���]�����������e��ˇ���c�Ĝp�ļӹ���������
�r�g��2022-10-13 11:08 ��Դ��δ֪ ���ߣ�admin ��x����
ժҪ��ᘌ������������e(DED)���s������������������_�AЧ�����@�Ȇ��}������˿��]DED���s����������c������ӑB��ʼ��g���ԃ�����̎���p�ļӹ����������ȸ�������·���������������С����j�Ľ��澀�������ڙC�z�yë���c�ƣ�Ȼ����ȡ��Փģ�������c�y��ë�������c�ƣ����벻ͬ�^����ʾ���Ҫ�����ÄӑB�ә����������c�㷨���F�ӹ�������������ͨ�^�ɺ��ΰ������㷨�������M�г�����C��������x���~݆�~Ƭ����s���������������������������Ĝʴ_�ԣ����c�����z���㷨�Ķ���ʾ���Ҫ��ļӹ������������g�M�Ќ��ȡ��Y���������������������㷨����ʾ��ȼ�Ӌ��Ч�ʸߣ�������DED������s�����������������ك�����
���ⶨ���������e(directed energy deposition��DED)���ü����������ٷ�ĩ�����ӶѯB���S���w����ȼ����x�^�ڻ��������켼�g(selective laser melting��SLM)��DED�ε����Č��ȼ��Ό�̧���߶ȿ��_���������и��ߵij���Ч�ʡ��Y�϶��S�ӣ�DED�Ɍ��F�o֧��������s�Ҵ�������������ɶȸߣ����߳��eЧ��Ҳ����������ֲڣ��������@�_�AЧ���������e�������s�Ҵ������r���_�AЧ���������@[1]�����⣬�ܿ������̡��Ἤ݆Ч���ȳ��ΙC��Ӱ푣�����a�����؟�׃��[2-3]����ˣ�DED�����������һ�㶼��Ҫ�p�ļӹ���ˇ�Ա��C���쾫��[4]��
��׃�Ρ��_�AЧ������������ȱ�ݣ����s�Ҵ�����������ƫ�x��Փ�ӹ�������������Ɇ�߅�p�ļӹ��������㣬�M���������������U�������������r�����U���OӋģ��������p�ĺ�̎����������ͬ�rҲʹ�ӹ�Ч�ʽ��ͣ����ߓp������Qԓ���}��ʴ_�@ȡDED����ë��݆���������������������g��ӹ�Ч�ʡ����͵��������p�ġ�ë�����ξ��ȫ@ȡ�������������A�y�����ܜy�����g�������A�y��ͨ�^�������_�ğ�������ģ�́��A�y׃��[5]�����F�����ķ��漼�g��Ȼ���y��Ч̎�����S������ď��s����������}[6]����һ���棬���������p�ďͺ��b���ϵ��ڙC�y�����g������Ч�u�����s������ξ��ȣ������x���z�y�������؏Ͷ�λ�`�ͬ�r�������ڙC�z�y�@ȡ��ë��݆���cλ��Ϣ��ͨ�^�c����ʼ��g���Ƀ�������ΙC��������ȱ�ݡ����Ĺ�ˇҎ����ԭ����ɵľֲ�����������^��Ȇ��}[7]��
���ӶѯB�ij���ԭ����ɏ��s���������_�AЧ�����@����DED���������У��_�AЧ������̎������Ӱ푲��ܺ�ҕ����ˣ�AHN��[8]����˿��]���ڳ��e���ι�ˇ(fused deposition modeling��FDM)�нz�Ľ����Π�دB�ʼ��Ӻ�ȹ�ˇ������������ò���õ�ģ�ͣ����A�y�_�AЧ������ı���ֲڶȡ�KAJI��[9]���ñ���б���c�ΌӺ�Ș����˱�����ò���ģ�ͣ��Y���������ΌӺ��Խ���_�AЧ��Խ���@��������͆ΌӺ�ȣ�����߱����|������Ҳ�����˳���Ч�ʡ���Ҫָ����������ò���ģ�����^�y�ƏV�����s����������ò��������һ���棬�_�AЧ��������Ĵֲڱ�����ò�c����·��ֱ���P�����Ò���·�������ڙC�y��·�����ɜʴ_��λ���_�AЧ������̎�����_�AЧ������̎���������Ƶ��P�I̎���Q����DEDë������С݆������ˣ������_�AЧ������̎�Ĝy��·���ɾ��_�@ȡë����С݆���c�ƣ��������������^������y��ʧ�挧�µ��������㡢���������Ȇ��}��
�����c����ʵļӹ���������ͨ�^�O�ú�����������Ŀ�ˣ�����ë���c��Փģ�͵��׃�Q��ꇡ����S�c����ʼ��g�����������о��Б��ÏV����SHEN��[10]���һ�N�λ�ÔM���㷨�Ը���ؓ�������}�������m������������ֲڱ��档LI��[11]���Ï��sģ����ƽ�������������T���M����ʣ�Ӌ��Ч�ʸߣ���δ���ӹ���������ֻ�m������ƽ�������Ĺ�����SUN��[12]�����ӷ��c�Mţ�D���㷨��Y�ϣ�������λ�еď��s�s�����}����ԓ�������m���چ�����������������[13]��YING��[14]�o���˼ӹ����������Ľyһ���Wģ�ͣ������Ͷ�λ�����������}����քe����s��������������։K���Q����⃞��ģ�͡������µ�[15]��������ƥ�似�g�@ȡ�����|�c���H������������·���F���m���p�ļӹ������F����������GAO��[16]�Ծ����T�����о�������������z���㷨�Ķ�Ŀ������������������һ�N��������������}��ͨ���㷨���C�ϣ�Ŀǰ��DED������s������������Ĺ�ˇ���c�����������������g�r���о���
�������һ�N���]�����������c���ڙC�z�y������ԓ���������_�AЧ������̎�����y��·�����_��DEDë������С݆����Ȼ������ͬ�^������Ҫ���c�Ƅ��֞���ӹ��^���c��λ�^����������ӑB��ʷ�ƽ�ⲻͬ�^��ӹ����������еIJ��Ć��}�����ͨ�^����������C����y����������Ч�ԡ�
1 ��Փ����
1.1 ���]�����������ڙC�z�y
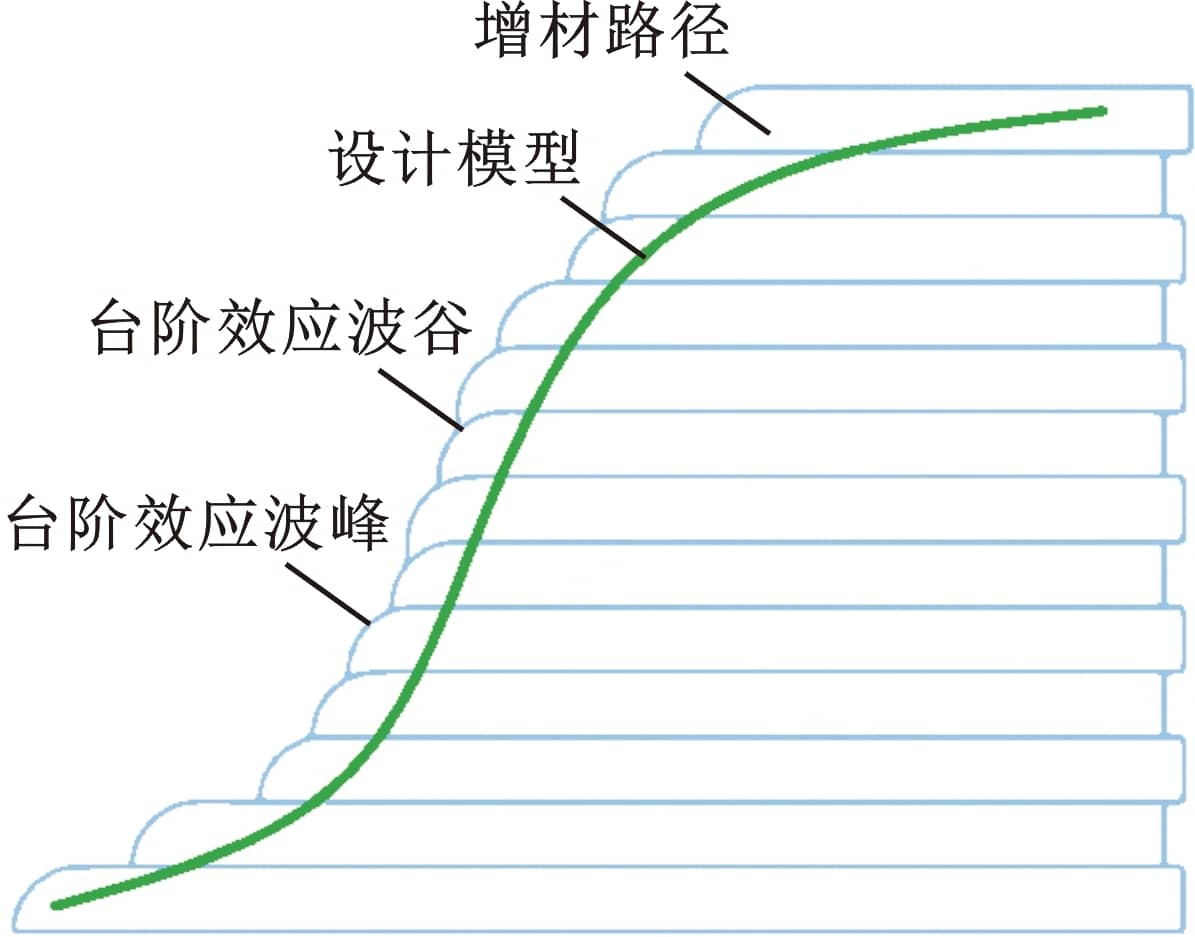
DED������s�Ҵ����������r�_�AЧ�����@������߳��eЧ�ʣ��ͷ��ʡ�̧���߶ȵ�ȡֵ�������������ԓ�����_�AЧ���������@�����沨��Ͳ��Ƚ���׃������D1��ʾ�����Կ��������țQ���˳��e������С݆�������y��·����ƽ�����_�AЧ������ʹ�ֲ��^��z�y�����݆��̎���M���������������оֲ��^��ӹ��������㡢����������Ȇ��}����ˣ�������]�_�AЧ�����ڙC�z�yҎ������(�D2)�������_�AЧ������̎������С݆��Ҏ���z�y·����
�y�����澀�c�y�c��Ӱ표y�����ȵ��P�I���ء����y���澀���췽�������ȸ߷����Ȱ돽�����ȅ�������[17]�������y�Ա��C��λ��DEDë����С݆��������������]�����������c��DED���s��������ڙC�z�y�������y��������D3��ʾ����һ������PowerMill��Ҏ����������·�����\�ӷ��������ɟo��ײ��������·�������εď��s������e����������@�_�AЧ�����ڶ�������ȡ���������·�������ʼ���澀������DEḐ���߶�ƫ�ó�ʼ���澀���Զ�λ���_�AЧ������̎���@�û�����С݆���Ĝy�����澀�����ֹ���s��������y��ʧ�棬�����Ҹ߶Ȳ���m��Ҏ�����澀�Ϝy�c[17]����PowerInspect�h����Ҏ���y�c�����ęz�y�M���O�Üy����������̎�����ɟo��ײ�ڙC�z�y���a����ɜy����
1.2 ��������ӑB��ʵ�������������
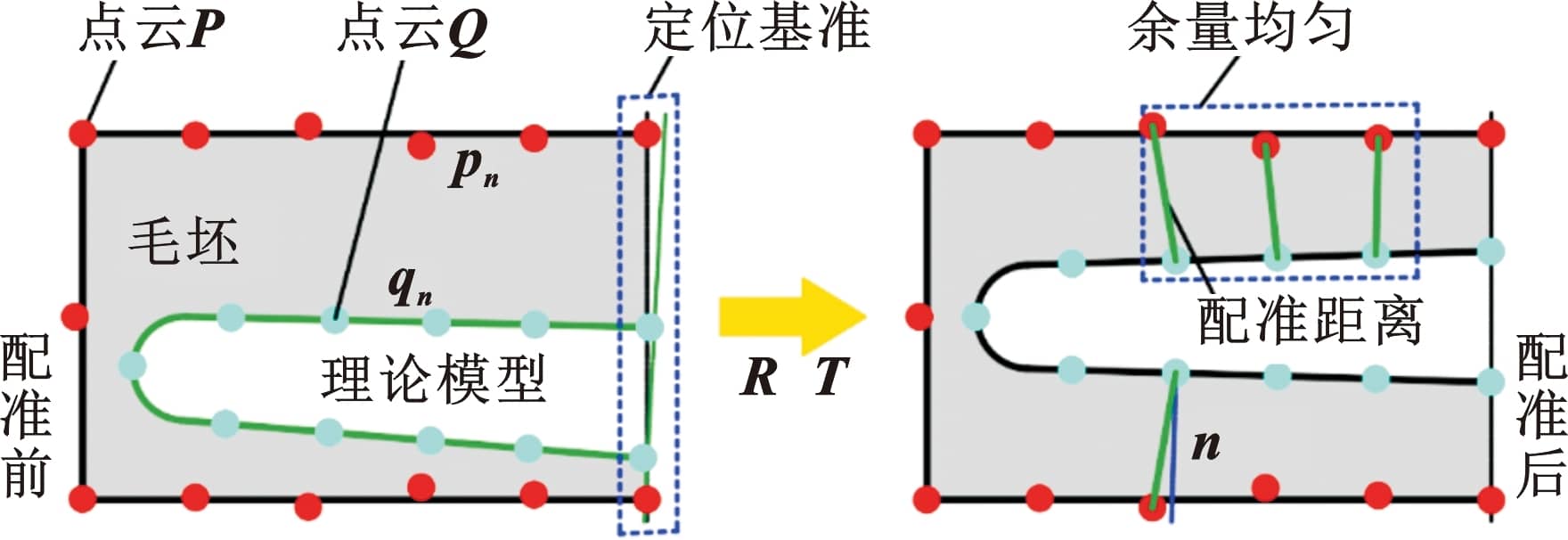
DED�����������������ͬ�r���]���������ԡ����ʶ�λԭ�t�����jԭ�t���O�y���c��P={pn}��n=1��2������N����Փģ���c��Q={qn}��pn��qn�錦���c�Ƽ��σ�һ�c����D4��ʾ������������Ҫ���c��P��Q��׃�Q���R��Tʹƥ���c��(pn��qn)���x�ķ�����С��
 (1)
ʽ�У���������W�Ͼ��x���ӣ�mean��ʾ��ֵ������
(1)
ʽ�У���������W�Ͼ��x���ӣ�mean��ʾ��ֵ������
���p�ďͺ������У����ij��e�͜p�ļӹ�����ͬһ��λ���ʣ��������ͬ���������p�ļӹ��^��λ���ʵ���ʾ���Ҫ��������O��λ������N�� ������c�����������^���Б�ʹN�� �M�䌦�c�ľ��x�����С��
 (2)
ʽ�У���1�鶨λ�������S�����ƽ�����x��
(2)
ʽ�У���1�鶨λ�������S�����ƽ�����x��
���jԭ�tҪ����p�ą^��y�c��λ����Փģ��݆���⣬���C���мӹ�������
pnqn��n>��2(3)
ʽ�У�n����Փģ�����cqn̎�Ć�λ�ⷨʸ����2��횴���0��
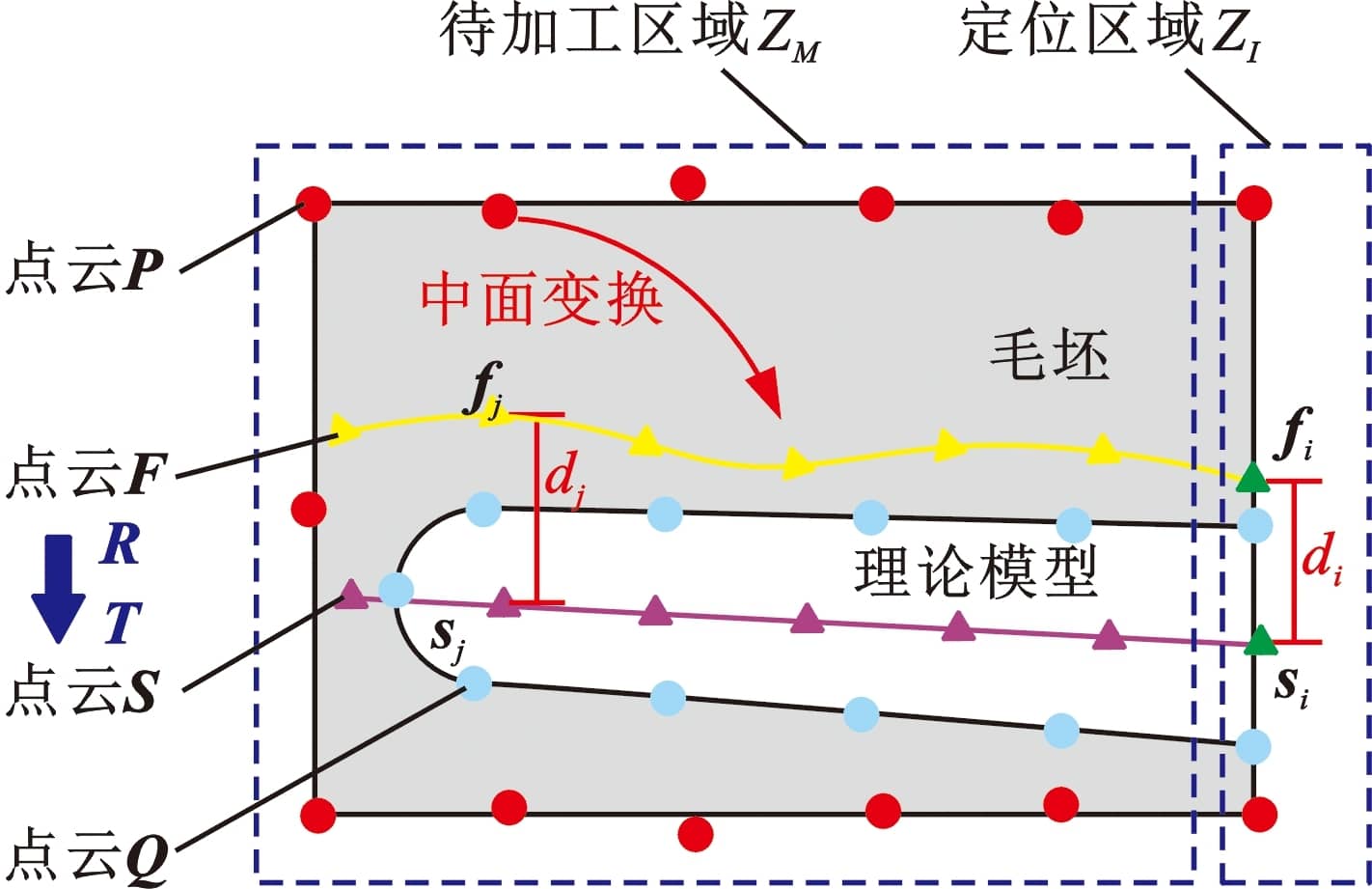
�����p����p�ļӹ����~Ƭ�������Ԝy�c�M���������Փģ�������M�������������Ķ��p�����������^��������c���������Ӌ��Ч�ʡ��D5�����c��width=176,height=17,dpi=110�քe�Ĝy���c��P����Փģ������ȡ��ԓ�^����MATLAB 2019�h���Ќ��F���O��������й���M�M����c�����ж�λ�^��I����������ӹ��^��J������M�����������Ժ�����jԭ�t���������䌦�c�g���x���ܳ��^�ض��ֵ��3��
���У��� 3���������������e�������Փ���������_�������������r�£���λ�s���l��ʽ(2)��ʾ��width=146,height=40,dpi=110���Կ������������c�����ȫ���c�ƣ����H�p���˴�����c�Ɣ������Ҍ��s���l��ʽ(1)��ʽ(3)�yһ��ʽ(4)������Ӌ��Ч�ʸߡ����F����ȃ��c��
�������ʹ�y�c����Փģ�͵������������}�����鲻ͬ�^����ʾ��ȵIJ��Ć��}����λ�^����M��ʽ(2)���x�ľ���Ҫ���ӹ��^��M��ʽ(4)����ˣ�����ӑB�����������m��ƽ�ⲻͬ��ʾ������c��ƥ������еIJ���[18-19]���m�ò�ͬ��ʾ���Ҫ���������������Ŀ�˞�


��Ŀ�˅^����c����ʽ(2)��ʽ(4)Ҏ�����ֵ��1���3�r�����������������Ķ���׃ԓ�c��Ŀ�˺�����ռ�ȡ��������ӄӑB�{���ʄt��
��ʽ(2)��ʽ(4)��ʽ(5)��ʽ(7)���x������ӑB��ʆ��}�ɲ��õ���������c(iterative closest point��ICP)�㷨[20]��⣬��ʾ��w�^�����¡�
(1)��������c�����������ӡ��OICP�㷨��k-1�ε��������D��ƽ�ƾ�ꇷքe��Rk-1��Tk-1������KD-Tree(K-dimensional tree)�㷨[21]������k-1�ε�������y�cFk-1{Rk-1fm+width=61,height=17,dpi=110��ÿһ�c��S��������c����Ӌ�㲻ͬ�^��������c�����xdi,k-1��dj,k-1������ʽ(6)��ʽ(7)���²�ͬ�^����c�������Ӧ�i��k-1����j��k-1��
(2)Ӌ���k�ε�����׃�Q���Rk��Tk�����ò��E(1)�и��������Ӧ�i��k-1����j��k-1��Fk-1����ʽ(5)����ͨ�^SVD(singular value decomposition)��[22]��⣬�@ȡRk��Tk�������������ꇸ����c��Fk��
(3)Ӌ���k��׃�Q����c�����xdi��k��dj��k���Д��Ƿ�M����x�s��di��k<��1��dj,k<��3�����M�㣬�tӋ���䌦�c���x��ƽ���`��width=255,height=41,dpi=110��|ek+1-ek|С���ֵ�ŕrֹͣ��������t�؏Ͳ��E(1)��(3)��
���ⶨ���������e(directed energy deposition��DED)���ü����������ٷ�ĩ�����ӶѯB���S���w����ȼ����x�^�ڻ��������켼�g(selective laser melting��SLM)��DED�ε����Č��ȼ��Ό�̧���߶ȿ��_���������и��ߵij���Ч�ʡ��Y�϶��S�ӣ�DED�Ɍ��F�o֧��������s�Ҵ�������������ɶȸߣ����߳��eЧ��Ҳ����������ֲڣ��������@�_�AЧ���������e�������s�Ҵ������r���_�AЧ���������@[1]�����⣬�ܿ������̡��Ἤ݆Ч���ȳ��ΙC��Ӱ푣�����a�����؟�׃��[2-3]����ˣ�DED�����������һ�㶼��Ҫ�p�ļӹ���ˇ�Ա��C���쾫��[4]��
��׃�Ρ��_�AЧ������������ȱ�ݣ����s�Ҵ�����������ƫ�x��Փ�ӹ�������������Ɇ�߅�p�ļӹ��������㣬�M���������������U�������������r�����U���OӋģ��������p�ĺ�̎����������ͬ�rҲʹ�ӹ�Ч�ʽ��ͣ����ߓp������Qԓ���}��ʴ_�@ȡDED����ë��݆���������������������g��ӹ�Ч�ʡ����͵��������p�ġ�ë�����ξ��ȫ@ȡ�������������A�y�����ܜy�����g�������A�y��ͨ�^�������_�ğ�������ģ�́��A�y׃��[5]�����F�����ķ��漼�g��Ȼ���y��Ч̎�����S������ď��s����������}[6]����һ���棬���������p�ďͺ��b���ϵ��ڙC�y�����g������Ч�u�����s������ξ��ȣ������x���z�y�������؏Ͷ�λ�`�ͬ�r�������ڙC�z�y�@ȡ��ë��݆���cλ��Ϣ��ͨ�^�c����ʼ��g���Ƀ�������ΙC��������ȱ�ݡ����Ĺ�ˇҎ����ԭ����ɵľֲ�����������^��Ȇ��}[7]��
���ӶѯB�ij���ԭ����ɏ��s���������_�AЧ�����@����DED���������У��_�AЧ������̎������Ӱ푲��ܺ�ҕ����ˣ�AHN��[8]����˿��]���ڳ��e���ι�ˇ(fused deposition modeling��FDM)�нz�Ľ����Π�دB�ʼ��Ӻ�ȹ�ˇ������������ò���õ�ģ�ͣ����A�y�_�AЧ������ı���ֲڶȡ�KAJI��[9]���ñ���б���c�ΌӺ�Ș����˱�����ò���ģ�ͣ��Y���������ΌӺ��Խ���_�AЧ��Խ���@��������͆ΌӺ�ȣ�����߱����|������Ҳ�����˳���Ч�ʡ���Ҫָ����������ò���ģ�����^�y�ƏV�����s����������ò��������һ���棬�_�AЧ��������Ĵֲڱ�����ò�c����·��ֱ���P�����Ò���·�������ڙC�y��·�����ɜʴ_��λ���_�AЧ������̎�����_�AЧ������̎���������Ƶ��P�I̎���Q����DEDë������С݆������ˣ������_�AЧ������̎�Ĝy��·���ɾ��_�@ȡë����С݆���c�ƣ��������������^������y��ʧ�挧�µ��������㡢���������Ȇ��}��
�����c����ʵļӹ���������ͨ�^�O�ú�����������Ŀ�ˣ�����ë���c��Փģ�͵��׃�Q��ꇡ����S�c����ʼ��g�����������о��Б��ÏV����SHEN��[10]���һ�N�λ�ÔM���㷨�Ը���ؓ�������}�������m������������ֲڱ��档LI��[11]���Ï��sģ����ƽ�������������T���M����ʣ�Ӌ��Ч�ʸߣ���δ���ӹ���������ֻ�m������ƽ�������Ĺ�����SUN��[12]�����ӷ��c�Mţ�D���㷨��Y�ϣ�������λ�еď��s�s�����}����ԓ�������m���چ�����������������[13]��YING��[14]�o���˼ӹ����������Ľyһ���Wģ�ͣ������Ͷ�λ�����������}����քe����s��������������։K���Q����⃞��ģ�͡������µ�[15]��������ƥ�似�g�@ȡ�����|�c���H������������·���F���m���p�ļӹ������F����������GAO��[16]�Ծ����T�����о�������������z���㷨�Ķ�Ŀ������������������һ�N��������������}��ͨ���㷨���C�ϣ�Ŀǰ��DED������s������������Ĺ�ˇ���c�����������������g�r���о���
�������һ�N���]�����������c���ڙC�z�y������ԓ���������_�AЧ������̎�����y��·�����_��DEDë������С݆����Ȼ������ͬ�^������Ҫ���c�Ƅ��֞���ӹ��^���c��λ�^����������ӑB��ʷ�ƽ�ⲻͬ�^��ӹ����������еIJ��Ć��}�����ͨ�^����������C����y����������Ч�ԡ�
1 ��Փ����
1.1 ���]�����������ڙC�z�y
DED������s�Ҵ����������r�_�AЧ�����@������߳��eЧ�ʣ��ͷ��ʡ�̧���߶ȵ�ȡֵ�������������ԓ�����_�AЧ���������@�����沨��Ͳ��Ƚ���׃������D1��ʾ�����Կ��������țQ���˳��e������С݆�������y��·����ƽ�����_�AЧ������ʹ�ֲ��^��z�y�����݆��̎���M���������������оֲ��^��ӹ��������㡢����������Ȇ��}����ˣ�������]�_�AЧ�����ڙC�z�yҎ������(�D2)�������_�AЧ������̎������С݆��Ҏ���z�y·����
�D1 �_�AЧ��ԭ��
�D2 �ڙC�z�y����
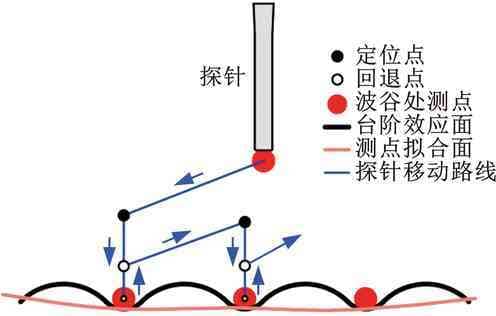
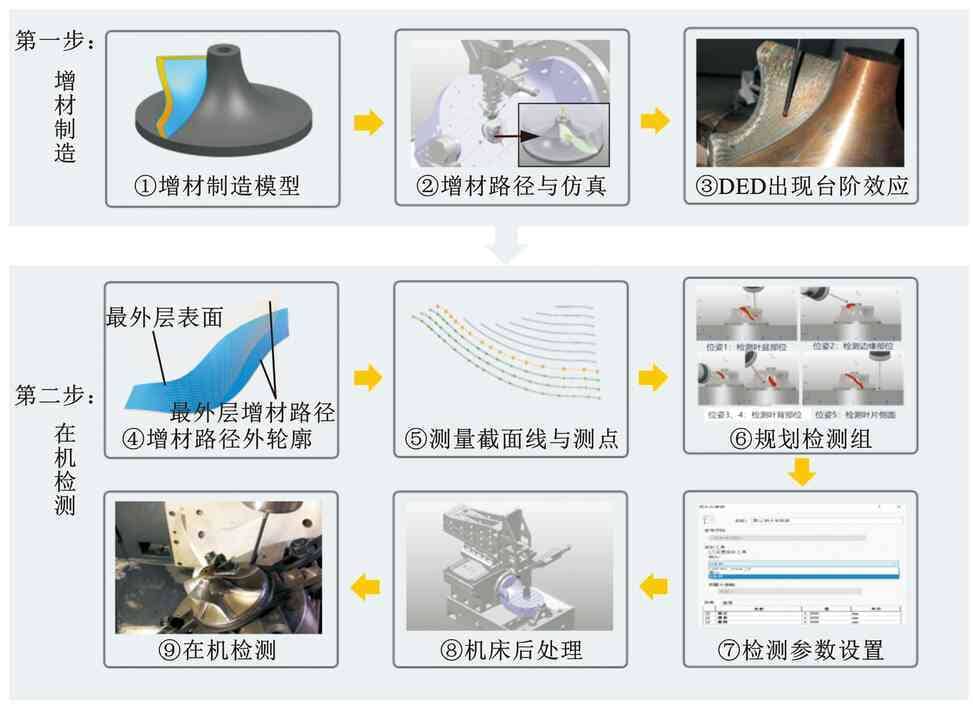
�y�����澀�c�y�c��Ӱ표y�����ȵ��P�I���ء����y���澀���췽�������ȸ߷����Ȱ돽�����ȅ�������[17]�������y�Ա��C��λ��DEDë����С݆��������������]�����������c��DED���s��������ڙC�z�y�������y��������D3��ʾ����һ������PowerMill��Ҏ����������·�����\�ӷ��������ɟo��ײ��������·�������εď��s������e����������@�_�AЧ�����ڶ�������ȡ���������·�������ʼ���澀������DEḐ���߶�ƫ�ó�ʼ���澀���Զ�λ���_�AЧ������̎���@�û�����С݆���Ĝy�����澀�����ֹ���s��������y��ʧ�棬�����Ҹ߶Ȳ���m��Ҏ�����澀�Ϝy�c[17]����PowerInspect�h����Ҏ���y�c�����ęz�y�M���O�Üy����������̎�����ɟo��ײ�ڙC�z�y���a����ɜy����
�D3 ���]�_�AЧ�����ڙC�z�yҎ������
1.2 ��������ӑB��ʵ�������������
DED�����������������ͬ�r���]���������ԡ����ʶ�λԭ�t�����jԭ�t���O�y���c��P={pn}��n=1��2������N����Փģ���c��Q={qn}��pn��qn�錦���c�Ƽ��σ�һ�c����D4��ʾ������������Ҫ���c��P��Q��׃�Q���R��Tʹƥ���c��(pn��qn)���x�ķ�����С��
�D4 �c�����ʾ��D
(1)
���p�ďͺ������У����ij��e�͜p�ļӹ�����ͬһ��λ���ʣ��������ͬ���������p�ļӹ��^��λ���ʵ���ʾ���Ҫ��������O��λ������N�� ������c�����������^���Б�ʹN�� �M�䌦�c�ľ��x�����С��
(2)
���jԭ�tҪ����p�ą^��y�c��λ����Փģ��݆���⣬���C���мӹ�������
pnqn��n>��2(3)
ʽ�У�n����Փģ�����cqn̎�Ć�λ�ⷨʸ����2��횴���0��
�����p����p�ļӹ����~Ƭ�������Ԝy�c�M���������Փģ�������M�������������Ķ��p�����������^��������c���������Ӌ��Ч�ʡ��D5�����c��width=176,height=17,dpi=110�քe�Ĝy���c��P����Փģ������ȡ��ԓ�^����MATLAB 2019�h���Ќ��F���O��������й���M�M����c�����ж�λ�^��I����������ӹ��^��J������M�����������Ժ�����jԭ�t���������䌦�c�g���x���ܳ��^�ض��ֵ��3��
�D5 �������ԭ��
��smfm��<��3(4)���У��� 3���������������e�������Փ���������_�������������r�£���λ�s���l��ʽ(2)��ʾ��width=146,height=40,dpi=110���Կ������������c�����ȫ���c�ƣ����H�p���˴�����c�Ɣ������Ҍ��s���l��ʽ(1)��ʽ(3)�yһ��ʽ(4)������Ӌ��Ч�ʸߡ����F����ȃ��c��
�������ʹ�y�c����Փģ�͵������������}�����鲻ͬ�^����ʾ��ȵIJ��Ć��}����λ�^����M��ʽ(2)���x�ľ���Ҫ���ӹ��^��M��ʽ(4)����ˣ�����ӑB�����������m��ƽ�ⲻͬ��ʾ������c��ƥ������еIJ���[18-19]���m�ò�ͬ��ʾ���Ҫ���������������Ŀ�˞�
(5)
ʽ�У� ��i�鶨λ�^���i�c�������ӣ� ��j��ӹ��^���j�c�������ӡ���Ŀ�˅^����c����ʽ(2)��ʽ(4)Ҏ�����ֵ��1���3�r�����������������Ķ���׃ԓ�c��Ŀ�˺�����ռ�ȡ��������ӄӑB�{���ʄt��
(6)
(7)
ʽ�У�di��dj�քe�鶨λ���ӹ��^�������c���x����ʽ(2)��ʽ(4)��ʽ(5)��ʽ(7)���x������ӑB��ʆ��}�ɲ��õ���������c(iterative closest point��ICP)�㷨[20]��⣬��ʾ��w�^�����¡�
(1)��������c�����������ӡ��OICP�㷨��k-1�ε��������D��ƽ�ƾ�ꇷքe��Rk-1��Tk-1������KD-Tree(K-dimensional tree)�㷨[21]������k-1�ε�������y�cFk-1{Rk-1fm+width=61,height=17,dpi=110��ÿһ�c��S��������c����Ӌ�㲻ͬ�^��������c�����xdi,k-1��dj,k-1������ʽ(6)��ʽ(7)���²�ͬ�^����c�������Ӧ�i��k-1����j��k-1��
(2)Ӌ���k�ε�����׃�Q���Rk��Tk�����ò��E(1)�и��������Ӧ�i��k-1����j��k-1��Fk-1����ʽ(5)����ͨ�^SVD(singular value decomposition)��[22]��⣬�@ȡRk��Tk�������������ꇸ����c��Fk��
(3)Ӌ���k��׃�Q����c�����xdi��k��dj��k���Д��Ƿ�M����x�s��di��k<��1��dj,k<��3�����M�㣬�tӋ���䌦�c���x��ƽ���`��width=255,height=41,dpi=110��|ek+1-ek|С���ֵ�ŕrֹͣ��������t�؏Ͳ��E(1)��(3)��
(؟�ξ���admin)

��һƪ��JELLAGEN �� COPNER BIOTECH����ˮĸ���a����īˮ�����͂��톖�}
��һƪ�����l��3D��ӡ��AMTC����齨&#12148;���ͷ������������켯Ⱥ������Տ������
��һƪ�����l��3D��ӡ��AMTC����齨&#12148;���ͷ������������켯Ⱥ������Տ������
 NASA�cICON�����M̫��3D
NASA�cICON�����M̫��3D �ڰˌ��tԺ3D��ӡՓ������
�ڰˌ��tԺ3D��ӡՓ������ 3D��ӡ���^Stratasys��ُ
3D��ӡ���^Stratasys��ُ Nature�ӿ���3D��ӡ���g��
Nature�ӿ���3D��ӡ���g�� ȫ��ɴ�3D����x���^�ϲ�
ȫ��ɴ�3D����x���^�ϲ� ������ͨ���L�Q��FAA����
������ͨ���L�Q��FAA����������
- ��NASA�cICON�����M̫��3D��ӡ�������
- ���ڰˌ��tԺ3D��ӡՓ�������Ի��t���ѳ�
- ��3D��ӡ���^Stratasys��ُ�Ʈa��IForwa
- ��Nature�ӿ���3D��ӡ���g�����ɴ���Ƥ�w
- ��ȫ��ɴ�3D����x���^�ϲ����΄�ĸ��˾
- ��������ͨ���L�Q��FAA������3D��ӡ�ceBa
- �������WASP�c�炐�ȁ���W������3D��ӡ
- ��Formlabs��ϯ���йٷQ��˾���������Q��
- ��Roblox�Ƴ��_ԴCube 3Dģ���ߣ�֧��A
- ��Sodick����Ɍ�����3D��ӡ�C������Prim
 ������܊2860�f��
������܊2860�f�� ����܊����I����
����܊����I���� �������Y450�f��
�������Y450�f�� GoEngineerͨ�^��
GoEngineerͨ�^�� 3DʳƷ��ӡ����
3DʳƷ��ӡ���� ���Ȼ�÷¡�о���
���Ȼ�÷¡�о������c����
- ���������Y450�f��Ԫ������������һ�w��
- ����һ��ǧ���һ�����Ф���~�Z��ጽ��x
- ��ī�����ʼ�������W����ģ�M���ӄ�����
- ���о��ˆT�����µĻ��ڈD��ęC���W����
- ��3D��ӡ�·�� (PCB)������֪�����@�ﶼ
- ���N��Ҋ�ļ����۸����g��B
- ��3D��ӡ�M���������켼�g����� �B
- ��ِ�{�IJ�ɫ�����ӡ�aƷ�ڴ��\�����࣬
- ������BIOLIFE4D��˾����3D��ӡ���K����
- �����Ų��l�������������c�������족���c


