���l���쾀֧�����죬�����w���������Q�����ض��x������a
���ڷ�ĩ�����ڹ�ˇ����������-3D��ӡ���g�����������������a�đ��á��������a�h���гГ��������a���΄գ��Dz�ͬ��ԭ�������ȫ���È������挦����3D��ӡ�������a�@һ�D���c���ڌ��F���a���^������δ_������ˇ�����㕽ӣ���Μp�ٺ�̎���^���еĴ����˹���������α��C�ڴ��^���з���һ�µĮaƷ�|�������������ܷ�����Mһ�����Ч�ʡ����ͳɱ���
���ܼӹ����֪��Ʒ��GF�ӹ������c3D Systems�������Ƴ�������������������w��Q�������Ƅӂ��y���g�c���������Ч���Ϻ�����ˇ�h���ğo�p㕽ӡ���ͨ�^���˾TAS�l���쾀֧���������참����Ԕ����BGF �ӹ���������������������w��Q������ν�Q�������}���������K���Ñ����a����Ʒ�|����3D��ӡ�����
 GF�ӹ������n�����������ϵ�y�Խ�Q������
GF�ӹ������n�����������ϵ�y�Խ�Q������
![]() ���������߲���
���������߲���
���������������̰����ˏ��OӋ�����ϡ���ˇ����̎������������h���������������켼�g���a������������ǽ������������Ҫ���^��̎������ʹ�ã����@��ǰ���OӋ�ĕr�����Ҫ���]�������ڲ�ͬ��ˇ֮�g���D�������ļӹ��������Y���Aб�Լ���������Ȇ��}�����s�����CNC�ӹ�Ҳ��Ҫ�\�Ì��T�OӋ�ĊA�ߡ��@Ҫ���ö˵ďĘI�ȶ��Â��y�C�ӵ����c���ֶ�����������������ԡ�
 �l���쾀֧�ܵ����������������a���̡���Դ��GF �ӹ�����
�l���쾀֧�ܵ����������������a���̡���Դ��GF �ӹ�����
GF�ӹ���������ˡ���������7���ߡ� �����������������켼�g���a���̣�TAS�l���쾀֧���������참��Ҳ�ǰ����@7�����Eȥһһ�ֽ⣬�w�F�����Ľ����������켼�g���a���̣���ܛ�����OӋ�͜ʂ䣬����ӡ�O��Ĵ�ӡ���ٵ��|�����ƣ��Լ����m������ӹ��;��и�������M��������¶��x������죡
I �l���쾀֧��
 ��Դ��GF �ӹ�����
��Դ��GF �ӹ�����
ͨ���l���Ј��������ң������̲��ò����a�����ࡢ���졢�����ˡ��ĮaƷ������������µĄ��¼��g�ѽ��ɞ�����l�Ǯa�����P�I��
�����l�ǵ���ӣ��l���쾀��Ҫ���o�o�A��֧���ϣ��Ա���Y�����ѡ����l�ǵ��쾀֧�ܾ��Ǟ��Ŀ�Ķ��OӋ�ġ�ÿ���쾀���Ѓɂ�С֧�ܣ�����˨���쾀�̶���֧���ϡ���ˣ�֧�ܴ_�����l�ǰl�����g���쾀����ȫ�؊A��һ���Ա���p�ġ�
�@��һ���ܺõİ������c���y������ȣ���������ijɱ����ͣ�����������������OӋ�ϣ��Y���˻��ڽ������Ĺ�ˇ�������OӋ�������Ҹ��õ���������������������������OӋ˼�S��ԓ�����Ҫ���ļӹ�����������һЩ���m���ӹ������̣�Ҳ����Ҹ��˽�������ļ��g���ֱ�����a�㲿����
��һ����ᘌ�����������OӋ
�@��������OӋָ����ᘌ���������ӌӴ�ӡ�Ĺ�ˇ���c�������M������OӋ��ᘌ�����������OӋ�����P��Ҫ����鹤ˇ��ͬ�ˣ����߀������֮ǰ���OӋ����ô���п����w�F����������������ă��ݡ�ͬ�r��ҲҪ���]�����m������ӹ�������Ĺ��ܣ��M�����OӋ���߸��M��
�ڱ������У�GF�ӹ��������������ʩ��7��OӋ�{��:
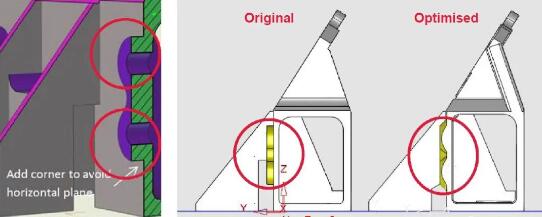
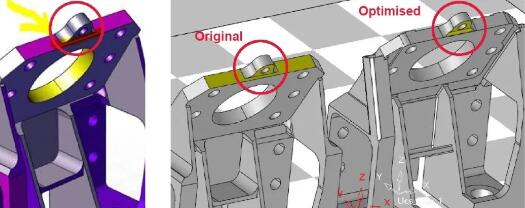
��AM���������죩�OӋ��ˮƽ�Ҵ��IJ��֑��Ğ�������z�S�ǶȞ�45��đҴ����@�ӵĴ�ӡ���^���б����^���֧�νY����
 �OӋ����1������(��)�cԭ����(��)��ȵČ��F��r����Դ��GF �ӹ�����
�OӋ����1������(��)�cԭ����(��)��ȵČ��F��r����Դ��GF �ӹ�����
��AM�OӋ�����˱����ǣ���Ҫ���ӵ��ǣ�����@Щ�������_��ӡ�����±����|�����á����⣬�ڼ��J�Ľ��䣬�������п��ܰl���ڽ����^���У��Լ��ڲ��ֵĹ��ܕr�g����ˣ��@Щ��ԓ���⡣
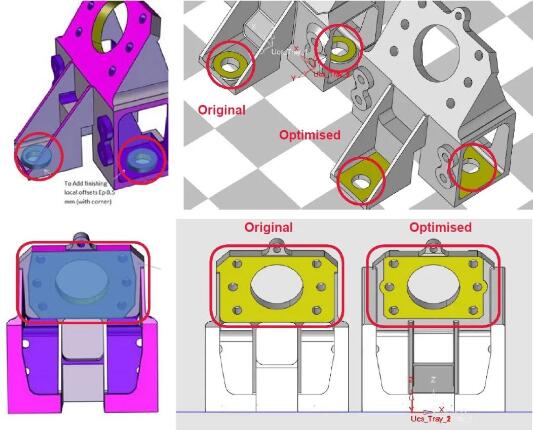
 �OӋ����2������(��)�cԭʼ����(��)�Č��ȡ���Դ��GF �ӹ�����
�OӋ����2������(��)�cԭʼ����(��)�Č��ȡ���Դ��GF �ӹ�����
��AM���OӋ��ͨ�^����һ��45����µĵ��ǁ�����ˮƽ�Ҵ���������z�S�ĵķ����@�ӾͲ���Ҫ���@Щ�c���O��֧�νY�����ɫ@�ø��õı����|����
 �OӋ����3������(��)�cԭʼ����(��)��ȵČ��F��r����Դ��GF �ӹ�����
�OӋ����3������(��)�cԭʼ����(��)��ȵČ��F��r����Դ��GF �ӹ�����
������OӋ�����⌦�����ı����M����������c��˨�ӿڵĿ��܇�����ƫ������ʹ����^�̸����ס����@�N���������Ԝp������r�gͬ�r�p�ٸ���Ŀ����ԡ�
 �OӋ�����D4������(��)�cԭʼ����(��)�Č��ȈD(��)����Դ��GF �ӹ�����
�OӋ�����D4������(��)�cԭʼ����(��)�Č��ȈD(��)����Դ��GF �ӹ�����
�ݹ����Ը��M�OӋ���ϲ���������u�ͽY�������ӿ������ȡ�ͨ�^�����@Щ�Y������������w���ȡ�
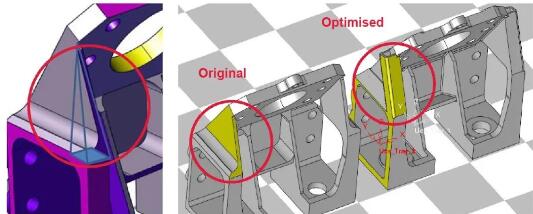 �OӋ�����D5������(��)�cԭʼ����(��)�Č��ȈD����Դ��GF �ӹ�����
�OӋ�����D5������(��)�cԭʼ����(��)�Č��ȈD����Դ��GF �ӹ�����
��AM�OӋ���ڲ���׃����Y�����Ե���r�£������^���ˮƽ�Ҵ����Ҵ�������y�S�ĽǶȞ�30�㡣�ڲ���׃����Y�����Ե���r�£��@���^�õĴ�ӡ�����|����
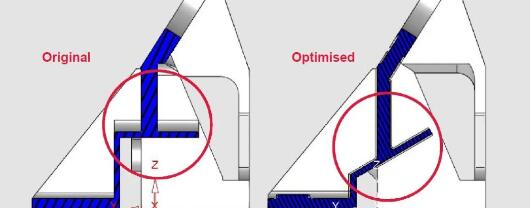 �OӋ����6�����F�cԭ���IJ��֡���Դ��GF �ӹ�����
�OӋ����6�����F�cԭ���IJ��֡���Դ��GF �ӹ�����
�ߵ����OӋ���M�����ӵ��ǣ��Ա����ǣ��y�Դ�ӡ��ͨ�^�����@һ���Կ��ԫ@�ø��õı����|���������͑������е��L�U(�ڴ�ӡ�A���Լ����m��ʹ���A��)��
 ��Դ��GF �ӹ�����
��Դ��GF �ӹ�����
�ڶ�������ӡ�ʂ�
��ӡ�ʂ��^�̰�����֧�������Լ�����Ų��ȹ������@Щ��������ͨ�^GF ���w���������Q�����еČ���ܛ���팍�F��
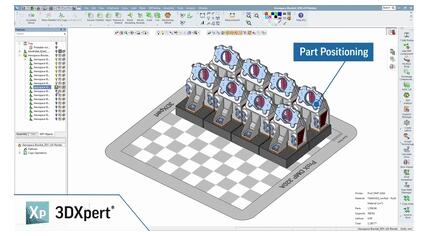 �l���쾀֧�ܵĔ[�š���Դ��GF �ӹ�����
�l���쾀֧�ܵĔ[�š���Դ��GF �ӹ�����
�eֵ��һ�����GF�������Q�b�A��System 3R�����H����������ṩ��֧�����c��λ��ͬ�rҲ���ڙC���^���M�п����b�A�����F���p��֮�g�Ŀ���㕽����_������������a�r�@��һ�µľ��ܶ����@һ��Ҳ��δ�����Ԅӻ��춨�˻��A�������������a��������GF�ṩ�Č���ܛ���Ќ��@Щ������_�ذ����ڻ����ϡ�
 ��Դ��GF �ӹ�����
��Դ��GF �ӹ�����
���l���쾀֧�����참���У���������Ч�棬�OӋ���ڻ�����һ�η�����16��������@Щ�������һ�����a�������������Եؽ��ʹ�ӡ�ɱ�����ߴ�ӡЧ�ʡ�
����������ӡ
�l���쾀֧���������õ�3D��ӡ�O���DMP Flex 350��DMP Flex350�Ǟ�߾���ֱ�ӽ��ٴ�ӡ���OӋ�ģ���ᘌ���Ҫ���s���������ͽ��ٲ������P�I�����M���˃��������ØI�Ⱥ�������͵���մ�ӡ�}�c���M�Ě������g���_��ÿһ�������ӡ�����������Ժͻ��W���ȡ�
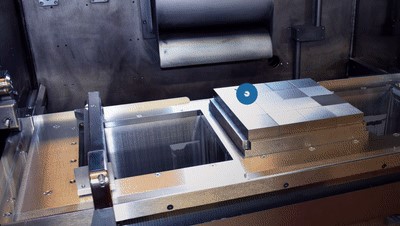
3D��ӡ��ʹ�õ�GF�Q�b�A��System 3R����Դ��GF �ӹ�����
���IJ����|������
��ӡ�^�̵��P�I֮̎�����|�����ƺͿ����ԣ�GF�ӹ��������Tᘌ����s�����ͽ��ٲ������P�I�����M���˃�����ͬ�r��ӛ䛲������Ժ������Ĵ�ӡ�^�̣��_��ÿһ����������нyһ��ԽƷ�|��
���岽��CNC�ʂ�
GF ���w���������Q�����еČ���ܛ���������CNC�ʂ䣬����K����㲿���������ʂ䣺�Ƴ�֧�Σ��ӹ����|��������^���Լ��@�ס����z�������ס�
���������C�ӹ�
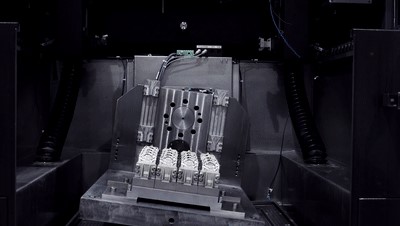
���OӋ�IJ��E��ѽ��������Ҫ�C�ӹ��IJ����M���˼ӹ��������A����һ���0.2mm�������ӡ�ĵײ��������System 3R���c��λϵ�y�������M�п����b�A�����F�Ԅӻ����a��
 3D��ӡ�l���쾀֧�ܙC�ӹ�����Դ��GF �ӹ�����
3D��ӡ�l���쾀֧�ܙC�ӹ�����Դ��GF �ӹ�����
�ڙC�ӹ��^���������R�ļӹ�����������]����֮ǰ��ܛ�����M���A���������]���ӹ����|������^���Ҫ���Լ��b�A����ϣ����@һ���r�͕����R�ܶ����������o���M�С�
���߲�������и�
���źܶ��н������Ľ������ѣ��������^�@�ӵĆ��}������ӡ�Ļ��崹ֱ���M�о��и�@�����׳��F�����Ó��ĕr���늘O�z��ײ������������ēp�ġ�GF �ӹ�������������������w��Q�����м�����ˮƽ�ľ��и��O��CUT AM 500����ȫ����������и�r�l����ײ�Ŀ����ԣ���Ч���ȥ���װ��Ч�ʼ��ɿ������e�m�ϴ����㲿�����������a�Ĺ�����
3D��ӡ�l���쾀֧�ܾ��и��Դ��GF �ӹ�����
����3D�ƌW���ڡ�3D��ӡ�c���I���졷һ�����ᵽ�ģ���3D ��ӡ������һ���u��������c�������y���칤ˇ���ںϣ����ܳɞ鄓������I����ֵ�ġ��������� ��3D��ӡֻ�������һ�h�����c������ˇ����ں���һ�𣬟o�p㕽����������̭h���У�����3D��ӡ�M������I�a�I���������ɡ���
ͨ�^�����l���쾀֧���������참�����Կ�����GF�ӹ������Ƴ�������������������w��Q���������ڴ��ơ��u�������x�^�����ۻ��@һ�����������칤ˇ�c�Cе�ӹ������и�Ȃ��y���칤ˇ�ں���һ���҂������������@һǰհ�Ե�̽�������Ƅ������������������a�đ���֮·��
(؟�ξ���admin)

 ���؝����������hԺ�@һƱ
���؝����������hԺ�@һƱ �����������������ܿ�6200
�����������������ܿ�6200 Schunk���Fȫ�Y��ُESK-SI
Schunk���Fȫ�Y��ُESK-SI ������܊��������3D��ӡ�C
������܊��������3D��ӡ�C 3D Systems�Ƴ�����ʽ����
3D Systems�Ƴ�����ʽ���� Aker Solutions�O����3D��
Aker Solutions�O����3D��- �����؝����������hԺ�@һƱ�����к�Ӱ�
- �������������������ܿ�6200�f��Ԫ�U���
- ��Schunk���Fȫ�Y��ُESK-SIC GmbH��̼��
- ��������܊��������3D��ӡ�C�M�Бo��
- ��3D Systems�Ƴ�����ʽ�������ƽ�Q����
- ��Aker Solutions�O����3D��ӡ���ģ��Ƅ�
- ��ͻ�l��3D��ӡ��˾Materialise��Velo3D
- ��Protolabs 3D��ӡ���T2024������8380�f
- ���O�����������3D��ӡ���a��ˇ�����f��
- ��nTop��ُCloudfluid���Mһ������Ӌ����
 GoEngineerͨ�^��
GoEngineerͨ�^�� 3DʳƷ��ӡ����
3DʳƷ��ӡ���� ���Ȼ�÷¡�о���
���Ȼ�÷¡�о��� Align Technology
Align Technology AM Craft�ڷN��݆
AM Craft�ڷN��݆ Aerojet�������
Aerojet�������- ����һ��ǧ���һ�����Ф���~�Z��ጽ��x
- ��ī�����ʼ�������W����ģ�M���ӄ�����
- ���о��ˆT�����µĻ��ڈD��ęC���W����
- ��3D��ӡ�·�� (PCB)������֪�����@�ﶼ
- ���N��Ҋ�ļ����۸����g��B
- ��ِ�{�IJ�ɫ�����ӡ�aƷ�ڴ��\�����࣬
- ��3D��ӡ�M���������켼�g����� �B
- ������BIOLIFE4D��˾����3D��ӡ���K����
- �����Ų��l�������������c�������족���c
- �������W��3D��ӡ���g���ĵؚ���l�ݲ�


