Ȇ���늻�����ʹ���ϰl���ۻ��������ܷ���늻����܌��۳خa���������ã��ɴ��M��Ŀ����ݳ�����ʹ�κ����L�ľ�������Ķ�������������ה����Ĝp���Լ������ļ�������ʹ�ޏ��㲿�����и��õ����W���ܡ�
�c�����������켼�g��ȣ�LAR���g���������������ԣ���Ҫ�����ޏ͌���ēp����ͺͽY�����c�M�й�ˇҎ��������Ҫ���]�c������w�ĽY��Ч����
�w�C�㲿��LAR��ˇ������Ҫ������
��1��������ϴ�O�䌦ȱ������M����ϴ̎������������M�Пo�p�z�y�ж��p������Լ���ȫ�u�����Y�������������փԘ˜��u������ޏ��ԡ�
��2���ܓp�^����ʽ���ӣ��鷽�㼤�����·������ò�������������ޏ�Ч�������ܓp��λ������˜��M��V�ͻ�U�͵�Ҏ�t��̎������ȱ��ԭʼ���S�OӋ��������������ù��ICT�����S�������x�Ȍ����ޏͅ^���M�о��_�y����
��3����������ģ���g�M�Д���̎�����@�ù�혵����桢ƽ�桢���w���������٘����^���������ޏ�Ŀ��ģ�͡����B�m�����SCADģ���xɢ�ɾ���һ���Ӻ����ķ���Ƭ��������Ƭ݆���OӋ������LAR��ˇ�������D�Q�������Ĕ��ֿ��Ƴ���[15]��
��4�������ޏ�Ŀ��ģ�ͣ��ԓp���������w�����ޏͅ^���M�м����������죬�õ��ޏͺ�������
��5���c�S���փԘ˜��M�бȌ����M�����ܜyԇ�Լ��b�C�z�ȷ�ʽ�_���ޏ�Ч�����z��ޏͺ�����ġ��������ԡ���r��
�C��������LAR���g�ɿ��Y���Ը������ܶȵļ����������Դ���Խ��ٷ�ĩ��z�ĵȞ������ϣ�����CAD��ܛ����Ŀ��ģ���M���A��̎����ͨ�^����ϵ�yʹ�����Դ�����o���w��������ݔ���b�ú��d�﹤��ƽ�_��ָ�����g܉�E�\�ӣ����ޏ��������w�����ޏͲ�λ�M�����ӳ��Σ���������c���ޏͲ�λ���Խӽ������S���w����Ɍ��p������Ď��Π��ʹ�����ܵĻ֏ͣ����L����ۉ�����
2. LAR��ȱ����ͺ��{�ط���
�����w���w�C���LAR�^���У�����ѭ�h�����M�����c�����ۻ��������ӡ��������̶ѷe�������Ⱥv��ᡢ�ۻ��Ϳ�����^�̣������ޏͅ^�׳��F����߅������������Լ��Ѽy�Ȳ�ͬ�߶�ȱ�ݡ�
2.1 ��߅
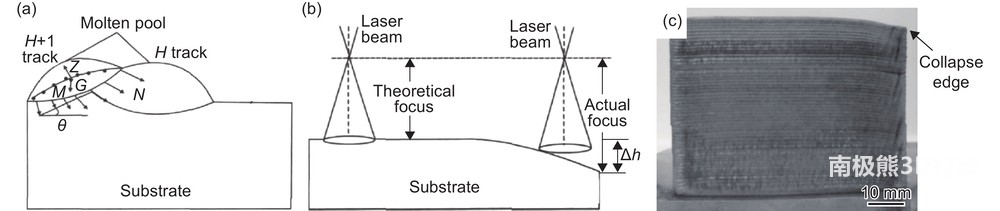
��LAR�^���У����ܼ��������������c��������ã��γɵ��۳���Ҫ�ܵ�������G�������o���w��-�̃�����Ӱ�����M������Һ���揈����N���ͻ��w֧������Z���Ļ�����ã��۳����@�Ă�����������cˮƽ���γ�һ���ăAб�Ǧȣ���D3��a����ʾ������������ɵ�H�ӵ����һ������r����H+1�ӵ�һ�����Ҳ��ԓ���M�В��裬������ÿһ�ӵ�һ��̎�������轛�^�M���˺�߅��̎���ğ����۷e�������^��ض�Ҫ�ߣ�ʹ�۳صı��揈���pС�����w�����������ӣ����̌�׃�������³��μ�߅�����F���ݬF��[16]�������ޏͅ^��l�����ݕr��ԓ�^���^���H���e�߶ȸ��ͣ���D3��b����ʾ���ڿv��Ӻ�Ȳ�׃����r�£�������������ԓ�^��r���x��ʹ������ֱ��׃����������ܶȽ��ͣ��ۻ���ĩ�������½����S���ޏ͌Ӕ������ӣ����F��߅׃�άF����D3��c����ʾ��
�D 3 LAR���μ���߅�F��[16]����a���۳���������ʾ��D����b�����ݕr��������ʾ��D����b����߅����D
���ޏͱ�������������߅���^��r�����ö�߅���Ͳ����Ӹ��Q��������cλ�ã��Լ�ᘌ��۳ظߜ^����s���w�����Lͣ���r�g�ȷ�ʽ�����Ͳ��ϟ����۷eЧ�����ɜpС��ȱ�ݬF��İl��[17-18]��
2.2 ��ȱ��
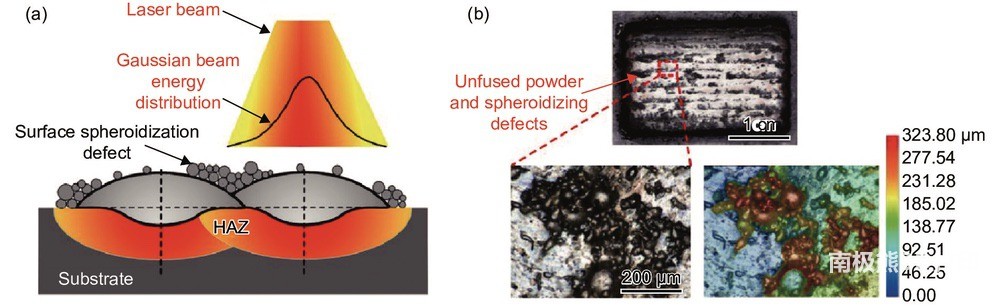
��LAR�^���У��������ۻ�Һ�ڱ��揈�����������M���տs�����α���e�ͱ������^������鷀���������Һ�c���w���w���杙�����^��r����Һ�y�ھ����չ���װl�������γ���ȱ��[19]����D4��a����ʾ����������ٶ��^��r���������_���۳���������Һ�w�R���w�R���۳������Һֻ�����������ҽ��ռ��������^�ͣ����γ�С�ߴ����ͽ����w�������⣬���ڼ��������ʸ�˹�ֲ����۸����ɂ��Լ��������g��Ӆ^��������ܶ��^�ͣ�����ͷ����^��������������㣬ʹ��ĩ������ȫ�ڻ������ӄ������F��[15]���ʱ�����ȱ�ݳ��ֲ����۸����ɂȻ��������g�Ĵ�Ӆ^����FeCr�Ͻ���ȱ���y�D����D4��b����ʾ��
�D 4 LAR����ȱ�ݡ���a����ȱ��ʾ��D[19]����b������FeCr�Ͻ���ȱ���y�D[15]
��LAR�^���У������A����w�Ͷ��ӳ��Εr�M�К�ձ��o��������������Һ�c���̌ӵĝ�����[15]���m�����Ӽ��������ܶȡ������ͷ��������L���g�g���r�g�������̌ӷ������������ڸ�����ȱ�ݬF��[19]��2.3 ���
��LAR�^���У����N��r�����a�����ȱ�ݣ�һ���ڸ��ܼ���ݗ�յ��^���У��۳ضȸߣ����w���ϻ��߶��Ӷ���g���̎��ԭ���۸��Ӱl��ұ�����a����CO��CO2�Լ�SO2�Ț��w[20-21]�����DZ��o���w����ݔ�ͷ�ĩ���w����N2��He�Լ�Ar��ȣ��л���՚⣻�ڿ����ۻ��������^���У����w����������ų��͕��ڳ��μ����γɚ��[22-24]�����ȱ�ݵ��γ��c��-Һ-������֮�g�Ľ��|�ǣ��ȣ����۳����̕r�gϢϢ���P[25]�������w���|�c�������Ľ��|��С��90�����۳����̕r�g����L�r�����w���|����ȫ�[Ó����ļs���ϸ��ݳ����ɱ�����ȱ�ݵĮa������D5��a����ʾ�������|�Ǵ���90�������̕r�g�^�̕r�����֚������w���|��Ȼ�����ڹ������������ݳ������۳����̺����ڳ��μ��ЏĶ��γɚ��ȱ�ݣ���D5��b����ʾ��
�D 5 LAR�К��ȱ��[24-25]����a�������ϸ��^�̣���b�����μ��е��͚��ȱ��
�xȡ�������Ý����Ե������ϣ�����ǰ��ֺ�ɜp��ˮ���������ݔ��������ʹ��ҺҺ�B�r�g���L�Լ��m�����͒����ٶȣ�ʹ��������ĕr�g�ϸ����ݳ����������ڽ��Ͳ����еĚ����[20-23]�����⣬��LAR�^���Ќ��۳�ʩ�ӳ���ӻ��ߴň��ȣ�Ҳ�ܴ��M���w���õ��ݳ������Ϳ�϶��[25]��
2.4 �Ѽy
����������LAR���μ��Юa���Ѽy����Ҫԭ��[23]��LAR�^���Юa���đ�����Ҫ�����ᑪ�����s�������Լ��M������[26-28]����D6��a����ʾ���ض��ݶȵIJ�ͬ��ʹ��������s�^�̮��л����c�ޏ͌ӻ��߶��ޏ͌ӃȲ�֮�g�ğ���Û���ʲ�һ�£��Ķ��a���ᑪ��[28]���۳��в����ܟ���Û���ܵ��܇��^����w�s�����a���ĉ������������տs�ܵ��^����w�����������Q��s���������ڳ��μ��У����ڽ���Ԫ�صĽM��ƫ�۶�����đ������Q��M���������M����������ԓ�^������������λ�á��ڶ�N�����Ĺ�ͬ�����£����������S����s���Kֹ������������Ȳ����������������^���ϘO�ޔ��я��ȕr���������Ѽy���S������Ӕ������ӣ��M����������u�e������ʹ�Ѽy�Mһ���Uչ���Ķ��ڳ��μ����γɿ�Խ���ӵ��L�Ѽy[27]����D6��b���ͣ�c����ʾ��
�D 6 LAR���Ѽyȱ��[27]����a����������ʾ��D����b���Ѽy�γ�ʾ��D����c���Ѽy��ò
�x���c���w���ϟ���Ûϵ���ӽ������|����������ϣ������ޏ�ǰ�M���A��̎��pС�ض��ݶȡ��m�����͒����ٶȜpС��Һ��s���ʵ������ڜpС���σȑ������ã������Ѽy��[26-28]��
(؟�ξ���admin)

 �����A��Ժʿ�Fꠣ�����
�����A��Ժʿ�Fꠣ����� �I��32.29�|Ԫ��3D��ӡ��
�I��32.29�|Ԫ��3D��ӡ�� 2025������5����У�_�O3D
2025������5����У�_�O3D �麣�@������������3D��ӡ
�麣�@������������3D��ӡ �Ĵ��浽ꩼ{��һ�p�Ї�3D
�Ĵ��浽ꩼ{��һ�p�Ї�3D ��ҕ���������ߣ�3D��ӡ
��ҕ���������ߣ�3D��ӡ������
- �������A��Ժʿ�Fꠣ�����ܛ���ϵ����
- ���I��32.29�|Ԫ��3D��ӡ��ĩ�����N��271
- ��2025������5����У�_�O3D��ӡ���ƌ��I
- ���麣�@������������3D��ӡ��
- ���Ĵ��浽ꩼ{��һ�p�Ї�3D��ӡЬ�{����
- ����ҕ���������ߣ�3D��ӡ�r������ӆ��
- �����������������O������T(3D��ӡ)ϵ��
- ��2024��I�ճ�8�|Ԫ��MIM��S�y������
- ��һ�p��Ь�u��1399Ԫ�������Ї���˾��3D
- ��2025��һ���ȇ��a3D��ӡ�C����96.5�f�_
 ��ʹ5�꣬������
��ʹ5�꣬������ �������S2023ȫ��
�������S2023ȫ�� �Ϻ�����ȇ�ӭ��
�Ϻ�����ȇ�ӭ�� 3D��ӡ���wֲ���
3D��ӡ���wֲ��� FRI����֬�Ͱ�ˮ
FRI����֬�Ͱ�ˮ ������ۺ��Ⱦ��
������ۺ��Ⱦ�����c����
- ��������һ����������ѩФ��ˮһ���顱��
- ���V�|ʡ3D��ӡ�aֵͻ��100�|Ԫ��ʡ����
- �����Q���Q�ԡ���ʲô��Ф�����Z�䌍
- �����Ą�Ӌ�I����һ�ʴ_��Ф����ʲô��Ф
- �����~��w������ָʲô��Ф����һ�����
- ���������������`�a��һ����ɫ����һ����
- �������B����ϲ��꣬���º��һ�Ÿ�����
- ������ȸ���w����һ�ʴ_��Ф����ʲô��Ф
- ������ո����߶�׃��ʮ����Ф�Ǹ��硱��
- ����ʮ����Ф�Ǹ��磬����}�������塱��


