���]�����������e��ˇ���c�Ĝp�ļӹ�������(y��u)��(2)
�r�g��2022-10-13 11:08 ��Դ��δ֪ ���ߣ�admin ��x����
1.3 ������C
����C��������ӑB(t��i)���(zh��n)�������ڼӹ�������(y��u)������Ŀ����ԣ�����(ji��)����ɽM���ΰ������քe���L���w�������~Ƭģ�͡�������؏�(f��)�ԽY(ji��)Փ��ԓ�M�����HӑՓ���_�AЧ��(y��ng)������ȡ���ڙC(j��)�z�y�Y(ji��)�������w������1.1��(ji��)�����������y��ʧ�棬�����Ҹ߶Ȳ�ֲ�����y�c���D6��ʾ�քe��ɰ�����Փģ���cDEDë����
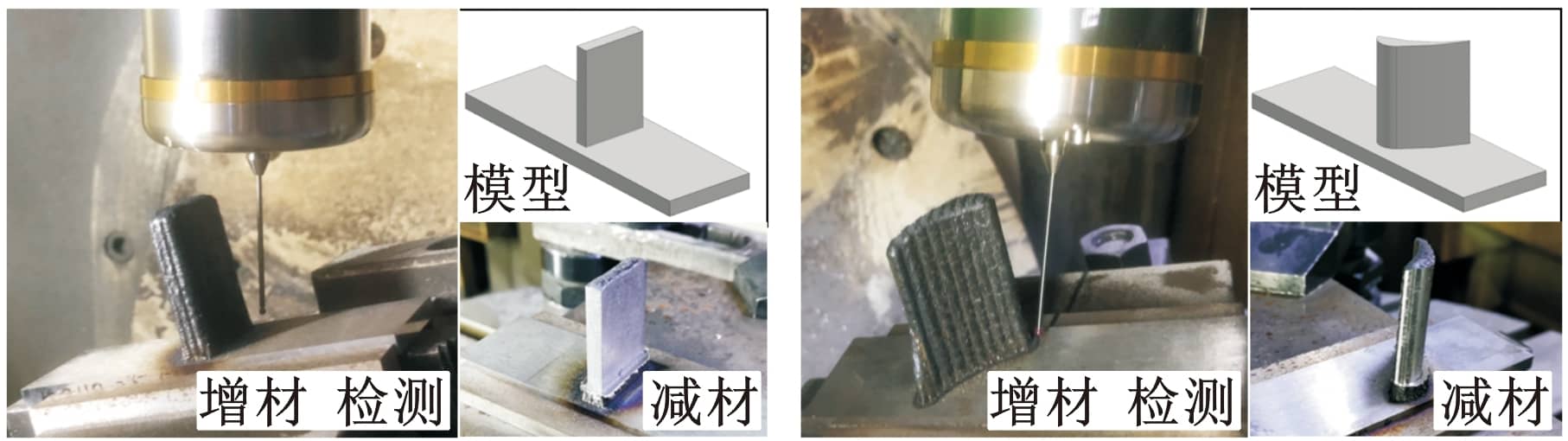
(a)ƽ�永��ģ�ͼ���� (b)���永��ģ�ͼ����
�D6 ����ģ�ͼ����
����ӑB(t��i)���(zh��n)������ʩ���E���£��ٷքe�Ĝy���c�Ƽ���Փģ������ȡ����(y��ng)�����c��F��S������MATLAB©2019�h(hu��n)���Ќ��F(xi��n)����ӑB(t��i)���(zh��n)�������@ȡ�(y��u)׃�Q���R��T���ۻ�������R��T�����ͽy(t��ng)Ӌ������(y��u)���Y(ji��)����
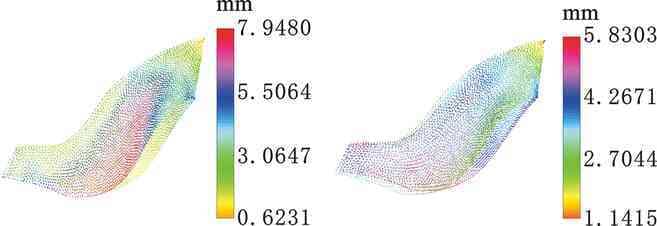
�D7�͈D8�քe�o���˃ɰ������(zh��n)ǰ������λ���P(gu��n)ϵ���D7a�@ʾDED�����L���wģ���������������(zh��n)��ģ��λ��ë������λ�ã���D7b��ʾ�����چ������~Ƭģ�ͣ��D8�o����ͬ�y�cҎ(gu��)�������������(zh��n)ǰ��Y(ji��)�����ɈD8a�c�D6b���Կ�����DED�����~Ƭ��˳��F(xi��n)�����ݬF(xi��n)��(d��o)��ԓλ�ó��F(xi��n)�ֲ�ؓ(f��)���������(zh��n)��ؓ(f��)������ʧ�������ֲ�������D8b��ʾ�����Կ���������ӑB(t��i)�㷨���ԃ�(y��u)����������ϵ�y(t��ng)�`��C(j��)��������ľֲ���������Ć��}�����������U�ʣ���ߺ��m(x��)�p�ļӹ�Ч�ʡ�
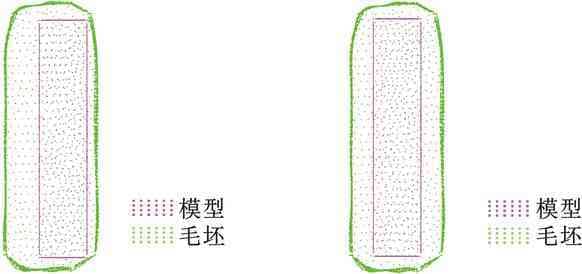
(a)���Ȝy�c���(zh��n)ǰ (b)���Ȝy�c���(zh��n)��
�D7 ƽ��ģ���������(zh��n)�Y(ji��)��
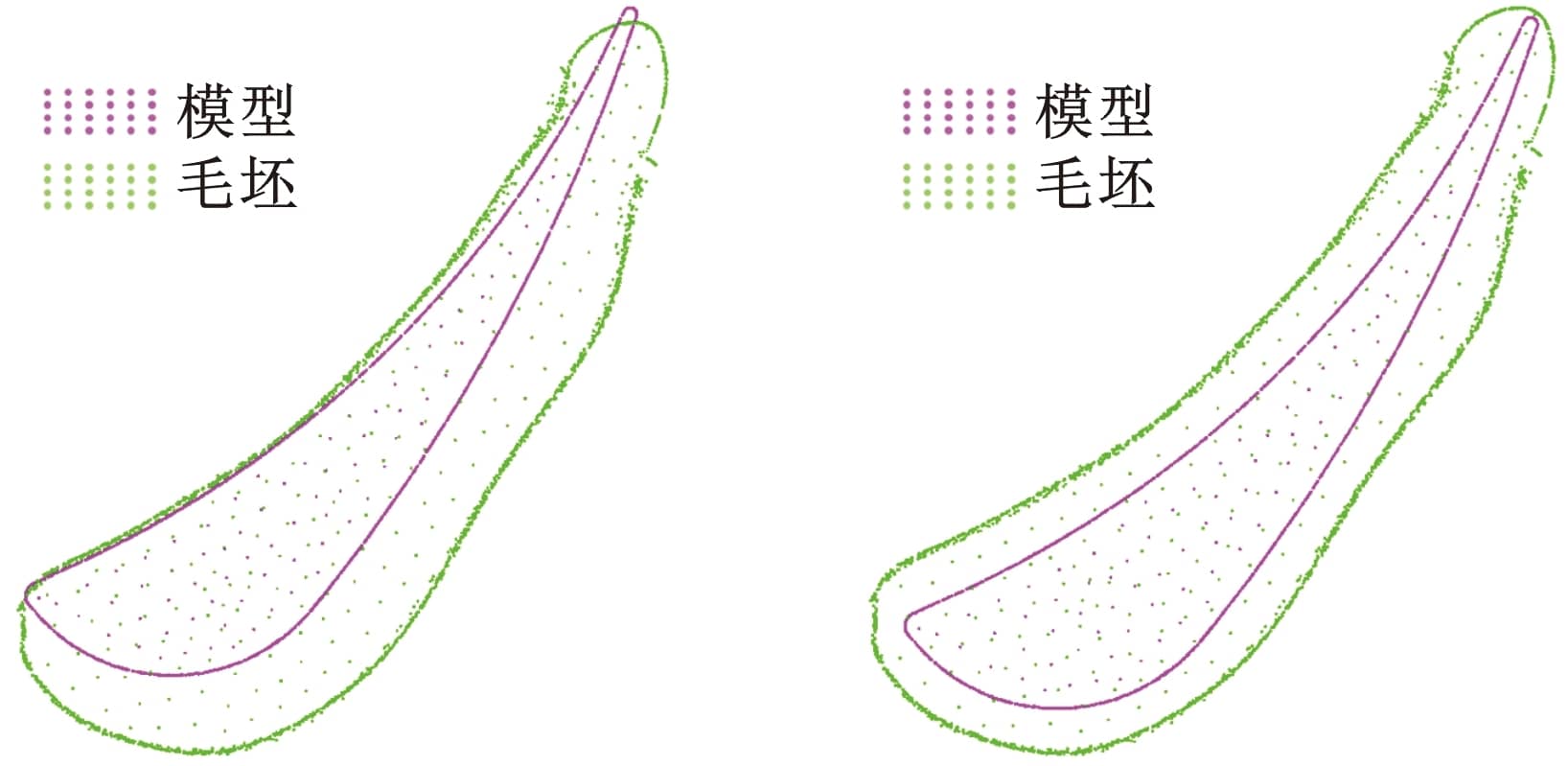
(a)���Ȝy�c���(zh��n)ǰ (b)���Ȝy�c���(zh��n)��
�D8 ����ģ���������(zh��n)�Y(ji��)��
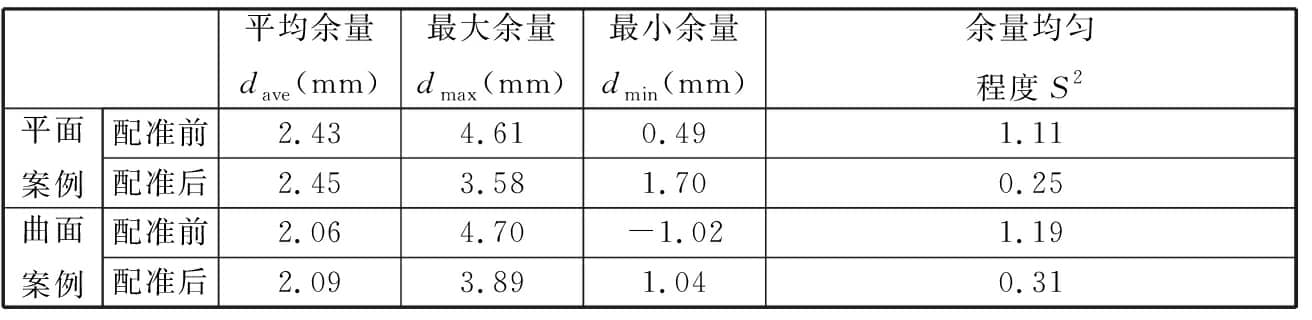
���ֱ�^�ر��_(d��)�ӹ�������(y��u)���Y(ji��)�������x���(zh��n)�c���xdi��ʾ���c�ӹ����������(zh��n)ǰ���������ֵ��dave���O��ֵ��dmax���OСֵ��dmin�������S2�����ڶ�����ӳ������Ϣ��dave��ӳ���w�ӹ�������С��dmax�Q���˵�һ���ּӹ�������ֱ��Ӱ표p�ļӹ�Ч�ʣ�dmin��ʾ��С�ӹ�������ԓ�^(q��)���׳��F(xi��n)�������㌧(d��o)��U������S2��ӳ�ӹ���������̶ȡ�����(j��)��1�����(zh��n)�����y(t��ng)Ӌ�Y(ji��)�����ɽM�������(zh��n)ǰ��ֵ���д���Ƚ��ͣ�����������pС����С���������������д���ȸ��ƣ���������������ӑB(t��i)���(zh��n)�㷨��(y��ng)���ڼӹ������ă�(y��u)�������ǿ����Եġ�
��1 �����������(zh��n)ǰ�������y(t��ng)Ӌ�Y(ji��)��
2 ��������
2.1 ����O(sh��)��
���Č�����ЏB�T��W(xu��)�����_�l(f��)�����S(li��n)�����p�ď�(f��)�ϼӹ���������LV6500[23]��ɣ��O(sh��)���܌��F(xi��n)���ⶨ����e�c�p�ĺ�̎��������������renishaw RMP600��С�߾����|�l(f��)ʽ�y�^����D9��ʾ�����У�̽ᘜy��ֱ��2 mm���U�L50 mm���y�^�y�c������z�y���y������(sh��)���2��ʾ���C(j��)е�ӹ�����RUNCHIT���^�u�㊵�����̖��DB0602���䵶�߰돽3 mm�����L12 mm������3 mm��ȫ�L50 mm��
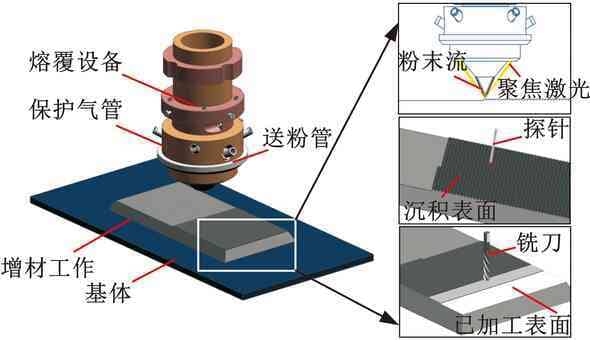
�D9 ���p��(f��)�ϼӹ���������
��2 �ڙC(j��)�z�y����(sh��)�O(sh��)��

����(ji��)��DED������x���~݆�~Ƭ���о�����������Ԕ��(x��)ӑՓ����ӑB(t��i)���(zh��n)�����~Ƭë��������(y��u)����Ч�������]�_�AЧ��(y��ng)���ڙC(j��)�z�yҎ(gu��)��Ч�����Լ��������Ȳ�ͬ���(zh��n)�����ă�(y��u)�ӡ�
�D10a�o����ij��̖�u���l(f��)�әC(j��)�x���~݆�~Ƭģ�ͣ����Ϟ�316L���P䓣��~݆������Aֱ��d=23.5 mm��D=125 mm���߶�H=56.8 mm����Փ�~Ƭ���h=0.3��1.2 mm���~Ƭ�����L��L=10��32 mm���鱣�C�~Ƭ�ɹ����μ�һ���p�ļӹ����������H���������~Ƭ�m��(d��ng)������D10b��ʾ������C���ڲ��Ș�(g��u)���Ľ��澀��������Ч�ԣ��O(sh��)�Ì��Ȍ����ڲ���̎��ȡ���澀�����ȺͲ�����澀�������Ҹ߶Ȳ�ֲ��y�c��ȡ�Ҹ�ֵ��0.2 mm���քe����220��230���z�y�c��
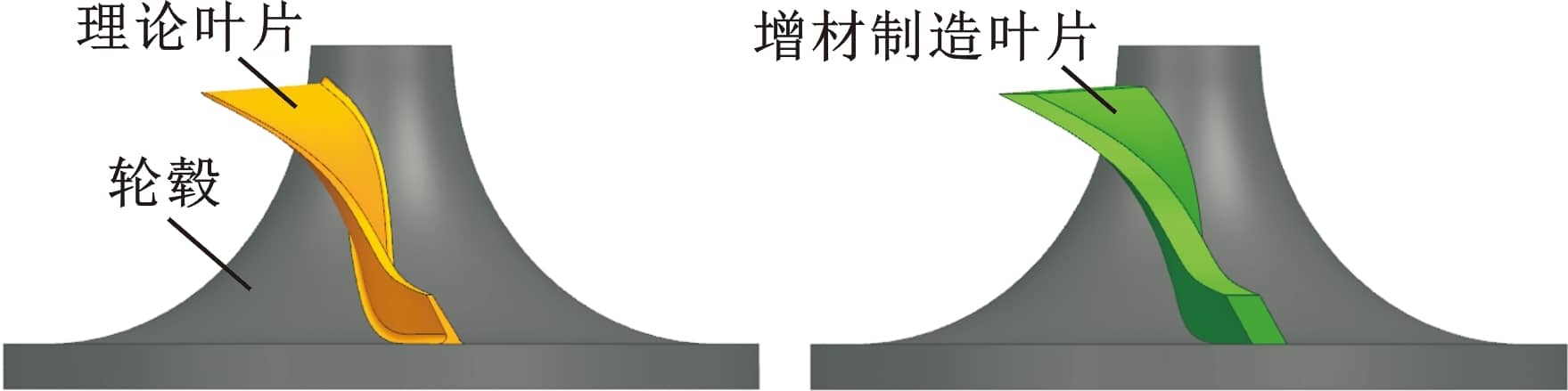
(a)��Փ���?z��i)��?(b)���H��������ģ��
�D10 ���?z��i)��?/span>
2.3 ������(y��u)���Y(ji��)��
�ӑB(t��i)���(zh��n)�����~Ƭ�c��F��S��Ӌ��׃�Q���Rexp��Texp��
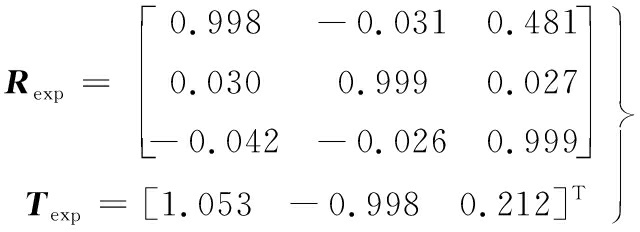 (8)
(8)
(a)���(zh��n)ǰλ�� (b)���(zh��n)��λ��
�D11 �������(zh��n)�Y(ji��)��
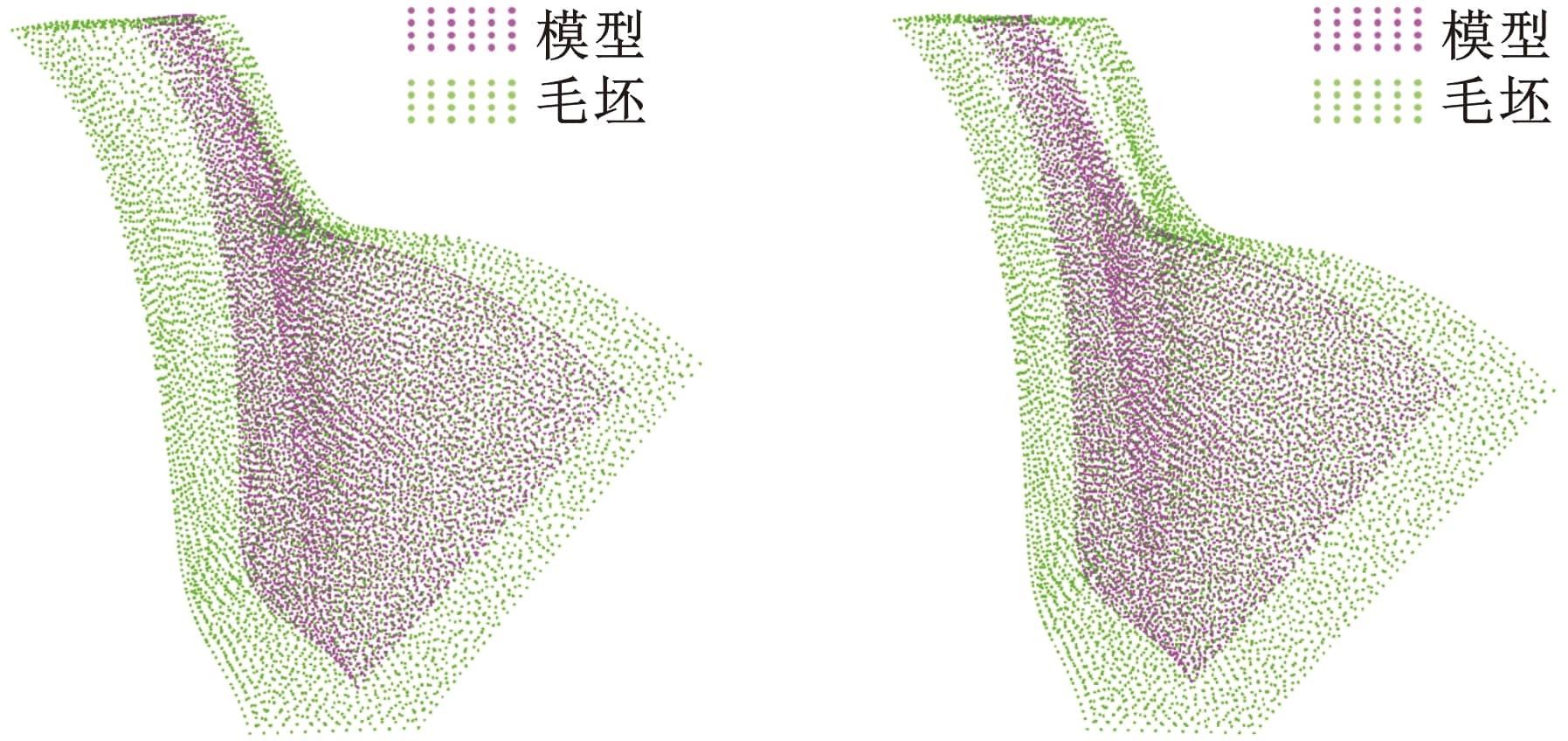
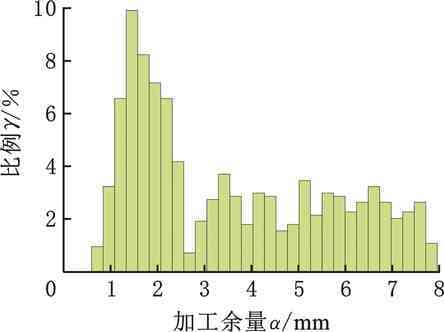
�L�������ֲ��ƈD(�D12)�Ը�ֱ�^�ر��_(d��)�ӹ�������(y��u)���Y(ji��)�������⣬�y(t��ng)Ӌ�䌦�c���x�ľ�ֵdave���Oֵdmax��dmin�c����S2�����ڶ�����ӳ������Ϣ�����(zh��n)ǰ�������y(t��ng)Ӌ�Y(ji��)����D13�ͱ�3��ʾ�����(zh��n)ǰ����������ֵ��4.72����ȜpС��1.09����������̶����@��ߣ����������᷽����������(y��u)�����@��Ч�����������ֵ�pС2.12 mm����Сֵ����0.52 mm���f���ּӹ�����(sh��)���@�p�٣�����ߜp�ļӹ�Ч�ʣ�������ģ���c��Փģ����λ��׃�Qǰ���w�e��׃����dave�o���@׃�������⣬�^��p�Č��Ч������(j��ng)�����㷨��(y��u)��������������ֲ�������?q��)��µĜp����������F(xi��n)���Ҝp�ļӹ��`������ڡ�0.03 mm��(n��i)���M��ʹ�þ���Ҫ����D14��ʾ���C������������ӑB(t��i)���(zh��n)�������@����(y��u)���ӹ�������
(a)�������(zh��n)ǰ (b)�������(zh��n)��
�D12 �����ƈD
(a)�������(zh��n)ǰ
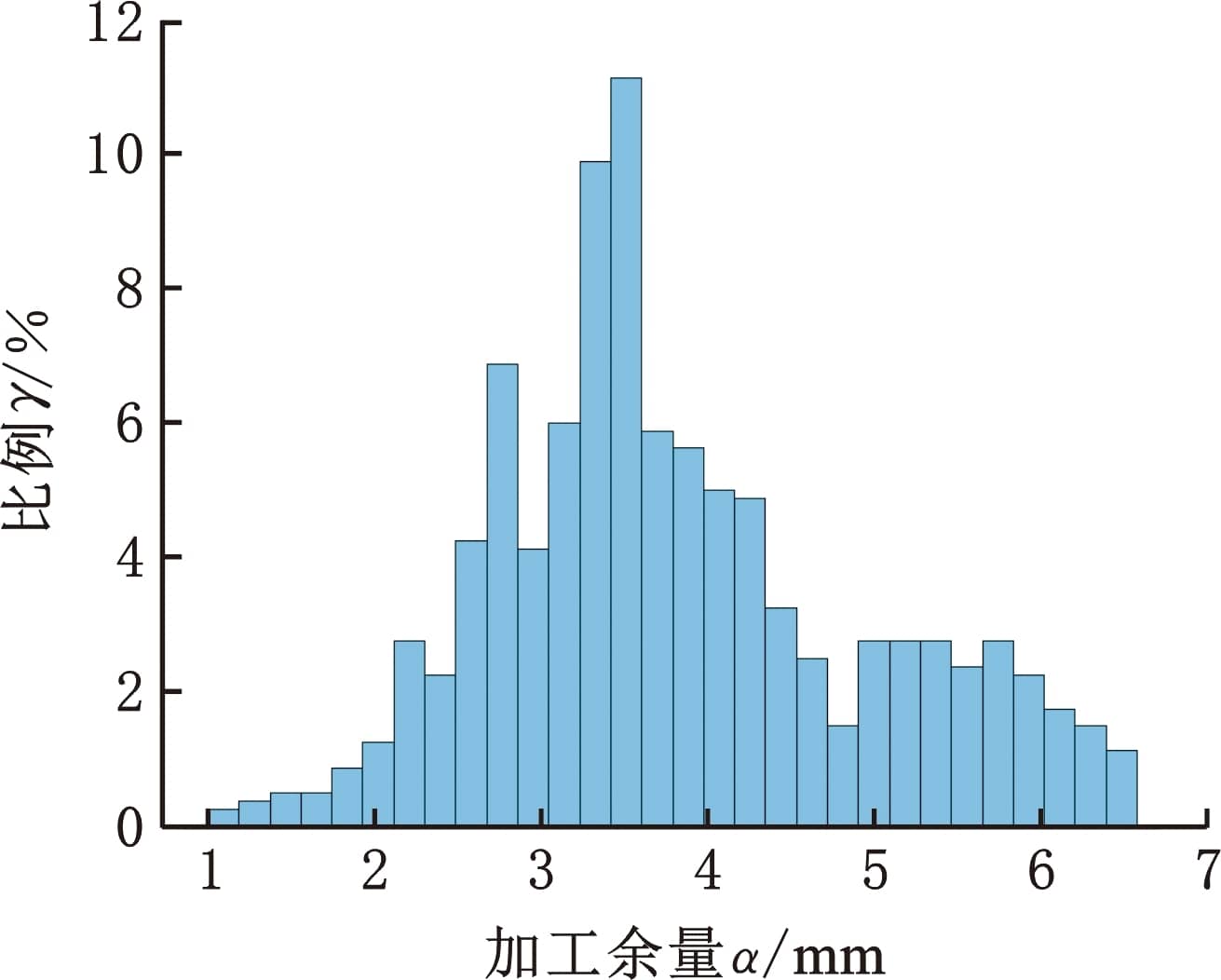
(b)�������(zh��n)��
�D13 ����ֱ���D
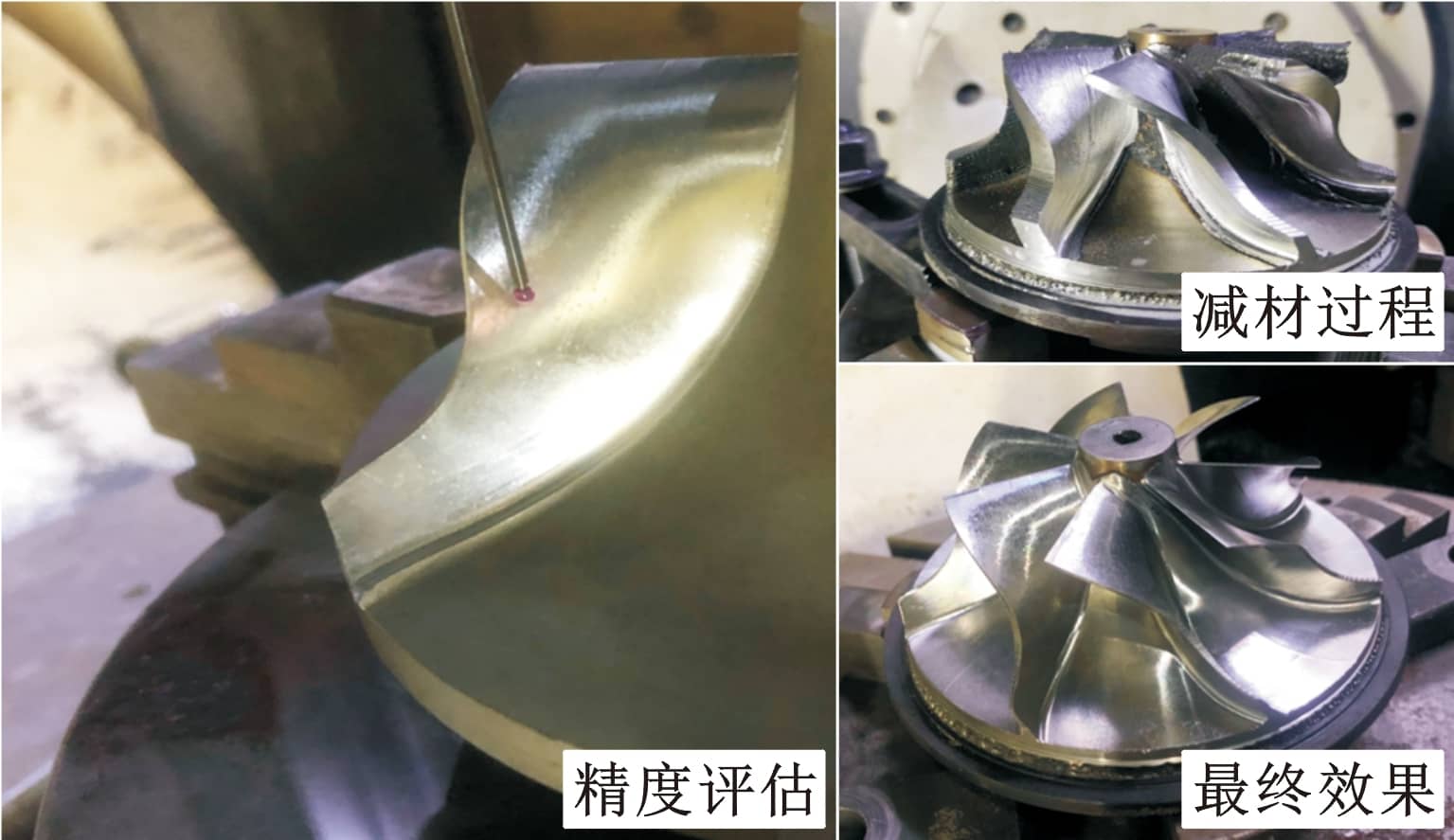
�D14 ������D
��3 �������(zh��n)ǰ�������y(t��ng)Ӌ�Y(ji��)��

(؟(z��)�ξ���admin)

��һƪ��JELLAGEN �� COPNER BIOTECH����ˮĸ���a(ch��n)����īˮ�����͂��톖�}
��һƪ�����l(f��)��3D��ӡ��AMTC����齨⽴���ͷ������������켯Ⱥ������Տ������
��һƪ�����l(f��)��3D��ӡ��AMTC����齨⽴���ͷ������������켯Ⱥ������Տ������
���P(gu��n)��(n��i)��
 NASA�cICON(li��n)�����M(j��n)̫��3D
NASA�cICON(li��n)�����M(j��n)̫��3D �ڰˌ��t(y��)Ժ3D��ӡՓ������
�ڰˌ��t(y��)Ժ3D��ӡՓ������ 3D��ӡ���^Stratasys��ُ
3D��ӡ���^Stratasys��ُ Nature�ӿ���3D��ӡ���g(sh��)��
Nature�ӿ���3D��ӡ���g(sh��)�� ȫ��ɴ�3D����x���^�ϲ�
ȫ��ɴ�3D����x���^�ϲ� ������ͨ���L�Q��F(xi��n)AA����
������ͨ���L�Q��F(xi��n)AA����
- ��NASA�cICON(li��n)�����M(j��n)̫��3D��ӡ�������
- ���ڰˌ��t(y��)Ժ3D��ӡՓ�������Ի��t(y��)���ѳ�
- ��3D��ӡ���^Stratasys��ُ�Ʈa(ch��n)��I(y��)Forwa
- ��Nature�ӿ���3D��ӡ���g(sh��)�����ɴ���Ƥ�w
- ��ȫ��ɴ�3D����x���^�ϲ����΄�(chu��ng)ĸ��˾
- ��������ͨ���L�Q��F(xi��n)AA������3D��ӡ�ceBa
- �������WASP�c�炐�ȁ���W(xu��)������3D��ӡ
- ��Formlabs��ϯ��(zh��)�йٷQ��˾���������Q(m��o)��
����(n��i)��
- ��NASA�cICON(li��n)�����M(j��n)̫��3D��ӡ�������
- ���ڰˌ��t(y��)Ժ3D��ӡՓ�������Ի��t(y��)���ѳ�
- ��3D��ӡ���^Stratasys��ُ�Ʈa(ch��n)��I(y��)Forwa
- ��Nature�ӿ���3D��ӡ���g(sh��)�����ɴ���Ƥ�w
- ��ȫ��ɴ�3D����x���^�ϲ����΄�(chu��ng)ĸ��˾
- ��������ͨ���L�Q��F(xi��n)AA������3D��ӡ�ceBa
- �������WASP�c�炐�ȁ���W(xu��)������3D��ӡ
- ��Formlabs��ϯ��(zh��)�йٷQ��˾���������Q(m��o)��
- ��Roblox�Ƴ��_ԴCube 3Dģ���ߣ�֧��A
- ��Sodick����Ɍ�����3D��ӡ�C(j��)������Prim
���]��(n��i)��
 ������܊2860�f��
������܊2860�f�� ����܊����I(y��)��(qi��ng)��(qi��ng)
����܊����I(y��)��(qi��ng)��(qi��ng) �������Y450�f��
�������Y450�f�� GoEngineerͨ�^��
GoEngineerͨ�^�� 3DʳƷ��ӡ����
3DʳƷ��ӡ���� ����(n��i)��÷¡�о���
����(n��i)��÷¡�о������c��(n��i)��
- ���������Y450�f��Ԫ������������һ�w��
- ����һ��ǧ���һ�����Ф���~�Z��ጽ��x
- ��ī�����ʼ�������W(xu��)����ģ�M���ӄ�����
- ���о��ˆT�����µĻ��ڈD��ęC(j��)���W(xu��)��(x��)��
- ��3D��ӡ�·�� (PCB)������֪�����@�ﶼ
- ���N��Ҋ�ļ����۸����g(sh��)��B
- ��3D��ӡ�M(j��n)���������켼�g(sh��)����� �B(t��i)
- ��ِ�{�IJ�ɫ�����ӡ�a(ch��n)Ʒ�ڴ��\�����࣬
- ������BIOLIFE4D��˾����3D��ӡ���K����
- �����Ų��l(f��)�������������c�������족���c


