�������p������ďͺϼӹ����g����(3)
����Ľ������β��E�飺
��һ�����������A����߅�� �����m���ӣ�׃��ȷӣ����g���¶����M�з� �ӣ�����ÿһ�ӵij��e����·���������·���Լ���D�Q�ģͣ����ͣͣ������a��
�ڶ��������b�M���ܺ�Ļ��壻
���������O�ù�ˇ���������ʡ�����ֱ�������跽ʽ���Ӻ������ȡ��ӹ��������������ʡ���������Լ����S���ƅ����ȣ���
���IJ����ڻ����ϳ��e�^��ĵ��Գ��ܴ����ݔ�룬���������A���ԫ@�úõ����ȷֲ���
���岽����ÿһ���M��ƽ�����������ȱ�ݺ�ȥ�������ӣ��ԫ@�����õı����|�����_���O�õČӺ�
���������؏ͣ��ͣ���ֱ������������ɡ��������^���У��M�П�̎�����������ȑ����Լ����ƙCе���ܺ����ƣ�ډ������ɣ����ȣ̣�ܛ�����ɵģΣô��a��ƽ�^�����^㊵����϶����M�о��ӹ������݆����������������̎����

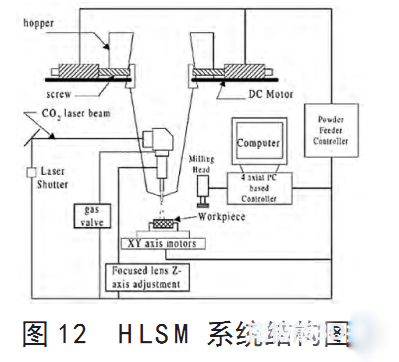
�D������ʾ������ȣ̣�ܛ��ϵ�y���ɵĔ��ش��a�� �ͣ�������F�һ�ӣ��n���ƌW���g�о����٣��磭����ӣ���F��аl��һ�N���S���Ӻ�����ͺϼӹ�ϵ�y�����^��ԭ�������w�ͣ����ȣ̣ͻ�����ͬ��ԓϵ�yÿһ�ӳ��e��ȷ����ڣ�����������������֮�g��������ڣ�������������֮�g��������ӣ̣ӡ��̣ţΣӡ����ģף�ˇ���ȅ�����
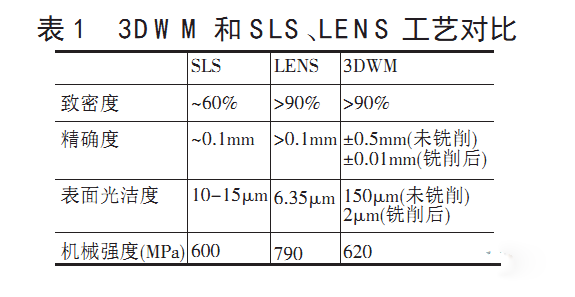
�������x���Լ����۸��ͺϼӹ����g���ȣӣ̣ͣ�
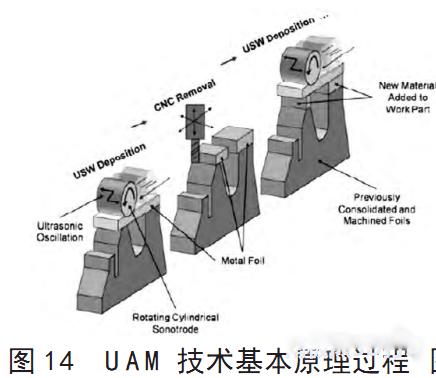
�����_���Ƽ���W�ģʣ��磭�٣������������x���Լ����۸�������ͺϼӹ����g�_չ�˽������ֱ�����ٳ������ޏͺ������P������о���ԓϵ�y���OӋ�Y����D������ʾ���ɣңӣ������������ˣףãϣ���������ͬ�S�ͷ�ϵ�y�����S�Ӽӹ�������ϵ�y��ϵ�yܛ���Լ����w���o�b�ýM�ɡ����ڹ������x�����^���^�����ڳ��e�����^���Е��a�������ğᣬ�Ķ�Ӱ 푷�ĩ�ڑB�������ԣ�����������ij����|������� ԓϵ�y������һ�N����ˮ��ʽ���^����D������ʾ�� ��
ԓϵ�y��ܛ�����ܺͣȣ̣͵�ܛ��һ�ӣ��������N�������O�á�ģ���xɢ������Ƭ�ӡ�����·��������ӹ�·�������ɴ��a�Լ������ƄӺ����D�Q�ȵȡ�������^���c�ȣ̣͡��ãͣ¼��gһ�ӣ���ͬ���Ǟ������Ч�ʣ�ԓϵ�y�ڳ��e�Ɍӻ������ӣ��_���O�ú�Ⱥ����M��ƽ��������ڳ����^���н��ٷ�ĩ�����ڠ�B�����ڱ��揈�������ã��۸��M�����Π�ɈA���Σ��������ڷ�ĩ������̫�����ֱ��̫���Fδ�ۻ���ĩ���e�F���e��һ�ӕr���ۑB��ĩ��������һ�ӵı������ӣ����ۻ���ǰ���e��δ�ۻ���ĩ�����³��e�߶����Ӳ��࣬���满��׃�ĸ����e�����ӕr���@�N��r�������@����K�����۸��Ӹ߶Ȳ������ӡ�ԓϵ�y��ȡ���e�Ɍӻ����Ӻ��M��ƽ��������ܺõĽ�Q���@�����}�����ұ��C�˳���Ч�ʺ��|�������ڲ���ͬ�S�ͷۼ����۸���ˇ��ԓϵ�y���ͼ����ȱ��^�ߡ�
(؟�ξ���admin)

 3D��ӡ̫������ɞ���
3D��ӡ̫������ɞ��� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a�� �P��3D��ӡ����������P֪
�P��3D��ӡ����������P֪ Cura��һ���O�ã���ʼ��
Cura��һ���O�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M3D
2023��������M3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM 

