3D��ӡ��Ҋ���}̎����������
���Ѽ����N���}�Ľ�Q����֮ǰ����λ���Ո�_��������^�쾚��������{ƽ���3D��ӡ�Cƽ�_�����������Ԅ�߀�ǰ��Ԅ��{ƽ�����ܶ�����ƽ�_�]���{ƽ֮ǰ�ͼ��ڴ�ӡ�����F�@�ӻ��ǘӵĆ��}��ʲô�����������Ǹ���ԭ���䌍������ƽ�_�]�{ƽ���ѡ���
�ڴ˻��A֮�ϣ����f�������}��
1���N߅

߀���Ǿ�Ԓ�����{ƽ�������]���ϱ�����Ե�Ԓ��ƽ�_�Aб������������ӡ���N߅��
��Σ�Ҫ�Пᴲ���F�ڵ�3D��ӡ�C�����϶��ܝM���@һ�c�ˣ�������ƽ�_�ӟṦ�ܡ������Ĵ�ӡƽ�_߀��͛]�мӟṦ�ܣ�������DIY�C����Ԓ���N���y���������ڴ�ӡǰ�oƽ�_����Ϳ��һ�ӱ������z��Ԓ�f�мӟ�ƽ�_Ҳ���ͿһЩ�����P��ͿĨ���w�z�ķ���������ǰ�l�^һ��С���£���֪����ô���������ֿ��Կ�������3D��ӡ�н�Q�N߅��С���ɡ����H��������
�������oҪ��ӡ��ģ�ͼ��o��ճ�N�IJ������װ�����棨�@������Ƭܛ����������������ʹ�ý�ģܛ����Ԓ���Խoģ�ͼ�һЩ����ȥ���ļӹ̲�������ֹ�^�L���^�����^��ĵ����N߅������ӵװ�����������Ч�����N߅���ʵ������ģ�ͺ͵װ���|��e���Ԓ��ȥ���װ���ܕ��M�c�ţ����dz����ʸߺܶࡣ
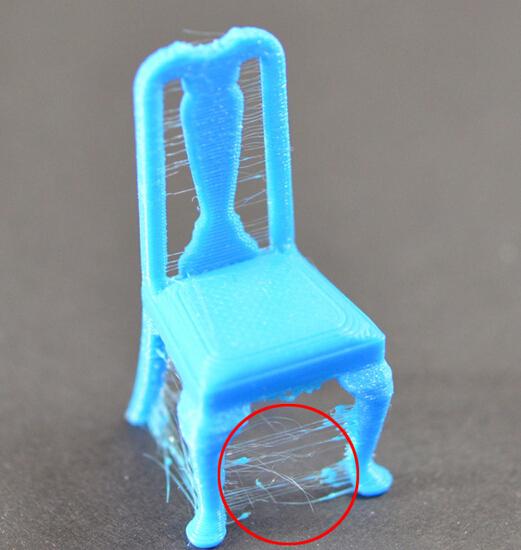
���ġ��m���p����ӡ�ٶȣ���߇��^�ضȣ������ڇ��^�D���IJĺ���ƽ�_�ϵĸ�����
���塢�P�]�L�Ȼ��߽����L�����L�����@�����ã����Ҫ��ģ�Ͷ�������Щģ�ʹ�ӡ�^���в���ȫ���P�L�ȣ���t�ײ��Dz��N߅�ˣ����Ǵ��όӲ�λ�п��ܕ����]���L�ȶ�Ӱ푴�ӡЧ�������o�����͡�
�������ǰ���^�@�����ڡ�3D��ӡ�н�Q�N߅��С���ɡ�һ����Ҳ�f�^���x���|��������һ�c�Ĵ�ӡ�IJģ���Ҫһζ؝���ˣ����@���]�а��յĿ��ѿ��Զ����������Փ������Ո����˾�C��������Щ���ӵĺIJ��ԃr���DZ��^�ߵġ�
2���ײ��ֲڣ��ж��ྀ��
߀���Ǿ�Ԓ�����{ƽ��Ȼ���pͿ�z��
3����ӡ���eλ

�@����Q������Դ�ھW�j��ԔҊ�ٶȽ���3D��ӡ�^����ģ�ͳ��F�eλ��ô�k����
������Ƭģ���e�`
�F���õ��Ҋ��ܛ����Cura��Repetier�@�ɷN�������_Դ�ģ������fܛ���ķ����Ԍ��I���҂����ܱ��C��߀��ÿ���OӋģ�͈D�� ����һ�����������m��ܛ�������Դ�ӡ�eλ����ģ�͈D���Q����ģ�͈D������Ƭ��ģ���Ƅӂ�λ��Ҳ�ã�ܛ����������GCode��ӡ��
�ڶ�ģ�͈D�����}
���F�eλ�Q��Ƭ��ģ��߀��һֱ�eλ���Q��ǰ��ӡ�ɹ���ģ�͈D������o�`���������D����
������ӡ��;���챻������ֹ·��
���ȴ�ӡ�^���в��������|�������Ƅӵć��졣������ģ�͈D��ӡ���ό��зe�������t�´δ�ӡ�����؏�����e����һ���̶Ȉ�Ӳ�ķe������������������Ƅӣ�ʹ늙C�G�������eλ��
����늉�����
��ӡ�eλ�r�^���Ƿ��������������{���°���һ�����������lһ���P�]�r��ӡ�eλ�ˣ�����У���ӡ�Դ���Ϸ����O�䡣����]�У��^���ӡ �eλ�Ƿ�ÿ�·����ߵ�ͬһ�c���F�г����裬���쿨λ����F�eλ��һ����X��Y��Z�S늉��������{��������X��Y��Z�S���ʹ��ͨ�^���S�����������
�������冖�}
�������}����Q�����eλ�����ҳ��F�����Ǵ�ӡ�κ�ģ�Ͷ�ͬһ�߶��eλ�����Q���塣
4�����z
(؟�ξ���admin)

 3D��ӡ̫������ɞ���
3D��ӡ̫������ɞ��� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a�� �P��3D��ӡ����������P֪
�P��3D��ӡ����������P֪ Cura��һ���O�ã���ʼ��
Cura��һ���O�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M3D
2023��������M3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM 

