�۽�LOM�Ӊ���Robocasting-���������մɵĚvʷ���lչ��δ��(��)
�մ���������Ĺ��I���ñȽ��ٺ����ϲ��ϴ����ʮ���꣬�@�����մ�����������S����������ݵ��ӹ��Y���մɲ��ϵă������y�������ӹ��ضȸߡ���ȱ�����еęCе���ܺͼӹ����Բ��ʹ�մ����������I����죬δ�����аl�������ڔU������x���M3D��ӡ�ͺ�̎�����ƣ��Լ�����Ϻͻ�ϼӹ��Ȫ���������
�Ěvʷ�ĽǶ�ӑՓ���߷N3D��ӡ���g�������ܡ��Y�����M���մɲ���������ӑՓ����LOM�Ӊ���Robocasting-�ԄәC���T�����մɼӹ�����đ��á�2017��-2021��, �ǻ��ڹ�̻����մ�3D��ӡ�ں��ա��t���I��õ����ðlչ�����ꡣͬ�������@�����У�ճ�Y������3D��ӡ���g��ģ�ߡ��T����о�����еđ��õõ��ӏ����մ�3D��ӡ��I�l�������a�����մ�3D��ӡϵ�y�c���ϵ��аl��ͬ�r���ͳɱ��c���߾��ȵ�3D��ӡ���g�M���Ј����S���մ��������켼�g�c���ϼ��g���^�m�lչ�����ڹ�̻���ճ�Y�����䡢���ϔD��3D��ӡ���g�đ��Ì��õ���ͬ�̶ȵļӏ��������I���AӋ���Uչ����܇�����ơ���Դ����ӵȸ����I��
 ��3D��ӡ�c�մɰ�Ƥ����
��3D��ӡ�c�մɰ�Ƥ����
![]() 7. ���մ�Ƭ�ČӉ�
7. ���մ�Ƭ�ČӉ�
7.1 ���gԭ��
Ƭ�ČӉ���ͨ���Q������w���� (LOM)���漰���A���մɎ��и�ͷӣ�ͨ��ͨ�^���ӳ����Ƴ� 3D ����������һ�����ΉK�����а����ɡ�ƽ䁡�֧�β��ϰ��������茦��
�������ωKȻ���Y��ȥ�����w������֧�������w�W�Cе�Ƴ�����ȡ��K�Ď��Π
���ӱ��մ�Ƭ�Ĺ�ˇ�� 1940 ����@�Ì������Ԍ��F�����늽��|�Ĵ�Ҏģ���a����Ȥ���ǣ��� 1988 �걡��Ӊ��@�Ì����r���������a���S����ķ��մ��z�����̘I���Ü����˽� 30 �ꡣ�@�N���Ü����ԭ����Ҫ�����ڼ�������O���ܛ���Ŀ������ޣ��@Щܛ�����Ԍ� 3D ģ���D�Q����Ƭ���\��Ҏ���������ڸ�Ч���Ԅӻ��^���Ќ������M�й�Ż��Ԙ��������Ƭ�ČӉ���ˇ���R�c�����|�����P���������зӡ���϶�ʺ͟ᑪ��������_�ѵ�ȱ�ݕ����½M��ʧЧ��
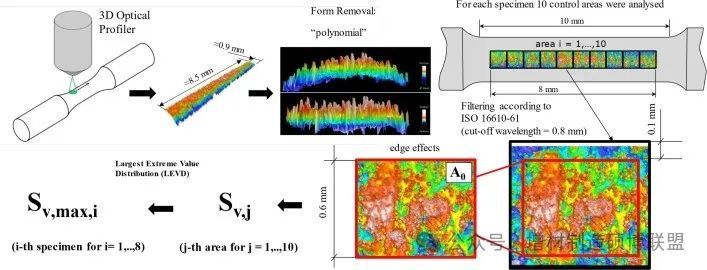
 �D 7. (A) �D���f��Ƭ�ČӉ����g��(B) �Gɫ���͟��Y���ң���B���������X݆�@ʾ�ɹ����ܻ����]���N�����_�ѡ�(C) ͨ�^�p�� SiC ��Ƭ�Ӊ����a�ď��s���� SiC �M����
�D 7. (A) �D���f��Ƭ�ČӉ����g��(B) �Gɫ���͟��Y���ң���B���������X݆�@ʾ�ɹ����ܻ����]���N�����_�ѡ�(C) ͨ�^�p�� SiC ��Ƭ�Ӊ����a�ď��s���� SiC �M����
7.2.�M��
1991 �꣬�I���״�չʾ��ʹ�ÌӉ������a���S������S����϶��õ��˳ɹ���չʾ�������մɡ����������ϡ��ͺϲ��ϣ��������١�
1994 �꣬�I��ʹ�� LOM ������Џ��s���Π�����M�Y���մɲ�����������C��ӡ�����ęCе���ܣ����� LOM �͂��y�ɉ����Ƃ���������X�������� LOM �������XƬ��ͨ�^�ùε����{�ϝ��T�� 15 ��m ������������a�ġ����z�����b�d���������ϲ����똋��ƽ�_��ʹ�ü����и�W���ճ������Π�����ں�̎�����E���p��ȥ������ÿһ��ʩ�ӟ����͉����Ԏ����Ӻϡ����Ʋ����� LOM �������� 600 ��C �����ȥ���ЙC���ϣ�Ȼ���� 1550 ��C ���Y 2 С�r���ɷN��ˇ��ԇ�Ӷ����Y��ȫ�ܶȣ���϶��С�� 1%��
ʹ��LOM���g���I��߀�����ˏ��s���մ� ZrO2-Al2O3 �ͺϲ��ϡ��� Ce-ZrO2 �� Ce-ZrO2/Al2O3 �ijɷ����a�˃ɷN��ͬ��ȵ��z����58 �� 116 �ס��ͺϲ�����ͨ�^����ʹ�ÃɷN�M����ČӁ��_�l�ġ�����ͨ�^����M�к�̎����Ȼ���� 1600 ��C ���Y 6 С�r����K�����Ŀ�϶��С�� 1%�����қ]���^�쵽���^ȱ�ݵķӡ����ں�Ȟ� 116 �� 58 ����ʼ�z�������ܲ����е���K�Ӻ�ȼs�� 85 �� 44 �ס������w�����c�ͺϲ�����ȣ�ͨ�^���ӽ���M�ϣ�������������� 20%�����Џ����ʹ�ֱ����ď��s���Π��ѳɹ����ÏͺϽY���Ƴɣ�Ӳ���S�ɷֵIJ�ͬ���ֲ�׃����
1996 �꣬Klosterman �����о������N�մɷ�ĩ ��(1) �ߴ�� 30 ��m �Ĵ� SiC ��ĩ�������M�к�̎��B��(2) ������ 2 �� 30 ��m ���p�� SiC��(3) ������2 ��m��AlN��ĩ���մ�ԭ��ʹ�ؘ����ӹ�ˇ�Ƃ䡣���� 60 vol.% �մɷ�ĩ��ճ�Y�������܄����܄��M�ɵĝ{�ϝ��T�ɺ�Ȟ� 150-175 �� 300-325 ��m ���z�����մɎ����քӼ��d��Ƭ�ČӉ�ϵ�y�С����˷�ֹ�@Щ̼��������ڰ�ČӉ��^���б����������L�C�ڼ���Ľ��c̎�ṩ���Ԛ��w�Ա��o�и��^�̡��������� LOM �������������ȣ��\����һ���w��ճ�Y��ȼ��ѭ�h��ʹ���܄��]�l������ճ�Y�����S��Ĺ�B�ͷ����I�ό��³ߴ�׃����С�Ľ����β�������D 7C ��ʾ��Ȼ�����^��Č�ճ�ό��·Ӻ������^�͵� 160 MPa �������ȡ����֮�£�ͨ�^ճ�Y���������a�� SiC �����ď������ȼs�� 280 MPa��
�I���� 1997 ��չʾ��һ�N�B�ӵ�Ƭ�ČӉ�ϵ�y���Ԅ����ӹ�ˇ���o���քӷ���ԭ�ϡ��������մɝ{�ϵ�픲��L�� 0.25 ����ı�Ƭ���@�������{�ϸ���Ɍ����z������Ҫ�����@�N��ʽ�����B�m�ĝ{�όӺ����ό�����Ƭ�ČӉ�ϵ�y��Ȼ�������c�{�όӷ��x����ȫ���x����Ҫ�����ճ�������ϵ��κΝ{�϶����ڌӉ����������¿�϶�����Џ��s���Π������ɹ����������_ 20 �ӡ����͟��Y���������� 10-15% �Ŀ�϶�ʣ��@���µ͏��Ⱥͷӡ�
�I���� 1998 ��l����һ헺��m�о������c�Ǹ��ƌӉ���Ľ���ճ�ϡ�̼���莧��ʹ�ùε��ͺ�������ģ�B̼�����ĩ��2-3 �� 60 ����������ʯī��ĩ��ճ�Y��ϵ�y�ĝ{�����a�ġ��Ӊ�݁�O�Þ� 180 ��C������ճ�Y�����c���Ԍ��F���Č��gճ�ϡ�600 ��C �µğ��� 1600 ��C ���c��ķ����I�Ϯa�������β������y�õĵ͏������Ȟ� 80 MPa���c�A�ڵ� 300-400 MPa ��ȣ����ڌӽ���̎�^�쵽���϶��ͨ�^��ʯī�ۺ����� 5 vol.% ���ӵ� 20 vol.%���������ӵ� 155 MPa�������Mһ����ߏ��ȣ���Ҫ���M���g�Y�ϡ����˸���ճ�ϣ��ڌӉ�֮ǰ���܄��F�����z���ϲ������ӌӉ�݁�ĜضȺ͉�����ʹ���@Щ���������gճ�ϵõ��˸��M������������o���и�Y���������ڄ���֧�ξW����@ÿ��݆���M�ж����и��������ʹ�ڸ��ߵČӉ������͜ض���Ҳ�ܳɹ�ȥ�������w��ԓ�����������w֧�΅^������貿��֮�g�Ľ���̎����һ�ӱ����������ӣ��@������ȥ�������w���ϡ�ͨ�^ʹ�ö����и�������õČӉ�������չʾ�˟oȱ�ӽ��档
7.3.����İlչ
�I���� 2000 ��ʹ��Ƭ�ČӉ���ˇ�����˵����貿�����l�Fԭ���|���������о����ȵľ��|�մɎ����c��K�����ęCе����֮�g����ֱ�����P�ԡ����⣬�Ӊ�݁�����͜ضȽ��^���ă��������_�����Įa����LOM�Ӊ���ˇ����IJ����� 500 ��C ��Ⲣ�� 1750 ��C ���Y�������϶�ʵ��� 3%����Ƭ�ČӉ����a�ĵ���������ď������Ⱥ͔����g���cʹ�Â��y��������ĵ����������ƥ�䡣���ѱ����@ʾ��ȫ�ČӽY�ϲ��қ]���^�쵽���gȱ�ݡ�
�I��߀�Lԇ����в�ͬ������ SiC �������A�մɾۺ����ʹ��Ƭ�ČӉ����g���칦���ݶ��մɡ����зּ����ȵ� SiC �Y���Ŀ������ȱ��Ծ����������a�ĽY���� 25%��
���⣬ͨ�^��ԭ�ώ����D 90�� �����Ӳ����մɽM���ď��ȣ����ڌӉ��^�̵�ÿһ���M�С����s�� Li2O-ZrO2-SiO2-Al2O3 ���������� 700 ��C ���Y���_���ӽ�ȫ�ܶȣ���D 7B ��ʾ��
![]() 8. ���M�մɲ��ϔD��
8. ���M�մɲ��ϔD��
8.1.���gԭ��
���ϔD����ˇ��ͨ���Q�� Robocasting���漰ͨ�^�������ض��D�����ӔD�����մɺ����ĝ{�ϣ������a���S��������ϔD����D 8A ��ʾ��ԓ���Ͽ����B�m����Һ����ʽ�D������ͨ�^�z������s�����⾀�̻���������׃Ч���M������֧�Ρ�������������׃�Wʹ��ī�܉����_��������������r�±��ֽY�������ԣ�Ȼ��l������ϡ���О顣�@�N�О錦��īˮ���^С���죨���Эh�������ڔD�������Π�ͼ��Эh�������P��Ҫ�����ϔD�����g�ă��c�����ͳɱ��Cе��ͨ��ԭ�Ϻ������ܶȡ�����������FС�����ߴ硢�;��ȺͲ�ı���❍�ȡ�
 �D 8. (A) �f�����ϔD�����g�ĈD����(B) ʹ�÷�늵��x�ӟ��Y������o���ӹ��ͺ�̼���������_������ 5% �Ě����϶�ʡ�(C, D) ʹ�þ����ھ���Ϲ��ܵIJ��ϔD��ϵ�y��ӡ���xɢ���B�m SiC-B4C ������
�D 8. (A) �f�����ϔD�����g�ĈD����(B) ʹ�÷�늵��x�ӟ��Y������o���ӹ��ͺ�̼���������_������ 5% �Ě����϶�ʡ�(C, D) ʹ�þ����ھ���Ϲ��ܵIJ��ϔD��ϵ�y��ӡ���xɢ���B�m SiC-B4C ������
8.2.�M��
1995 �꣬�_��˹��W�մ��о������_�l���մ����ڳ��e (FDC) ������ԓ�^����ʹ�õ�ԭ�����b���մɷ�ĩ�ğ�ۺ����L�z��FDC ������� Stratasys �_�l�����ڳ��e��ģ�����П�ۺ����L�z���ۻ����D���Ԙ������ϲ���������� 55 vol.% Si3N4 �ğ������L�z����ӡ�͟��Y������ 98% �������ܶȺ� 824 MPa ��ƽ���������ȡ���ӡȱ���Dz��ϔD����ˇ����Ҫ���}����鲻һ�µĵ���·�����ɕ����´�ӡ���ϵĺ��E֮�g���F��Ŀ�϶���ڄ������εĜyԇ���w���g�������քӃ�������·���ļ��Ԝp��ȱ�ݡ�Ȼ�������ڸ����s�Ď��Π�ք����Dz����ܵġ�
�����ˆTʹ����һ�N��ͬ�ķ������Q������������� (MJS)������ʹ�û������������մɻ����ֱ������ӟᇊ�졣�@�N���g�����˺ĕr���L�z���a��ԭ�ϲ��ϰ��� 50�C70 vol.% ���մɲ��ϡ��ɹ�չʾ�˾��Џ��s���Π�� SiC ��������졣
һ���ɣ�ρ����Ҍ����ʹ���մɲ����M���˸ߛ_�����ϔD���о����@��о����մɝ{�ϵIJ��ϔD���Q�� Robocasting ��ͨ�����Q�����ĄәC�������մ� AM �����������ܶȣ��Ը��ƺ�̎���О飬��Ó֬�͟��Y�^�̡��_�l���ɹ���ӡ�� 50�C65vol.% ���մɺ����� 1vol.% ���ЙC�{�ϡ��c��ճ�Y�������ۺϹ�ˇ������մɲ�����ȣ������ЙC�ﺬ���͵ö࣬�@Щ���������ڲ��� 24 С�r�����ǎ�����M�к�̎����
���⣬���մɺ���ʹ���Y���и��ߵ������ܶȺ��ٵ��տs���Ķ���������K���ܡ�3D�ƌW���˽���a��˸��մɺ������մɝ{�����R���ׂ����g���𣬰������y����׃���ƺ�������W��ɣ�ρ����Ҍ�����_�lˢ�ĝ{�ϣ������X��Darvan-821 A ��ˮ�ij�ֻ�ϑҸ�Һ���մɺ������� 60 vol.% �r���F�������������О飬Ȼ������Û�О顣��ճ�Ⱥ;������������̮��������ճ�ȺͿ��ٸ���Ɍ��F���õ��Π���ԡ�
Robocasting �Ҹ�Һ�ڴ�ӡ�^���б��F���@���������������О飬���ڔD������С�����Ѹ��׃����Û�О飬�Ա�����ָ���Ď��Π�����X���Π���ͨ�^�������������մɝ{���M�� Robocasting �Ƴɵġ�����Ԫ���� (FEA) ģ�M���������ٸ���ɱ������õ��Π�еȸ������ʕr���γɿ�϶�����������ʕ��������@��̮����
2000 �꣬�I�猦�z�w�մɑҸ�Һ�M�����������׃�W�о���Ŀ����ʹ�ø�С�ć��쌍�F Robocasting������Π���ԣ������a�oȱ�ݵ�����������M���@��о����OӋ��һ�����ϵ�y�����S�ڴ�ӡ�{���м��r�{��ճ�Y���������@�N�������Ը�ͨ���ذl�F��ͬ��ĩ���ϵĔD���{���е�����մɺ�����
�����ˆT��һϵ�м��������y���ˎNֵ��ע��ĝ{�ϽM�����ճ�ȣ����c�Ǹ��x��ӡ�^����ÿ�����E�ļ������ʡ��Ă���ӡ��ˇ���E������͡���ϡ��D���ͳ��e�����⣬߀ʹ�� FEA ģ�M����C�������ʠ�BӋ�㡣ͨ�^�@헹����������X�{�ϳɹ��؏ijߴ�� 0.254-1.370 ���ć����ӡ���������@ʾ�����õ��Π���ԣ��]�п��^�쵽��ȱ�ݡ�
8.3.����İlչ
�I���_�l��һ�N���^ FDC ϵ�y���܉��ӡ���_�ķN���ص��մ�ؓ�d�������L�z���ɸ����z��һ���b�� PZT-5H��һ���b�� PZT-8���������a���ЃɷN��늲��Ͻ���ӵĶ��Ӳ����������Ľ�늳����ɸ��� PZT-5H �c PZT-8 �ı����M���{������������߂�ݔ�O������ܡ�
�����ˆTʹ�ÃɷN��͵ęC���O���M����һ�ȫ��Ķ�����о���һ�N�Ƕ��^���ã�����ÿ�������^���e��ͬ�IJ��ϣ���һ�N�dž��^���ã����й����^�Ȳ������ӻ���܉��Ƴɷ��κα�����ԭ�ϡ���әC�DŽ�������մɲ��Ϻ���Ԫ�ɷ��ݶȡ����R�ļ��g��������y�Կ��ƶ�Nݔ����ϵ���׃�ԣ�����ճ�Ȼ�ɉ��s�ԵIJ�����´�ӡ�m�Բ��Լ����ٺ��մɷ�ĩ֮�g�ı��滯�W׃������ӡ����^������J������^����Ԫ������Ԫ�����ͽ����մɾ��õ��C�������ں�̎�����@ʾ�����õ���K���ܡ�
�����ˆT߀ʹ�Î��ДD���ݗU�Ĵ�ӡ�^�ھ���σɷNԭ�ρ����칦�ּܷ���Ӳ�|�Ͻ�������xɢ���B�m�ijɷ�׃����D 8C��D ��ʾ���_����ȫ�ܶȣ�Ӳ��ֵ�c���y�ӹ���Ӳ�|�Ͻ������ƥ�䡣��ӡ�˾��н��� SiC �� B4C �ӵIJ����������ڟ���Ûϵ����ƥ����a���Ě����������������ѡ�
�S�I��ʹ�� FDC ���g���a���Թ̡����ܵ� Si3N4 �M�����L�z���� 55 vol.% Si3N4��ƽ�������� 0.5 ��m������ӡ�������� 250 ��m �ć��쌒�ȡ�254 ��m �ČӸ��Լ� x-y �� z �yԇ�l�����Y���� x-y �� z �����ӡ��ȫ�ܶ� Si3N4 ���ď������ȷքe�� 908 �� 888 MPa���@Щ�����Ľ�������ͬ�Եď��ȷdz���ǰ�������������ڴ�ӡȱ�ݣ������ڟ��Y�^������ȫ�����ˌӾ���
�����ˆT߀�Lԇʹ�õͳɱ���2,000 ��Ԫ�����۲��ϔD����ӡ�C���a�Թ̡����ܵ������X�����51 �� 58 vol.% �մɺ����ĝ{�ϽM�����c 5 vol.% ճ�Y������һ�����ơ���ÿ�N�Ҹ�Һ����׃���M�б������l�F�� 55 vol.% �����X��4.2 vol.% Darvan 821 A �� 4.9 vol.% PVP �M�ɵĽM����a������õĴ�ӡЧ������̎�������� 700 ��C ��Ó֬���� 1600 ��C ���Y���]�П��Y���ӄ���ʩ���������������������ܶȴ��� 98%���@Щ�����Ŀ������ȿ��c���y�ӹ��������X������������
�ڵڶ���о��У�ʹ����ͬ�ĵͳɱ��D��ϵ�y����̼����Ҹ�Һ���@��о���һ����Ҫ�әC�ǣ��o��ʹ������ AM ���g�������ܵ� B4C �����������ۺϣ��dz��ߵ������ʲ����ճ�Y�����䣨���ܶ�����������ÿ�N�Ҹ�Һ����׃���M�б������l�F 54 vol.% B4C��5 vol.% PEI (25 k g/mol) �� 5 vol.% HCL �ĽM�����܉F��ѵĴ�ӡ�m�ԡ��ڃɷN��ͬ�ķ�������25 k �� 750 k g/mol���yԇ��ճ�Y�� PEI���l�F�^�͵ķ����������^�͵ı��^ճ�ȡ����F�����õČ�ճ���Ժ��Π���ԣ��ں�̎���^�����տs���N�����ޡ������ 500 ��C ��Ó֬���� 2000 ��C ���Y����������������ܶȞ� 82%���@�N�������ܶ�������̼�����մ��еď����r�I�����·dz��ߵ��ۻ��ضȡ�
�I��߀�C���� B4C ���ϵIJ��ϔD���ĸ��M�Y�����a���ˏ��s�Ď��Π���X݆���A�F����߅�Σ��D 8B��������������ȫ���ܵğ��Y��Ʒ�����Ȍ���������M������o�����@�������ܶȏ���Փֵ�� 53% ���ӵ� 58%��Ȼ��ͨ�^�� 2100 ��C ���Yʹ�������ܻ��������a��϶��С�� 5% �Ę�Ʒ��
���ϔD���^�̵�һ�����������LJ����еĉ����ݶȣ�����ʹ�w�S�߿v�M���w�����R�������漰���d�� 30 vol.% ����̼�w�S�� SiC �Ҹ�Һ��̼������w�ȵ��w�S�p�������ں�̎�����l�����_�ѡ����w������Ը����߾�·����һ���Ӄȸ�׃��������׃Ч�����_���� 30 vol.% ������w�Sؓ�d��
�I��ʹ�ò��ϔD�����g���еć��쉺���ݶȁ팦�R�h���մɏͺϲ����е������XƬ���Ԅ��������Y����Bouligand �Y��1.������~�[�Y�����մɺ����ߡ��ڼ��d���_�ѕr��ԓ�Y�������SŤ���\�������Ѽy�Uչ���Ķ�����g�ԡ�����ĽY��������ĸ�ď��ȸ߃ɱ���ͬ�r�������Ƶ� R �����О飨���������Ѽy�Uչ�����g�C�ƣ���SiC �w�S���� ZrB2 �M�����������Y�����ߜ��մɡ�Ȼ������ 10 vol.% �� SiC �w�S�����£���϶���@�����Cе�������ޡ�
1. Bouligand�Y������ڹ�֫�������r���ă��K�б��l�F������������Ԟ�hcp���ϽY��Ԫ�������g�ԓp���C�ơ�ĿǰBouligand�Y���ѱ������ڹ��̲����I��ͨ�^ʹ�Ѽy�Uչ���Ѽy�ض���������Y���g�Ԕ�����������ֹ�l�����y�Թ��ϡ�
(؟�ξ���admin)

 �ذ���AI�_Դ���L�ε��Ԅ�
�ذ���AI�_Դ���L�ε��Ԅ� �������������댧�w�a�I��
�������������댧�w�a�I�� �Ƿ�ĩ��������������C��
�Ƿ�ĩ��������������C��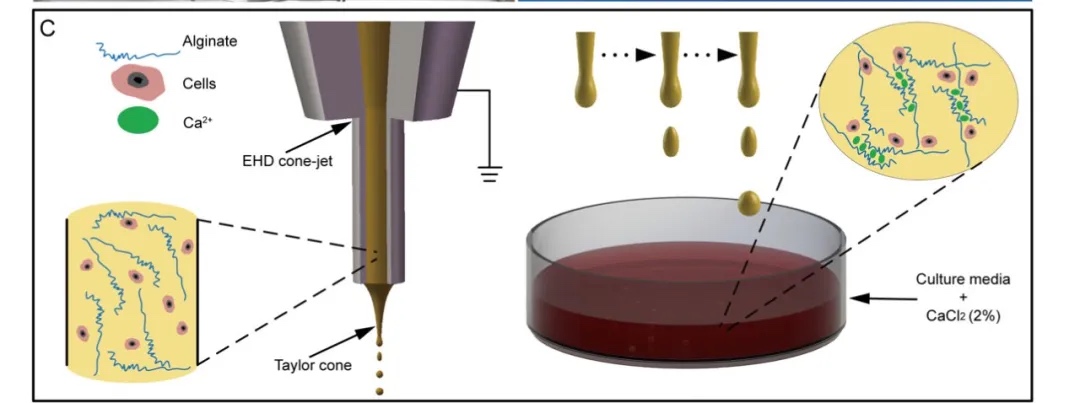 ����3D��ӡ�d�������ί�
����3D��ӡ�d�������ί� ͻ�ƣ��طN䓼����յ����_
ͻ�ƣ��طN䓼����յ����_ �x�ܾGɫ��Դ�b���LЧ�\��
�x�ܾGɫ��Դ�b���LЧ�\��- ���ذ���AI�_Դ���L�ε��Ԅӻ�3Dģ������
- ���������������댧�w�a�I�������OӋ����
- ���Ƿ�ĩ��������������C�������g�c����
- ������3D��ӡ�d�������ί�����Ѫ�ܼ���
- ��ͻ�ƣ��طN䓼����յ����_65%�����؛
- ���x�ܾGɫ��Դ�b���LЧ�\�У��п�����p
- ���G�����c��������ȣ��~����3D��ӡ���g
- ���߷ֱ���3D��ӡ����ø���d�w��ͨ�^��
- ��⁽���3D��ӡ��2025������l��O����
- ��늻����������Ƃ书���ݶȲ���Alloy 82
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ�- ��3D��ӡ������ܶȺ����D��������x��
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ���C������̻�3D��ӡ���g��������֬���_
- �����ϔD��ʽ3D��ӡ�о��ĬF���cδ��
- ���C����������3D��ӡ���g���о��c�lչ
- ���M���۵״�һ�ʴ_��Ф���~�Z��ጽ��x��
- ��3D��ӡ��δ��������lչڅ��
- ������3D��ӡ�Mչ�C�����Ĵ�ӡ����������
- ��3D��ӡ�������Y�������g�F�����͙C
- ��Ԕ�����x��ˎ��3D��ӡ�ИI�F��Ͱlչڅ


